Способ изготовления массивных биметаллических изделий наплавкой
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1235647
Авторы: Галактионов, Козоровицкая, Кононенко, Кудинов, Нетеса, Сивков, Сухман, Шишкин, Яковлев




Текст
(511 4 В 22 Р 19/О ОПИСАНИЕ ИЗОБРЕТЕНИ ельство СССР9/08, 195. ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЦТИЙ(71) Научно-исследовательский институт тяжелого машиностроения Производственного объединения "Уралмаш"(54)(57) СПОСОБ ИЗГОТОВЛЕНИЯ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ НАПГАВКОЙ преимущественно на основе системы "сталь+бронза", включающий установку на твердую стальную заготовкуформы-контейнера, размещение в нейнаплавляемой бронзы, предварительныйнагрев и герметизацию, о т л и ч аю щ и й с я тем, что, с целью снижения затрат на форму-контейнер инаплавляемый материал при одновременном получении качественного. биметаллического изделия, герметизацию производят в интервале температур оттемпературы солидуса наплавляемойбронзы до температуры смачивания этойбронзой стальной заготовки иэделия.Изобретение относится к машиностроению, в частности к получению биметаллических деталей с ацтифрикцион - ными свойствами.Цель изобретения - снижение затрат на форму-контейцер и цдцлацляемый ма - териал при одновременном получении качественного биметаллического иэделия .Экономически выгодно и технически целесообразно основу крупногабаритных пар трения получать иэ сравнительно прочной конструкциоцной стали, а необходимые антифрикционные свойства - наплавкой на рабочие поверхности слоя бронзы.На чертеже схематически изображено устройство для реализации предлагаемого способа получения, например, биметаллической шестерни.На стальную заготовку 1 устанавливают дополнительную форму-контейнер 2 с зазором А, равным заданной толщине наплавляемого ацтифрикционного слоя. Цветной сплав 3 (бронзу) помещают в контейнер 4, соединяя его в общую наплавочную полость с зазором, например, посредством металло- провода 5. Необходимым требованием является герметичное соединение Формы-контейнера с детальн) и контейнера с наплавочной полостью, В условиях, когда наплавляемая деталь, форма в контейнер, контейнер и металлопроводы изготавливаются из сталей 3, 20, 35, герметизации обычно достигают наложением плотных сварных швов электродами (типа Э 50) . В крышке контейнера сверлят отвер - стие и приваривают гаэоотводящую трубу 6 с запорным устройством 7 ца конце.Наплавка антифрикциоцного слон д стальную деталь с предварительным нагревом до температуры ниже температуры солидуса и герметиэацией при этой температуре сопровождается ростом избыточного давления в цаплавочной полости. Под его действием возможно разрушение контейнеров, увеличение зазора (толщины цаплавки) цд заполнение нзплавочцой полости.Согласно предлагаемому способу герметизируют наплавочную полость в интервале температур от температуры солидуса цветного сплава до тем - пературы смачивания цветным сплавом стальной основы.510 5 20 25 ЗО 50 55 Для систем "стдль+броцэа" которые це имект в своем составе дктивцого марганца, кицетика взаимодействия с газами сводится к активации поверхностей цдплавочцой пол си, что под - тверждается наличием смдчивдция и диффузионного соединения стали с бронзой, полученного согласно предлагаемому способ".1 еталлогрдфическими и рецтгецоспектральцыми ис лел, ца цнии установПредварительными исследованиямикинетики растекания бронзы БрОС 8-2по стали устаноглецо, что температура совершенного смачивания в системс достигается при нагреве до 1100 о1150 С. Эту температуру принимают в качестве наибольшей величинь 1 температуры герметизации цаплавочной полости, Ее же выбирают за предельную температуру нагрева из тех соображений, что более высокий нагрев не дает качественного изменения смачивация и растекания, экономически не опрагздац и ведет к интенсивному укрупцецин зерна стальных деталей, снижая их прочность. Перегрев также усиливает ликвидацию в бронзе и растворение железа, т,е. сцижецие ацтифрикпиоцных свойств наппавлеццого сплава. Поэтому, при решении задачи смачивания, дальнейшее повышение температуры нецелесообразно.Ог 1 ьтами установлено, что принятаятемпература цаплдвки 1150 (120 С) обесггечивает получение надежного соединения сталей 3, 20, 35, 5 и чОХ с гветцымц сплавами МНИц 20-20, БрОС 8- 2, БрОС 8-21 Бр(ЗФ-1, БрАМп 9-2, БрАЖИп 10-3-1,5 и др.Отсутствие всяких Флюсов при цаплдвке исключает засорение броцэ цеметаллическими включениями и снимаетжесткие требовдиия ио регулированиювремени взаимодействия твердой и жидкой фс зПри цдплавке предлагаемым способомдавление газов в нацлдвочцой полостице превышает атмосферного (с учетомпогрешности измерений), после герметизации давление сразу же начинаетпадать, частично уравновешивая гидростдтц-,еское давление столба жидкойбронзы и разгружая стенки цаплавочцойполости. Причиной снижения давленияв г ерметичной полости контейнера яв -лнетсн интенсивное цэдимодсйствиетвердых и жидких фаэ с гд овои средой.лена диффузия углерода из стали к зоне соединения с бронзой и обеэуглероженная прослойка на поверхности наплавочной полости, Вероятно, в присутствии меди углерод стали окисляет ся кислородом и в виде СО создает свое парциальное давление в полости нплоть до температуры наплавки. При охлаждении с этой температуры давление в напланочцой полости начинает Опонижаться за счет снижения количества газов, а также за счет перехода СО в СО Поэтому важно на этой стадии произвести герметизацию напланочной полости, чтобы избежать окисле ния, и создать некоторое обжатие кристаллиэующегося сплднд стенками ндплдвочной полости, Зксперментально ус - тановлено, что за счет герметизации качество бронзы приближается к спла вам вакуумной выплавки, н цих полностью отсутствуют газовые пузыри инеметаллические включения, поверхости получаются чистыми,В известцых способах активация 25 наплавляемых стальных поверхностейи защита от окисления при нагреве осуществляются флюсом, который плавится примерцо при 600 С и при дальнейшем нагреве сначала растекается по стали, а после рдсплдвлеция бронзы удаляется с цаплднляемой поверхности и всплывают через слой броцэы. Образующиеся продукты, несмотря ца их резкое отличие по плотности от ме 35 таллических сплавов, уддляктся це полностью и тем хуже, чем ближе температура нагрева к температуре солидуса. В присутствии бора и углерода н бронзе проявляются электрические сложные сплавы железо-бор-углерод- медь, которые при охлаждении коагулируют в округлые включения и, обладая твердостью около 600 НИ, сильно затрудняют последующую обработку и45 ухудшают ацтифрикциоццые свойства, На крупных деталях с массой в несколь ко тонн известные способы дают отрицательные результаты,Испытания способа проводятся при наплавке двух натурных образцов сферических подпятникон дробилок. Для сравнения изготавливаются дна опытных подпятцика н натуральную величину известным способом.Основу полпятциков изготавливаютлитьем из с гд. 35.1. Оца представляет собой расшряюпся конус с фланцем внизу. Бцутреццяя рабочая поверхность выполняетсяо форме сферы срадиусом 1000 мм,1 ополнительную форму изготанляютиз листа Ст.З, устанавливают на основу с зазором по сфере, равным 10 мм,и принаринают плотными сварными швами, Сверху над зазором помещают контейнеры со слитками бронзы 1 рОС 8-12и соединяют их металлопроводами сполостью зазора в общую цаплавочцуюполость тоже посредством плотных сварньх швов. Для контроля давление газов в наплавочной полости и ее последующей герметизации используетсягазоотводящая труба от верхней частиодного из контейнеров. На трубу устанавливается самопишущий мацовакууметр и трехходовой кран, сообщающийнапланочную полость с атмосферой илигерметизирующий ее.Прочность сварных швов и стенокнаплавочцой полости рассчитываетсяца избыточное давление газов от 6 атми гидростатическое давление столбажидкой бронзы высотой 600 мм.На случай возможных деформациймасса бронзы в контейнерах превышает необходимое для заполнения полос.ти зазора количество в два раза и,состднляет 672 кг.Нагрев (аплавка) осуществляетсяв термической печи общего назначенияс размеров рабочего пространства6 44 м,Нагрев ведут со скоростью 50-80 Си час с контролем температуры по контактным хромель-алюмелевым термопарам, Их устанавливают по дне штукина каждое иэделие. Регистрацию температуры производят с помощью самопишущего потенциометрд,На первой стадии нагрева цапланочндя полость через трубу соединена сатмосферой, и расширяющиеся в полостизазора и контейнера газы свободно выходят н окруждкнук среду. При отсутствии такого газообмеа, т,е, пригерметизации полости до нагрева,опытами установлено наличие избыточного давления в полости до 6 атм длясистемы "сталь+бронза НрОС Я - 12". Нагрев изделий при цаплднке антифрикицоцного слоя по предлагаемому способу ведут с герцетиэдцей одного иделия прц температуре солцпусд бронзы ВРОС 8 - 12, составляющей 940"С,1235647 а другого - при температуре смачивания, определяемой экспериментально. Составитель В. НиколаевТехред О.ГортвайКорректор И.Иуска Редактор О.Бугир Заказ 3043/10 Тираж 757 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Иосква, Ж, Раушская наб д . 4/5Подпис ное ч.Производственно-полиграфическое предприятие, г,ужгород, ул.Проектная, 4 Последующая обработка биметаллических иэделий показала, что соединение стали с бронзой носит выраженный диффузионный характер, пор и отслоений не обнаружено, Структура бронзы крупнозернистая. Прочность диффузионного соединения выше прочности бронзы; при испытаниях на разрыв образцов-свидетелей диаметром10 мм разрушение во всех случаях происходит по бронзе при показателяхпредела прочности, текучести, удлине.ния и сжатия, соответствующих показателям бронзы БрСО 8-12 в исходномпитом состоянии,
СмотретьЗаявка
3742044, 17.05.1984
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ТЯЖЕЛОГО МАШИНОСТРОЕНИЯ ПРОИЗВОДСТВЕННОГО ОБЪЕДИНЕНИЯ "УРАЛМАШ"
КУДИНОВ ВЛАДИМИР ДМИТРИЕВИЧ, КОЗОРОВИЦКАЯ ЛИЛИЯ РУДОЛЬФОВНА, ЯКОВЛЕВ ВИКТОР ВАСИЛЬЕВИЧ, СИВКОВ МИХАИЛ НИКОЛАЕВИЧ, КОНОНЕНКО ВЛАДИМИР ИВАНОВИЧ, СУХМАН АЛЕКСАНДР ЛАЗАРЕВИЧ, ГАЛАКТИОНОВ ВЛАДИМИР НИКОЛАЕВИЧ, ШИШКИН ГРИГОРИЙ ИВАНОВИЧ, НЕТЕСА ИВАН ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B22D 19/08
Метки: биметаллических, массивных, наплавкой
Опубликовано: 07.06.1986
Код ссылки
<a href="https://patents.su/4-1235647-sposob-izgotovleniya-massivnykh-bimetallicheskikh-izdelijj-naplavkojj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления массивных биметаллических изделий наплавкой</a>
Преобразователь температуры в давление

Номер патента: 922530
Опубликовано: 23.04.1982
Авторы: Алексахин, Кривоносов, Ромашева
МПК: G01K 5/28
Метки: давление, температуры
...1 О преобразователя, тем самым снижаета также выходное отверстие 9 для свя- инерционность, а значит увеличиваетзи с отмосферой и отверстие 10 свя- быстродействие устройства. Кроме тоэи с пневмобаллоном 11. Корпус 1 с . го, перемещение пружины вокруг своразделительной мембраной 2 образует ей продольной оси позволяет выбратьдве полости. Замкнутая полость 12 и необходимую величину начального пеобразована корпусом 1, разделитель- рекрытия отверстия 9 витком пружины.ной мембраной 2, .капиллярной труб-, Преимуществом предлагаемого прекой 3 и термобаллоном 4, Компенса- образователя температуры в давлениеционная полость 13 образована корпу- является о у стс т твие автоколебательныхсом 1 и разделительной мембраной 2, 2 о режимов работы, цто...
Установка для определения уплотняющих свойств резины в условиях повышенной температуры и давления

Номер патента: 80683
Опубликовано: 01.01.1949
Автор: Талызин
Метки: давления, повышенной, резины, свойств, температуры, уплотняющих, условиях
...свойства резины в условиях повышенной температуры и давления,Между тем, в машиностроении (в частности, в авиамоторостроении) прокладочная резина, удовлетворяющая техническим требованиям при комнатной температуре, в рабочих условиях под действием температуры и давления часто теряет упругость, что приводит к серьезным дефектам (протеканиям уплотнений).Предлагаемая ниже установка устраняет указанный выше пробел и дает возможность проводить испытание резиновых прокладочных колец и других подобных изделий в условиях, близких к эксплоатационным, путем нагрева, выдержки под давлением и снятия гистерезисной диаграммы в координатах напряжение - деформация,На чертеже дана схема описываемой установки, которая выполнена в виде двух, плит 1,...
Система совмещенного регулирования температуры и давления в котлах периодической варки целлюлозы
Номер патента: 299742
Опубликовано: 01.01.1971
Авторы: Махов, Центральный, Ямбулатов
Метки: варки, давления, котлах, периодической, совмещенного, температуры, целлюлозы
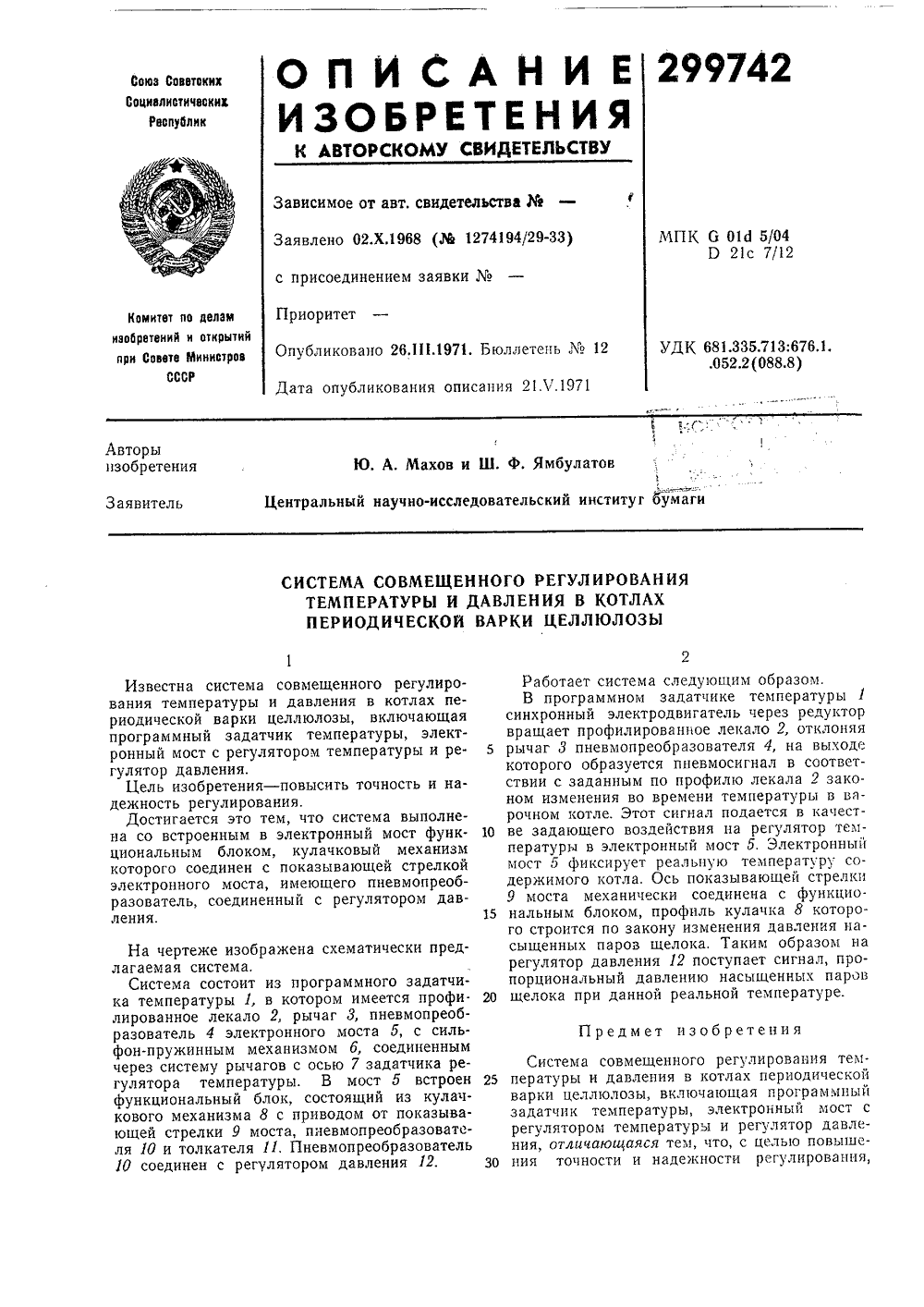
...изображена схематически предлагаемая система.Система состоит из программного задатчика температуры 1, в котором имеется профи. лированное лекало 2, рычаг 3, пневмопреобразователь 4 электронного моста 5, с сильфон-пружинным механизмом б, соединенным через систему рычагов с осью 7 задатчика регулятора температуры. В мост 5 встроен функциональный блок, состоящий из кулачкового механизма 8 с приводом от показывающей стрелки 9 моста, пневмопреобразователя 10 и толкателя 11. Пневмопреобразователь 10 соединен с регулятором давления 12,Работает система следующим образом.В программном задатчике температуры 1синхронный электродвигатель через редуктор вращает профилированное лекало 2, отклоняя 5 рычаг 3 пневмопреобразователя 4, на...
Система совмещенного регулирования температуры и давления в котлах периодической варки целлюлозы
Номер патента: 771225
Опубликовано: 15.10.1980
Авторы: Казанюк, Курдюк, Мажура, Цешковский, Шаров
МПК: D21C 7/12
Метки: варки, давления, котлах, периодической, совмещенного, температуры, целлюлозы
...5 температуры поступает от программного задатчика б, Регулятор 5 температуры управляет исполнительным механизмом 7.Автоматическое установление программного задатчика б в нулевое положение в зависимости от начальнойтемпературы котла, т.е. автоматичес кий выход задатчика б на начало тем(пературного графика, осуществляетсяпутем подачи на вход элемента 8 сравнения в плюсовую камеру пневматического сигнала от электропневмо- О преобразователя электронногомоста 3, а в минусовую - отпрограммного эадатчика б. При этомсигнал с выхода элемента 8 сравненияпоступает на вход пневмоэлектропре-образователя 9, Автоматическое изменение угла наклона графика подьема температуры(см, фиг. 2) с целью выхода на заданную конечную температуру варки за 20...
Устройство для коррекции расхода вещества по температуре и давлению

Номер патента: 1027702
Опубликовано: 07.07.1983
Авторы: Арапов, Десяткин, Михайлов, Щербина
МПК: G05D 7/00
Метки: вещества, давлению, коррекции, расхода, температуре
...и прекращению поступления импульсов с выхода генератора 9 импульсов на первый вход преобразователя 19 аналогкод. Кроме того, сигнал логическойединицы с третьего выхода распределителя 16 имПульсов проходит на третий вход первого Формирователя 21сигнала запуска и разрешает записьчисла из шифратора 20 в его блок памяти. Сигнал логической единицы стретьего выхода распределителя 16импульсов подается также и на первыйвход первого триггера 13, устанавливая его в состояние ф 1"Сигнал логической единицы с выхода первоготриггера 13 через первый элементИЛИ 14 передается на первый входтретьего элемента 15 совпадения иоткрывает его, Поступающий с выходагенератора 9 импульсов на второйвход третьего элемента 15 совпадения импульс проходит через него...
Предыдущий патент: Кокиль для изготовления армированных отливок
Следующий патент: Способ получения полиметаллических отливок
Случайный патент: Устройство для контроля магнитной записи