Способ управления процессом сгущения пульпы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
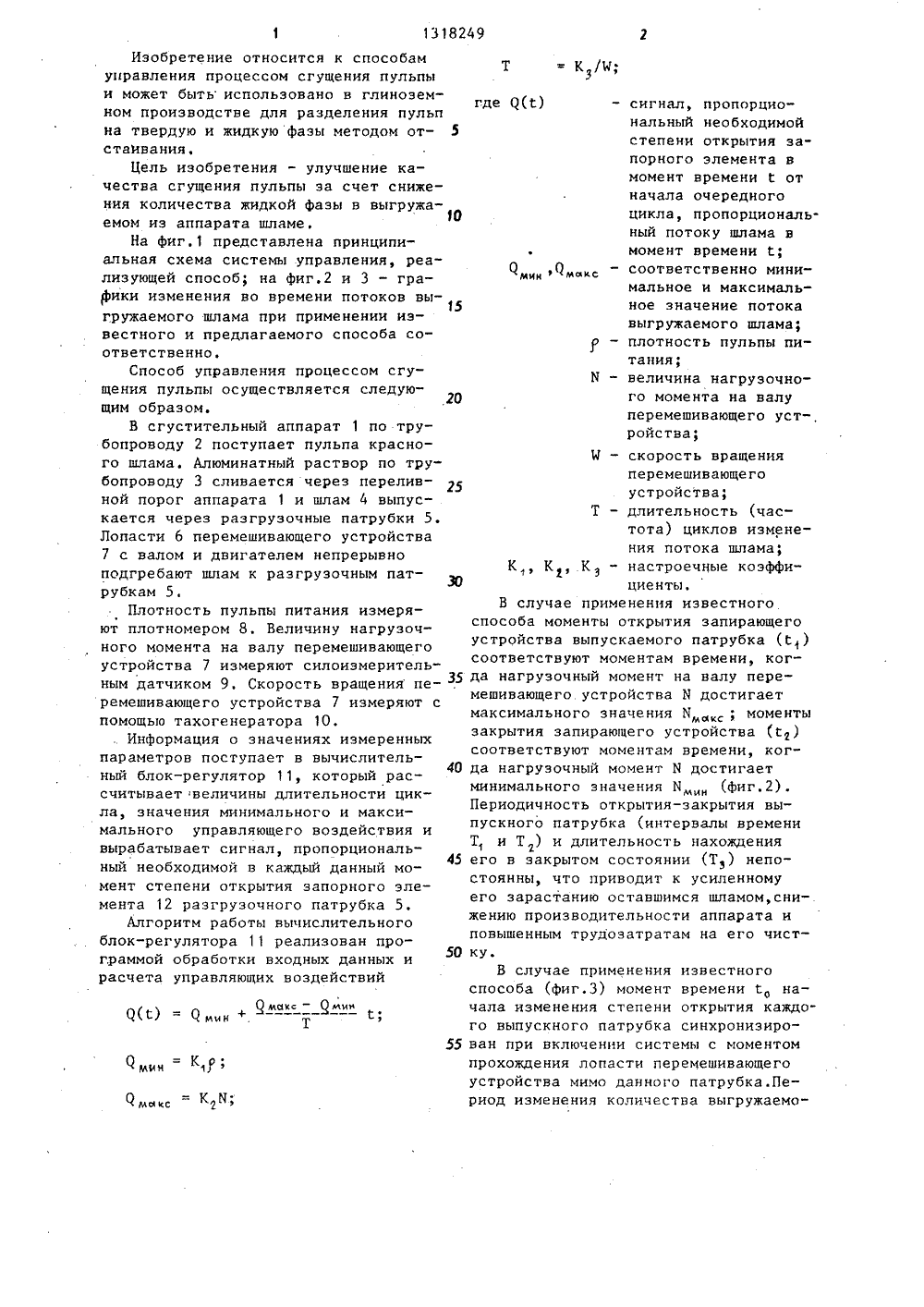
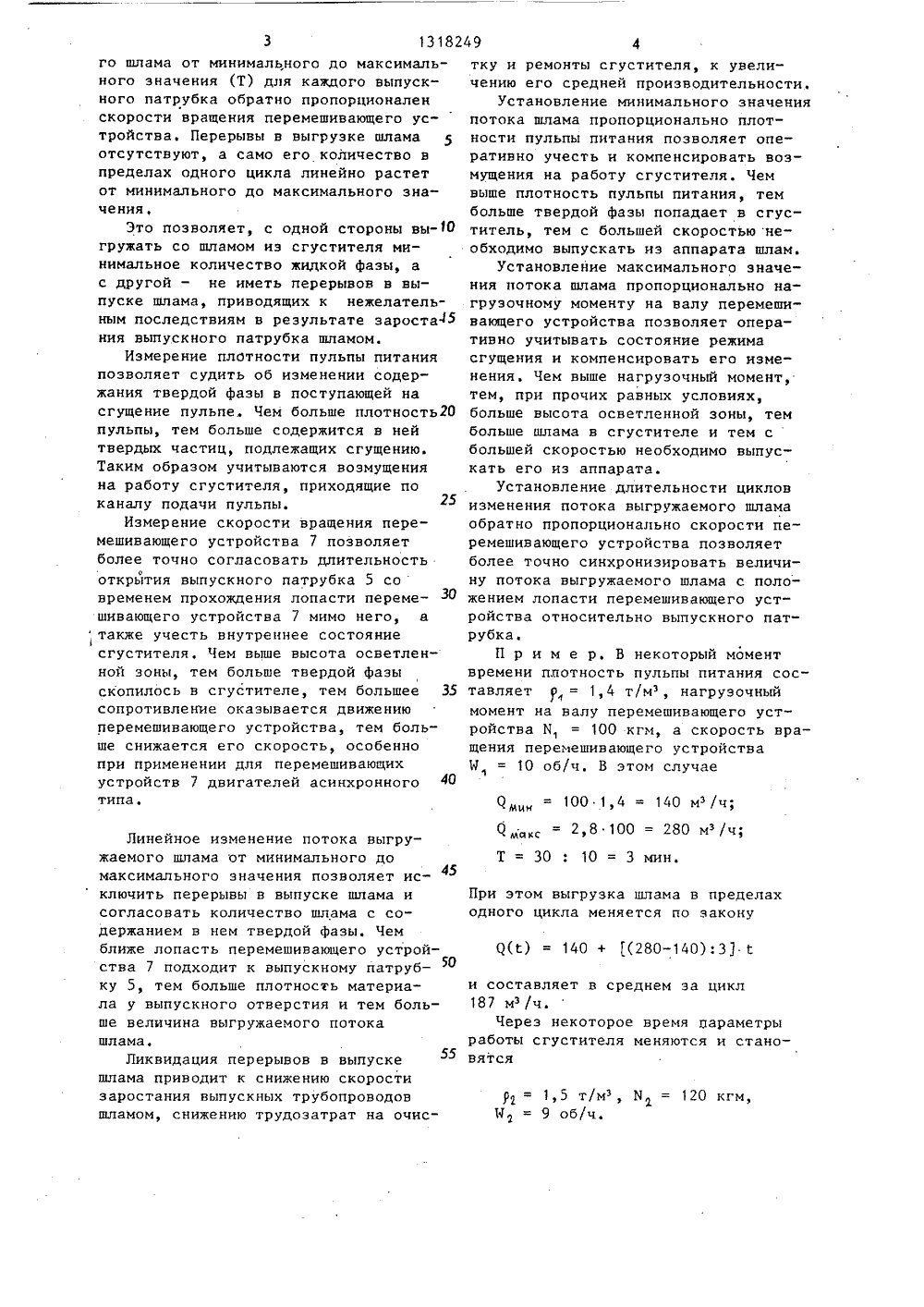
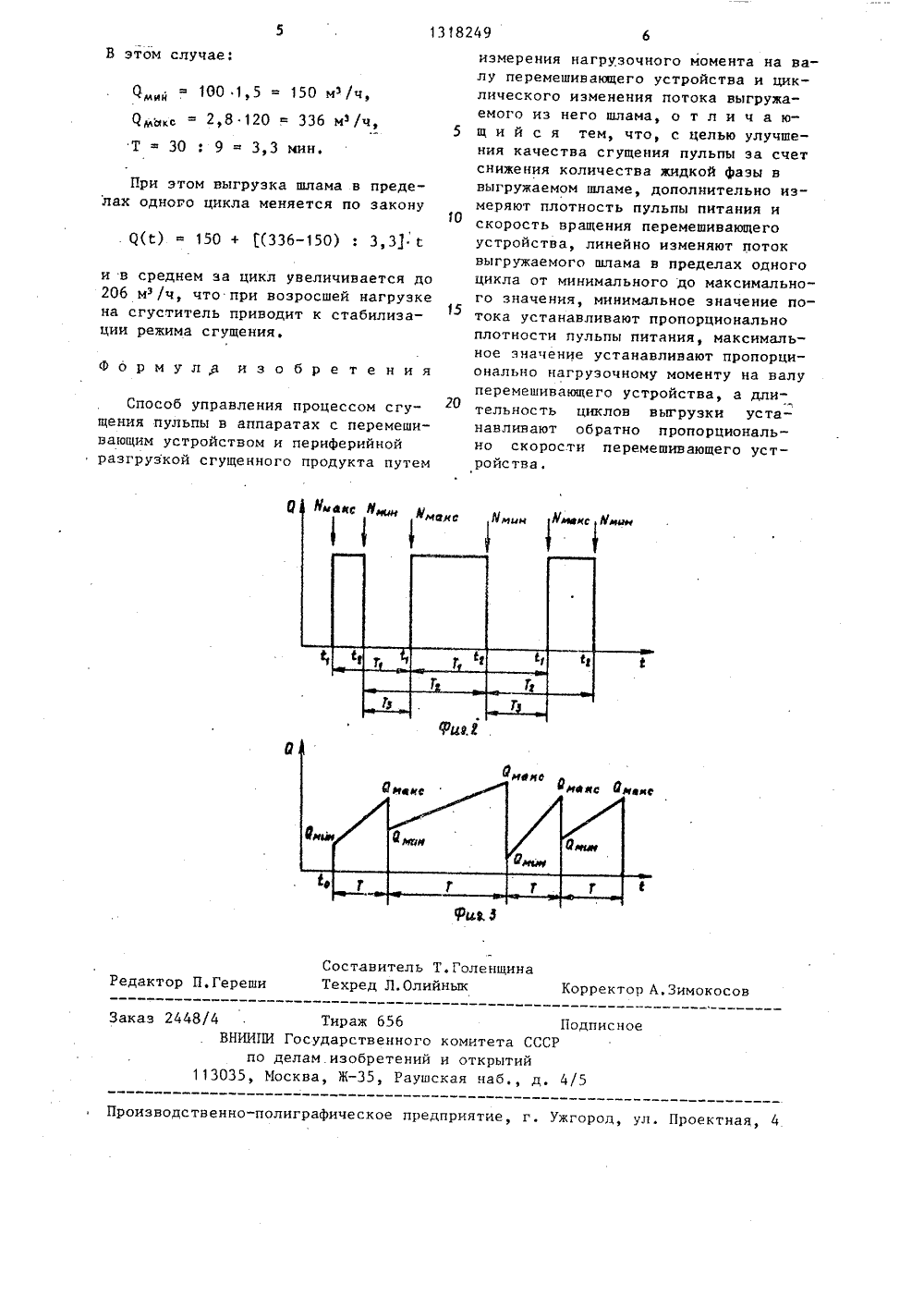
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИН 19) (1) 4 ОПИСАНИЕ ИЗОБРЕТЕНИ А ВТОРСКОМУ СВИДЕТЕЛЬСТВУ иг. ГОСУДАРСТВЕННЫЙ КОМИТЕТ ССС ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫ(71) Всесоюзный научно-исследовательский и проектный институт алюминиевой,магниевой и электродной промышленностии Николаевский глиноземный заводим. ХХЧ 1 съезда КПСС(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СГУЩЕНИЯ ПУЛЬПЫ(57) Изобретение относится к способамуправления процессом сгущения пульпы,(5) 4 В 01 Р 21/06 С 05 И 27/ может быть использовано в глиноземном производстве и позволяет повысиФь качество процесса сгущения пульпы за счет уменьшения количества жидкой фазы, выпускаемой со шламом. Поток выпускаемого шлама циклически изменяют, длительность цикла зависит от скорости движения перемешивающего устройства. Изменение потока в пределах одного цикла линейное, от минимального до максимального значения.Предельные значения потока зависят от плотности пульпы питания и нагрузочного момента на валу перемешивающего устройства. Способ реализуется системой автоматического регулирования, включающей контур регулирования расхода выгружаемой пульпы, датчик 8 плотности, датчик 9 величины нагрузочного момента, датчик 10 скорости вращения перемешивающего устройства 7, связанные с регулятором 11, воздействующим на исполнительный механизм 12.3 илИзобретение относится к способамуправления процессом сгущения пульпыи может быть использовано в глиноземном производстве для разделения пульпна твердую и жидкую фазы методом отстаивания,Цель изобретения - улучшение качества сгущения пульпы за счет снижения количества жидкой фазы в выгружаемом из аппарата шламе,На фиг,1 представлена принципиальная схема системы управления, реализующей способ; на фиг.2 и 3 - графики изменения во времени потоков выгружаемого шлама при применении известного и предлагаемого способа соответственно,Способ управления процессом сгущения пульпы осуществляется следующим образом,В сгустительный аппарат 1 по трубопроводу 2 поступает пульпа красного шлама. Алюминатный раствор по трубопроводу 3 сливается через переливной порог аппарата 1 и шлам 4 выпускается через разгрузочные патрубки 5.Лопасти 6 перемешивающего устройства7 с валом и двигателем непрерывноподгребают шлам к разгрузочным патрубкам 5.Плотность пульпы питания измеряют плотномером 8. Величину нагрузочного момента на валу перемешивающегоустройства 7 измеряют силоизмерительным датчиком 9. Скорость вращения перемешивающего устройства 7 измеряют спомощью тахогенератора 10,Информация о значениях измеренныхпараметров поступает в вычислитель 40ный блок-регулятор 11, который рассчитывает величины длительности цикла, значения минимального и максимального управляющего воздействия ивырабатывает сигнал, пропорциональ 45ный необходимой в каждый данный момент степени открытия запорного элемента 12 разгрузочного патрубка 5,Алгоритм работы вычислительногоблок-регулятора 11 реализован программой обработки входных данных и50расчета управляющих воздействий( мин0 МсюКС 2 Т К /И 9 ф г.де 0(е.)- сигнал, пропорциональный необходимойстепени открытия запорного элемента вмомент времени 1 отначала очередногоцикла, пропорциональный потоку шлама вмомент времени макс соответственно минимальное и максимальное значение потокавыгружаемого шлама;р - плотность пульпы питания;И - величина нагрузочного момента на валуперемешивающего уст-,ройства;И - скорость вращенияперемешивающегоустройства;Т - длительность (частота) циклов изменения потока шлама;К, К, Кз - настроечные коэффициенты.В случае применения известного способа моменты открытия запирающего устройства выпускаемого патрубка (С) соответствуют моментам времени, когда нагрузочный момент на валу перемешивающего устройства М достигает максимального значения Им ; моменты закрытия запирающего устройства (1) соответствуют моментам времени, когда нагрузочный момент И достигает минимального значения И(фиг,2). Периодичность открытия-закрытия выпускного патрубка (интервалы времени Т, и Т ) и длительность нахождения его в закрытом состоянии (Тэ) непостоянны, что приводит к усиленному его зарастанию оставшимся шпамом,снижению производительности аппарата и повышенным трудозатратам на его чистКуеВ случае применения известного способа (фиг.3) момент времени о начала изменения степени открытия каждого выпускного патрубка синхрониэирован при включении системы с моментом прохождения лопасти перемещивающего устройства мимо данного патрубка.Период изменения количества выгружаемо1318249 го шлама от минимального до максимального значения (Т) для каждого выпускного патрубка обратно пропорционален скорости вращения перемешивающего устройства. Перерывы в выгрузке шлама отсутствуют, а само его количество в пределах одного цикла линейно растет от минимального до максимального значения,Это позволяет, с одной стороны выгружать со шламом иэ сгустителя минимальное количество жидкой фазы, а с другой - не иметь перерывов в выпуске шлама, приводящих к нежелательным последствиям в результате зароста"5 ния выпускного патрубка шламом.Измерение плотности пульпы питания позволяет судить об изменении содержания твердой фазы в поступающей на сгущение пульпе. Чем больше плотность 20 пульпы, тем больше содержится в ней твердых частиц, подлежащих сгущению. Таким образом учитываются возмущения на работу сгустителя, приходящие по каналу подачи пульпы.Измерение скорости вращения перемешивающего устройства 7 позволяет более точно согласовать длительность открытия выпускного патрубка 5 современем прохождения лопасти перемешивающего устройства 7 мимо него, атакже учесть внутреннее состояние сгустителя, Чем выше высота осветленной зоны, тем больше твердой фазы скопилось в сгустителе, тем большее 35 сопротивление оказывается движению перемешивающего устройства, тем больше снижается его скорость, особенно при применении для перемешивающих устройств 7 двигателей асинхронного 40 типа. Линейное изменение потока выгружаемого шлама от минимального до максимального значения позволяет исключить перерывы в выпуске шлама и согласовать количество шлама с содержанием в нем твердой фазы. Чем ближе лопасть перемешивающего устройства 7 подходит к выпускному патрубку 5, тем больше плотность материала у выпускного отверстия и тем больше величина выгружаемого потока шлама,Ликвидация перерывов в выпуске шлама приводит к снижению скорости заростания выпускных трубопроводов шламом, снижению трудозатрат на очистку и ремонты сгустителя, к увеличению его средней производительности,Установление минимального значения потока шлама пропорционально плотности пульпы питания позволяет оперативно учесть и компенсировать возмущения на работу сгустителя. Чем выше плотность пульпы питания, тем больше твердой фазы попадает в сгуститель, тем с большей скоростью необходимо выпускать из аппарата шлам.Установление максимального эначения потока шлама пропорционально нагруэочному моменту на валу перемешивающего устройства позволяет оперативно учитывать состояние режима сгущения и компенсировать его изменения. Чем выше нагрузочный момент, тем, при прочих равных условиях, больше высота осветленной зоны, тем больше шлама в сгустителе и тем с большей скоростью необходимо выпускать его иэ аппарата.Установление длительности циклов изменения потока выгружаемого шлама обратно пропорционально скорости перемешивающего устройства позволяет более точно синхронизировать величину потока выгружаемого шлама с положением лопасти перемешивающего устройства относительно выпускного патрубка.П р и м е р. В некоторый момент времени плотность пульпы питания составляет= 1,4 т/м, нагрузочный момент на валу перемешивающего устройства И = 100 кгм, а скорость вращения перемешивающего устройства И = 10 об/ч. В этом случае Ям= 100 1,4 = 140 м/ч;макс = 2 8100 = 280 м /ч Т=30: 10=Змии. При этом выгрузка шлама в пределаходного цикла меняется по закону С 3(с) = 140 + (280-140):3 1 е и составляет в среднем за цикл 187 м /ч.Через некоторое время параметры работы сгустителя меняются и стано- вятся 1,5 т/м, 1 Я = 120 кгм,И = 9 об/ч./4 ТираВНИИПИ Государспо делам.изо 113035, Иосква, ЖПодписно омитета СССР енног етении Рауш открытии ая наб., д, оизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,При этом выгрузка шлама в пределах одного цикла меняется по закону и в среднем за цикл увеличивается до206 м /ч, что при возросшей нагрузкена сгуститель приводит к стабилизации режима сгущения. Ф о р м у л а и з о б р е т е н и я Способ управления процессом сгущения пульпы в аппаратах с перемешивающим устройством и периферийной разгрузкой сгущенного продукта путем измерения нагруэочного момента на валу перемешивающего устройства и циклического изменения потока выгружаемого из него шлама, о т л и ч а ю щ и й с я тем, что, с целью улучшения качества сгущения пульпы эа счет снижения количества жидкой фазы в выгружаемом шламе, дополнительно измеряют плотность пульпы питания и скорость вращения перемешивающего устройства, линейно изменяют поток выгружаемого шлама в пределах одного цикла от минимального до максимального значения, минимальное значение потока устанавливают пропорционально плотности пульпы питания, максимальное значение устанавливают пропорционально нагрузочному моменту на валу перемешивающего устройства, а длительность циклов выгрузки устанавливают обратно пропорционально скорости перемешивающего устройства.
СмотретьЗаявка
3979832, 25.11.1985
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ АЛЮМИНИЕВОЙ, МАГНИЕВОЙ И ЭЛЕКТРОДНОЙ ПРОМЫШЛЕННОСТИ, НИКОЛАЕВСКИЙ ГЛИНОЗЕМНЫЙ ЗАВОД ИМ. ХХУ1 СЪЕЗДА КПСС
ЛОКШИН РОБЕРТ ГИРШЕВИЧ, СЕМЕРОВ АЛЕКСАНДР АЛЕКСЕЕВИЧ, БАТАЛИН БОРИС ОРЕСТОВИЧ, ЧЕРНОВ ЕВГЕНИЙ АЛЕКСЕЕВИЧ, САМОЙЛИН АЛЕКСЕЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: B01D 21/06, G05D 27/00
Метки: процессом, пульпы, сгущения
Опубликовано: 23.06.1987
Код ссылки
<a href="https://patents.su/4-1318249-sposob-upravleniya-processom-sgushheniya-pulpy.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом сгущения пульпы</a>
Устройство для деаэрации и сгущения пульпы

Номер патента: 318259
Опубликовано: 30.05.1979
Авторы: Воронов, Древаль, Ильченко, Рехтман, Ямщиков
МПК: B06B 1/14
Метки: деаэрации, пульпы, сгущения
...продукта, обладают низкой эффективностью деаэрации,что приводит к снижению производительности насосов для перекачки пульпы. 10Цель изобретения - повышение интенсификации зтроцесса,Для этого устройство снабжено звуковымгидропневматическим вибратором, рабочаяцилиндрическая мембрана которого закреплена соосно гидроциклону на его нижнемосновании, выполненном с тангенциальнымпатрубком слива сгущенного,продукта. На чертеже изо р жено предлагаемое устройство.Устройство содержит тангенциальный патрубок 1 для ввода пульпы, гидроциклон 2, рабочую цилиндрическую мембрану 3, гидропневматический вибратор 4, компрессор 5, патрубок 6, тангенциальный патрубок 7: для отвода сгущенного продукта, патрубок 8 для слива легкого продукта.Устройство работает...
Устройство автоматического управления выгрузкой сгущенного продукта из сгустителя

Номер патента: 1678416
Опубликовано: 23.09.1991
Авторы: Евстигнеев, Кравченко, Шкловский, Шульгин
МПК: B01D 21/24, G05D 27/00
Метки: выгрузкой, продукта, сгустителя, сгущенного
...регулиру ащий орган 4 и осуществляется выгрузка сгущенного продукта иэ сгустителя. При снижении плотности сгущенного продукта ниже заданного значения управляющий сигнал на выходе регулирующего блока 2 10 снимается, исполнительный механизм 3 закрывает регулирующий орган 4, а таймер 7 начинает новый цикл отсчета времени.Если эа заданный таймером 7 промежуток времени плотность сгущенного продук та не достигнет заданной величины, таймер 7 выдает сигнал на включение реле времени 8 программного блока 6, На выходе программного блока 6 появляется короткий управляющий сигнал, длительность которого 20 определяется настройкой реле времени 8. С выхода программного блока 6 управляющий сигнал подается через второй вход логической схемы ИЛИ 5...
Устройство для измерения расхода фильтрационных потоков жидкости на дне водоемов

Номер патента: 647533
Опубликовано: 15.02.1979
Авторы: Исмаилов, Кавтанюк, Хамраев, Ходжибаев
МПК: G01F 1/05
Метки: водоемов, дне, жидкости, потоков, расхода, фильтрационных
...внутреннего цилиндра и секций,можно считать за результаты неоднократных замеров на площади, ограниченной внешним цилиндром. При наличии расхожденийв показаниях датциков за окончательныйрезультат замера принимают среднее значение нескольких наиболее близких показаний датчиков, Это повышает достоверность 1измерений.НалИчие, наряду с внутренним цилиндром, нескольких секций с заданнымсоотношением плошадей позволяет производить калибровку регистрирующего прибора за одинзамер. Калибровочную кривую, т. е, зависимость показаний прибора от величины расхода жидкости на дне водоема, строят наоснове разности показаний датчиков разных секций,На фиг. 1 изображено йредлагаемое уст-25ройство, разрез, на фиг. 2 - разрез А - Ана фиг....
Устройство для контроля жидкости в потоке на наличие механических частиц

Номер патента: 1157419
Опубликовано: 23.05.1985
Авторы: Викторов, Денежкин, Евстратов, Орлов, Филипин
МПК: G01N 15/00, G01N 21/85
Метки: жидкости, механических, наличие, потоке, частиц
...контроли 1руемого потока,Процесс контроля предусматривает обнаружение частиц размером порядка 5 мкм и выше (с учетом величинымаксимально допустимых для инъекционных растворов размеров частиц).На практике установлено, что величиназагрязненности растворов (количествочастиц в единице объема) колеблетсяв широких пределах (в одном литрераствора в пределах 1 О -10 частиц),а ьНижний предел диапазона указывает напригодность раствора к использованиюв .медицинских целях. Применение впредлагаемом устройстве фотоприемни- фка, например фотоэлектронного умножителя, обладающего интегральнымсвойством преобразования лучистойэнергии, требует наличия в зонеконтроля одной частицы(для превильной регистрации величины и количества посторонних механических...
Устройство для измерения влажности в потоках сыпучих материалов

Номер патента: 1381378
Опубликовано: 15.03.1988
Авторы: Галушкин, Егин, Казанцев, Кричевский, Матисен, Щеклеин
МПК: G01N 22/04
Метки: влажности, потоках, сыпучих
...материалов работает следуюгц 5 м образом.Дачик 3 Влажности скользит по контрслируемому материалу 2.: го реактивная40проводимость, з следовательно, электрическая емко:ть изменцотся от влажности контролируемоО материала 2, находящегося В.высокочастотном поле. Таким обгазом, вконтур первого автогенератора 5 вноситсярассгройка и с его Выхода снимается сигнал частотой С выхода второго автогенераора 6 снимается сигнал постоянной частоТЫ С. Ооа СИГЦала ПОСТУПЗЮТ На СМЕСИТЕЛЬ 7,с выхода которого снимается сигнал разностцой частоты . Величина Ь 1 являетсямерой влажности контролируемого материала 2. После этого В усилителе 8 сигнал частотсйуси,:ваеГГ 5 зле ОтфГПьтосВываются высокчастогцье помехи в преобразователе О происходит...
Предыдущий патент: Способ гашения водосодержащих пен
Следующий патент: Переносной фильтр для очистки питьевой воды
Случайный патент: Инерционная луфта