Способ изготовления армированного шлифовального круга
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 26 4 В 24 Р 180 ГОСУД ПО ДЕ БРЕТЕНИ ПИСАНИ позволяет снизит ления. Для этого мешают сетчатый абразивную масс форму, которой до лебания в вертика и амплитуду А ко ТВЕННЫЙ КОМИТЕТ СССРМ ИЗОБРЕТЕНИЙ И ОТКРЫТИ ТОРСКОМУ С 8 ИДЕТЕЛЬСТ(71) Уральский филиал Всесоюзного научно-исследовательского института абразивови шлифования(54) СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ШЛИФОВАЛЪНОГО КРУГА(57) Изобретение относится к изготовлениюабразивного инструмента, в частности к изготовлению шлифовальных кругов, армированных расположенным между двумя слоями абразивной массы сетчатым диском, и трудоемкость их изготовна дно пресс-формы по- диск, а затем укладывают у во вращающуюся прессполнительно сообщают кольной плоскости. Частоту ебаний пресс-формы выбирают из соотношений 4:Т, д:Ь; Ь,:2 (А(Ь, где Т - период вращения прессформы; Ь - высота шлифовального круга; Ь, - толщина армирующего диска; д - ускорение свободного падения. Сетчатый диск, помегценный на дно пресс-формы, при укладке массы под действием вертикальной вибрации пресс-формы перемещается вверх и занимает положение между слоями абразивной массы. 3 табл,цие о)ситец к Гехцологии из нг брчзцв,ого и,струмента, в части .: ;1, и)с) ц.1 ифовальных кругов,,цс .п 1,);:цспс), ожепным между двл мя .н ячи;.бра иц н)й массы сетчатым дис сслью изобретения является снижение гр 1 доемкости изготовления круга путем исклниш ця засьшки нижнего слоя абразивн)й массыСцосог) изготовления армирован)юго илифоваль;огх) круга включает укладку массы ьн) вращаемую пресс-форму и укладку диска, )ричем диск укладывают на дно прссс-срс)рлы, а цри последующей укладке массы прссс-форме сооопак)т дополнительные колебания в вертикальцой и; оскос) и.астоту л и амплитуду А колебаний выоирцют из соотцоцеццйг,с Т период врацения пресс-формы,высота шлифовальцого кр) га;1, толщина армирук)иего диска;- ускорение свободного падения.При изготовлс)ци и ц 1 ифовальцых круо предлагаемым с)н)собом сетчатый диск, помсцеццый ца дцо пресс-формы, при укладке абразивной массы во вращаемую прессформу, которая дополнительно имеет вертикальные колебания, под действием вибрации начинает перемепсаться вверх относительно абразивной массы (всплывсть), а частицы абразивной массы, проникая через ячейки сетчатого диска, образуют слой под диском.г -Прп частоте л ос)лее- церемещеЛцие стеклосе ки цс происходит, так как вслед.свие инерции пресс-формы колебания ца цееце передаются.При частоте л лецее, перемещениеТстеклосетки также не происходит, так как абразивная масса стеклосетки совершает колеоация одновременно вместе с пресс- формой осз ".: с и;ения относи гельно друг друга.При э:ом, ес,)и,лили)уда А колебацй менее - , с"склосстк, окцзьвается сменец 1 юй к цижц му кра 10 крл га и Высупает на поверхность, г.е. це цалн)дится внутри абразивной массы. Если амплитуда А колебаний превышает 1) то вследствие больши.с перемещений засыпаемая в пресс-форму масса начинает перемещаться в горизонтальном направлении, что приводит к возникновению неуравновешенной массы круга, и может привести к разноц,)отности круга. При,ер. Ььли изготовлены о-,и-: круги диаметром 20 и 230 мм с осиим армируюсцим диском, расположенным между слоями абразивной массы.На дно пресс-формы укладывали армирующий диск из стеклосетки. Затем через воронку конусообразной крышки производили укладку абразивной массы (полную порцию на один круг). При укладке массы пресс-форме сообщали вращательное движение и дополнительно колебания в вертикальцой плоскости.11 ри этом параметры колебаний (час.тоту м и амплитуду А 1 выбирали равными5 оптимальным, максимальным, минимальными выходяцсим за указанные предель величицам. При осуц,ествлении способа замеряли трудоеъ)кость изготовления каждого крл га.Вотовых кругах определяли располокение армируюпсего диска и соответствие требованиям по дисбалансу.Параллельно изготовляли отрезные кругидиаметром 120 и 230 мм по известному способу. Во врагцаемую пресс-форму укладывали половину дозы, необходимой на один круг; затем прекращали вращение прессформы, укладывали на слой массы армирующий диск, после чего включали вра.цение пресс-формы, и производили укладку второй половицы дозы абразивной мас: Ь 1.В табл.приведены исходные данныедля осуществления способа.В табл. 2 приведены результаты осуществления предлагаемого способа и прототипа для круга диаметром 120 мм, а в табл. 3для кругов диаметром 230 мм.Как видно из табл. 2 и 3, в отрезныхкругах, изготовленных предлагаемым спосооом (примеры 15 для кругов диаметром 20 мм и примеры 11- 13 для кругов диа,етром 230 мм), армирующий диск из стеклосетки расположен внутри круга между слоями абразивной массы.При значениях частоты и амплитуды колебаний пресс-формы, выходящих за указанные пределы, армирующий диск оказывается расположенным на торце диска (примеры 6, 7, 14, 15) или не соответствует требованиям дисбаланса.Трудоемкость изготовления отрезных кругов предлагаемым способом меньше трудо с;0 емкости по известному для кругов диаметром 120 мм в 2 раза, для кругов диаметром 230 мм з 1,75 раза.Фор,иуда изобретенияСпособ изготовления армированного шлифовального круга, при котором в прессформу засыпают абразивную массу, разме.1426769 Та бди а 4/Т, 1/с Бысота Толщина Период Диаметркруга,вращенияпрессформы(у), 1/с Ам плит уда(А), мм кость изготовлеьия 1 круга,нормо-час Ст/сетка внутрикруга 45,35 0,03 1,175 20 0,35 0,03 20 0,03 2,00 70,7 2,00 0,03 0,351,175 70,7 0,03 Ст/сетка на поверхности круга 18 0,03 80 1,175 0,03 45,35 45,35 0,3 0,03 3,0 0,03 Круг не соответствует треоованиям по дисбаланс 10По прототипу 0 0 щают в ней сетчатый диск и сообщают ей вращение, отличающийся тем, что, с целью снижения трудоемкости изготовления круга, сетчатый диск размещают на дне прессформы и после засыпки абразивной массы пресс-форме сообщают дополнительные колебания в вертикальной плоскости, причем частоту у и амплитуду А колебаний пресс-формы выбирают из условия ф Г- (В=. - А=-12где Т - период вращения прссс.формы;Ь; - высота шлифовального круга;Ь, - толщина армируюшего диска;р -- ускорение свободного падения. Т а б л и д а 2т Трудоем- г 11 римечание 0,06 Ст/сетка внутри круга(А), мм Ст/сетка внутрикруга 0,04 35,5 0,04 3,0 13,3 12 0,04 0,5 57,7 Ст/сетка на поверхности круга 0,04 3,2 14 10,0 0 04 бО,О 0,4 0,07 Ст/сетка внутри круга0 Составпгс,п Т. НиконороваРедактор М. Б шл рп скреп 1. Бсрес Корректор Э. ЛончаковаЗа к аз 481115 Тираж 78 Поди исноеВНИИПИ Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж - 35, Раущская наб., д. 4/5Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 1 бПо прототипу 0 Трудоем- Примечаниекостьизготовленин круга,нормо-час
СмотретьЗаявка
4212895, 19.03.1987
УРАЛЬСКИЙ ФИЛИАЛ ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА АБРАЗИВОВ И ШЛИФОВАНИЯ
КУРНОСОВ АРКАДИЙ ПЕТРОВИЧ, ШАБЛЕЙ ЛАРИСА ВАСИЛЬЕВНА, ДУРКИН ВИЛОР ЛАЗАРЕВИЧ
МПК / Метки
МПК: B24D 18/00
Метки: армированного, круга, шлифовального
Опубликовано: 30.09.1988
Код ссылки
<a href="https://patents.su/4-1426769-sposob-izgotovleniya-armirovannogo-shlifovalnogo-kruga.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления армированного шлифовального круга</a>
Устройство для наполнения пресс-форм абразивной массой при изготовлении шлифовальных кругов

Номер патента: 120433
Опубликовано: 01.01.1959
Авторы: Киселев, Клешняков, Фальковский
МПК: B28B 13/02, B30B 15/30
Метки: абразивной, изготовлении, кругов, массой, наполнения, пресс-форм, шлифовальных
...разрезе; па фиг. 2 - то жс, в ином варианте.Устройство выполпецо в виде буцкера 1 формы усеченного конуса, в полости которого имеется переставцая по вертикали коцусцая насадка о, обращенная основанием конуса книзу. Эта насадка может вставлять. ся в полость бункера как сцизу (фиг. 1), так и сверху его (фиг. 2). В сопряжеции со стенками бункера цасадка образует кольцевую полость, и которую известными методами и средствами загружается и равцомерцо распределяется требуемая цавеска абразивной массы о. При образовации в цижцей части бункера зазора (кольцевого отверстия), перекрываМ 120433 емого телом той же насадки, масса высыпается в пресс-форму 4, сохраняя равномерное распределение по окружности.Для достижения равномерного распределения...
Устройство для смешения и заполнения пресс-формы абразивной массой

Номер патента: 1759618
Опубликовано: 07.09.1992
Авторы: Акатьев, Лопацинский, Онегин, Перфильев, Свердлов
МПК: B24D 17/00
Метки: абразивной, заполнения, массой, пресс-формы, смешения
...массу,Перемещаясь по криволинейному пазу под действием крутильных колебаний, вся масса равномерным слоем распределяется по его дну. При выполнении паза в форме дуги окружности обеспечивается равномерность подачи компонентов шихты в прессформу даже при условии, что в бункер (1, 2) подается одна предварительно отвешенная порция шихты, при этом при снижении уровня шихты в питателях равномерность не нарушается,Благодаря жесткой связи с распределительным диском питателя 2, который подает алмазы, т,е. часть шихты, имеющую значительно меньшую массу, существенно уменьшается утоненный хвост 20, который обычно образуется при других условиях на дне паза при выходе остатков алмазного порошка (фиг.4). Этодает возможность сохранить равномерность...
Устройство волынина для укладки абразивной массы в форму “дум-в-мм

Номер патента: 614953
Опубликовано: 15.07.1978
Автор: Волынин
МПК: B28B 13/02
Метки: абразивной, волынина, дум-в-мм, массы, укладки, форму
...лопасти 6.У пнтзтеля 1 внутрн корпуса установленаперфорированная рубашка 7 для аэрацннмассы, Форма установлена на тележке н может опускаться н подниматься от гидропрн.вода 8.,инделе 2 закреплен конус 9, к торго прикреплены серповидные ножи рпусепнтателя нмеется дно 11 с ым разгрузочным отверстнем,611 ЩЗ Формула изобретения 4 Ъе. ФРедактор Г.МозжечковЗаказ 38201 Составитель Л. МалТекред О. Лутоваигараж 683)кина Корректор Д. Мельннченко Иочпнсное ПИ Государственного коннтета Совета Мнннстроа СССР но делам нзобретен нй н от кр ьанй П 3035, Москва, Ж 35, Раунгская наб, д. 45 янал 1 Н 1 П кПатента, г. Ужгород, уа.проектная, 4Устройство работает следующим образом, Отвещенная для изготовления одного круга масса высыпается в питатель 1. Форма от...
Устройство для укладки абразивной массы в форму

Номер патента: 333059
Опубликовано: 01.01.1972
Автор: Волынин
МПК: B28B 13/02
Метки: абразивной, массы, укладки, форму
...4 так, что между нижним обрезом бункера и диском образован зазор.Воронка 5 смонтирована на шпинделе 6, Фигурный нож 7 одним концом закреплен на во ронке 5, а другой его конец свободно лежит надиске с зазором, обеспечивающим ему возможность вращения вместе с воронкой. Внизу воронки 5 установлены лемех 8 и лопасть 9. Под воронкой соосно с ней установлена форма 10 10 Перемещение формы по вертикали осуществляется от гидропривода 11.Устройство работает следующим образом.Отвешенная для изготовления одного кругамасса высыпается в бункер 1. Форма гидро приводом поднимается вверх, не доходя до лопасти на 10 мм, и гидропривод переключается на обратный ход. При опускании формы включается привод 2, передающий вращение через шпиндель на воронку и...
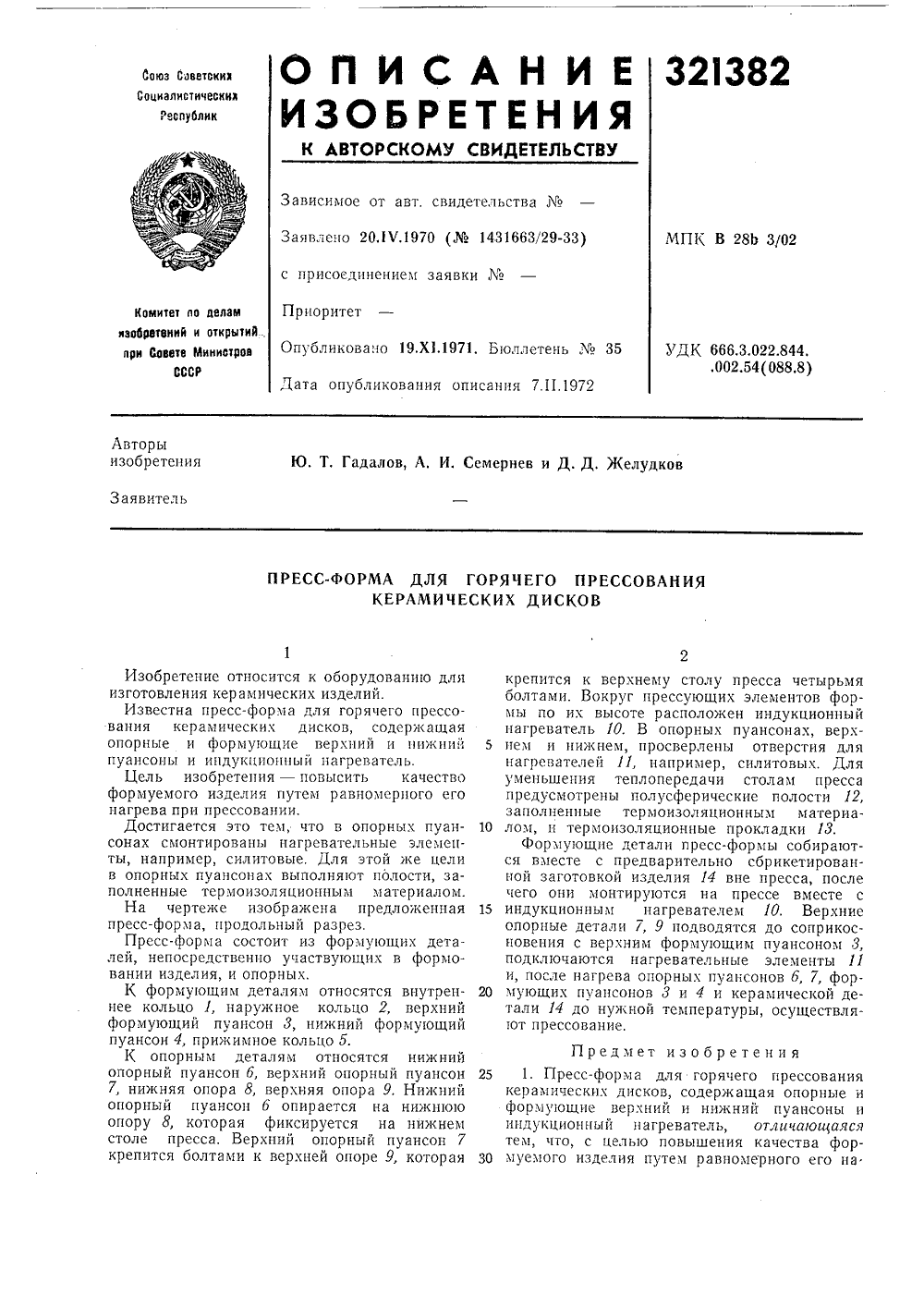
Пресс-форма для горячего прессования керамических дисков
Номер патента: 321382
Опубликовано: 01.01.1971
Авторы: Гадалов, Желудков, Семернев
МПК: B28B 3/02
Метки: горячего, дисков, керамических, пресс-форма, прессования
...опорным деталям относятся нижнийопорный пуансон 6, верхний опорный пуансон7, нижняя опора 8, верхняя опора 9. Нижнийопорный пуансон 6 опирается на нижнююопору 8, которая фиксируется на нижнемстоле пресса. Верхний опорный пуансон 7крепится болтами к верхней опоре 9, которая крепится к верхнему столу пресса четырьмя болтами. Вокруг прессующих элементов формы по их высоте расположен индукционный нагреватель 10. В опорных пуансонах, верх пем и нижнем, просверлены отверстия длянагревателей 11, например, силитовых, Для уменьшения теплопередачи столам пресса предусмотрены полусферические полости 12, заполненные термоизоляционным материа лом, и термоизоляционные прокладки 13,Формующне детали пресс-формы собираются вместе с предварительно...
Предыдущий патент: Абразивный инструмент
Следующий патент: Многошпиндельный гайковерт
Случайный патент: Антиэлектростатическая композиция