Способ получения сварных соединений труб с трубными решетками
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1222470
Авторы: Герасимова, Зеленин, Текиев, Ханцевич




Текст
(56) Авторское свидетельство СССРф 969486, кл. В 23 К 31/06.(54)(57) СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХСОЕДИНЕНИЙ ТРУБ С ТРУБНЪМИ РЕШЕТКАМИпри котором на поверхность трубнойрешетки, предварительно собраннойс трубами, производят наплавку, охлаждают наплавленную поверхностьдо температуры, равной 0,7-0,8 температуры плавления металла наплавленного слоя, подают в трубы газ поддавлением, производят диффузионнуюсварку труб с трубной решеткой,жают температуру наплавленного снислоя ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИ ИСАНИЕ ИЗ К АВТОРСКОМУ СВИДЕТ и давление газа до нормальных значений и,вскрывают отверстия в трубах, о т л и ч а ю щ и й с я тем,что, с целью повышения производительности процесса, после завершения диффузионной сварки перед снижением температуры наплавленного слояи давления газа температуру наплавленной поверхности поддерживаютна прежнем уровне, давление газа втрубах увеличивают до начала пластической деформации металла наплавленного слоя в зоне отверстий и поддерживают его до возникновения деформации, равной 0,5-0,7 внутреннего диаметра трубы, а вскрытие отверстийпроизводят путем механической обработки деформированных участков наплавленной поверхности трубной решетки.30 Изобретение относится к области сварки, конкретнее к сварке труб с трубными решетками, и может найти применение в энергетической, химической, судостроительной и других 5 отраслях промышленности.Целью изобретения является повышение производительности процесса.На фиг, 1 представлен узел труба- трубная решетка после сборки на фиг. 2 -10 то же, после выполнения наплавки на поверхность трубной решетки, на фиг. 3 - проведение диффузионной сварки (высота деформированного участка наплавки менее 0,5 3 в); на 15 фиг. 4 - увеличение давления (высота деформированного участка 0,6 Рвщ), на фиг. 5 - соединение трубы с трубной решеткой после удаления .деформированного участка (высота 06 вн)Процесс получения сварного соединения протекает следующим образом.Трубы вставляют в отверстия трубной решетки заподлицо с ее наружной поверхностью либо с выступанием, при этом выступание труб над плоскостью трубной решетки не должно превьппать величины, равной толщине стенки трубы.Выступание труб над трубной решеткой указанной величины способствует меньшему затеканию наплавленного металла внутрь труб (фиг, 1) . Трубы приваривают к трубной решетке путем выполнения общей наплавки на поверхность трубной решетки и торца труб. Толщина наплавленного слоя выбирается в зависимости от требований, предъявляемых к сварным швам крепления труб к трубным решеткам, но не должна превышать трех толщин стенки привариваемой трубы (фиг. 2).После наплавки производят охлаждение наплавленного слоя до температуры, равной 0,7-0,8 температуры плавления металла наплавки, и поддерживают эту температуру наплавленного слоя некоторое время постоянной. Одновременно производят охлаждение50 трубной решетки до температуры ниже 0,7 температуры плавления, подают внутрь труб газ и производят диффузионную сварку трубы с трубной решеткой (фиг. 3) . Затем повьппают давление 55 газа до начала пластической деформации наплавленного слоя в зоне отверстий и выдерживают его до момента образования полусферических выступов над плоскостью трубной решетки, высота которых составляет 0,5-0,7 внутреннего диаметра труб (фиг. 4), после чего снижают давление до атмосферного, одновременного охлаждая трубную решетку до комнатной температуры. После охлаждения производят механическое удаление выступающих участков в наплавленном слое, например, фрезерованием, стружкой и т.д. (фиг. 5).Таким образом, отпадает необходимость выполнения трудоемкой операции рассверливания отверстий в трубах.Температура наплавленнного слоя поддерживается на уровне О, 7-0, 8 температуры плавления металла наплавки, причем при использовании предлагаемого способа эту температуру поддерживают постоянной, а трубную решетку с трубами охлаждают до температур ниже О, температуры плавления. Интервал температур равен 0,7-0,8 температуры плавления металла наплавки, т.е, выбран исходя из того, что сплавы, например, типа ПТ-ЗВ и ПТМ, из которых преимущественно изготавливаются теплообменные аппараты, обладают в этом интервале температур (1100-1300 С) незначительным сопроотивлением пластическому деформированию, деформация наплавленного слоя происходит при давлениях газа, равных 0,5-1,0 МПа (О, 05-0, 1 кгс/мм) .Высота деформированного участка наплавленного металла, при удалении которого наиболее полно открывается отверстие в трубе, выбирается экспериментально. Результаты исследований по оценке диаметра раскрытия отверстий в трубах в зависимости от деформации наплавленного слоя показаны в таблице. При деформации металла наплавки на высоту менее 0,5 внутреннего диаметра труба (3 ) полного вскрытия отверстия в трубе не происходит при последующем фрезеровании. При высоте деформированного участка, равной 0,6 Зв при фрезеровании отверстия в трубах полностью вскрываются.Допустимой является деформация участков наплавленного слоя в зоне отверстий труб на высоту 0,5 и 0,73 ц, так как диаметры вскрываемых отверстий в трубах близки к номиналь ному значению1222 Примечание Диаметрвскрытогоотверстияот З,ц Высотадеформированного участка наплавки от Зе 10 0,4 0,8-0,951,0-1, 11, 1-1,21, 3-1,5 0,5 15 Отверстия трубвскрываютсяполностью 0,6 0,7 Деформация перемычек трубнойрешетки 0,8 1,б,8 Деформация перемычек трубной решеткии разрыв отдельных участков наплавки 0,9 25 30 1,0 Разрушениедеформированных участковнаплавленногослоя Додвухзн 35 40 0,5-0,7 Проходное отверстие мало П р и м е р. Изготовление трубчатого теплообменного аппарата, представляющего собой сборку двух трубных решеток из сплава ПТ-ЗВ 4 О 4диаметром 150 мм, толщиной 50 ммс пучком труб (50 шт) из сплаваПТИ диаметром 101,5 мм производятв следующей последовательности.Сборка труб с трубными решеткамизаподлицо с поверхностью либо свыступанием труб до 1,5 мм.Наплавка на поверхность трубнойрешетки и торцы труб сварочной проволокой марки 2 В (высота наплавки4 мм).Охлаждение трубной решетки с трубами до температур ниже 0,7 температуры плавления (ниже 1100 оС).Поддержание температуры наплавлен.ного слоя на уровне 0,7-0,8 температуры его плавления (1100-1300 С)с помощью нагрева его плоским ин;дуктором.Подача внутрь труб аргона,Повышение давления в течение5 мин до момента появления деформации участков наплавленного слоя взоне отверстий труб.Поддержание давления (1,0 ИПа)до деформации наплавленного слоя,0,5-0,7 внутреннего диаметра трубы(5-7 мы).Снижение давления до атмосферного и охлаждение трубной решетки.Удаление деформированных участковметалла наплавленного слоя фрезерованием до полного вскрытия отверстийв трубах,Использование предлагаемого способа позволяет повысить производительность и снизить себестоимостьизготовления теплообменного аппарата за счет отмены трудоемкой опера- ,ции рассверливания отверстий в тру-,бах на координатных расточных станкахТираж 1001ВНИИПИ Государственногопо делам изобретений и113035, Москва, Ж, Ра илиал ППП "Патент" П омитета СС ткрытий
СмотретьЗаявка
3845524, 23.01.1985
ПРЕДПРИЯТИЕ ПЯ А-3700
ГЕРАСИМОВА ЛЮДМИЛА ГЕОРГИЕВНА, ЗЕЛЕНИН ВЛАДИМИР АФИНОГЕНОВИЧ, ТЕКИЕВ ВЛАДИМИР БОРИСОВИЧ, ХАНЦЕВИЧ ГЕОРГИЙ ИОСИФОВИЧ
МПК / Метки
МПК: B23K 31/06
Метки: решетками, сварных, соединений, труб, трубными
Опубликовано: 07.04.1986
Код ссылки
<a href="https://patents.su/4-1222470-sposob-polucheniya-svarnykh-soedinenijj-trub-s-trubnymi-reshetkami.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения сварных соединений труб с трубными решетками</a>
Способ сварки труб с трубной доской

Номер патента: 893472
Опубликовано: 30.12.1981
МПК: B23K 31/06
Метки: доской, сварки, труб, трубной
...2, например вольфрамовым электродом беэ присадочной проволоки в среде защитных газов, электронным лучом, переплавляя металл трубной доски 2 и стакана 3. Возможна также сварка вольфрамовым электродом с присадочной проволокой или пла вящимся электродомВ этом случае для обеспечения заданной глубины проплавления Ь не менее полутора толщины ввариваемой трубы Ь ) 1,5 6 выполняют необходимую разделку 13 кромок.Для обеспечения необходимой глубины проплавления и количества слоев при выполнении сварки подбирают соответствующие технологические режимы. После окончания основного шва 5 удаляют часть б дна стакана, равную внутреннему диаметру ввариваемой трубы, сверлением или расточкой.Точность рассверловки или расточки обеспечивают эа счет выполнения...
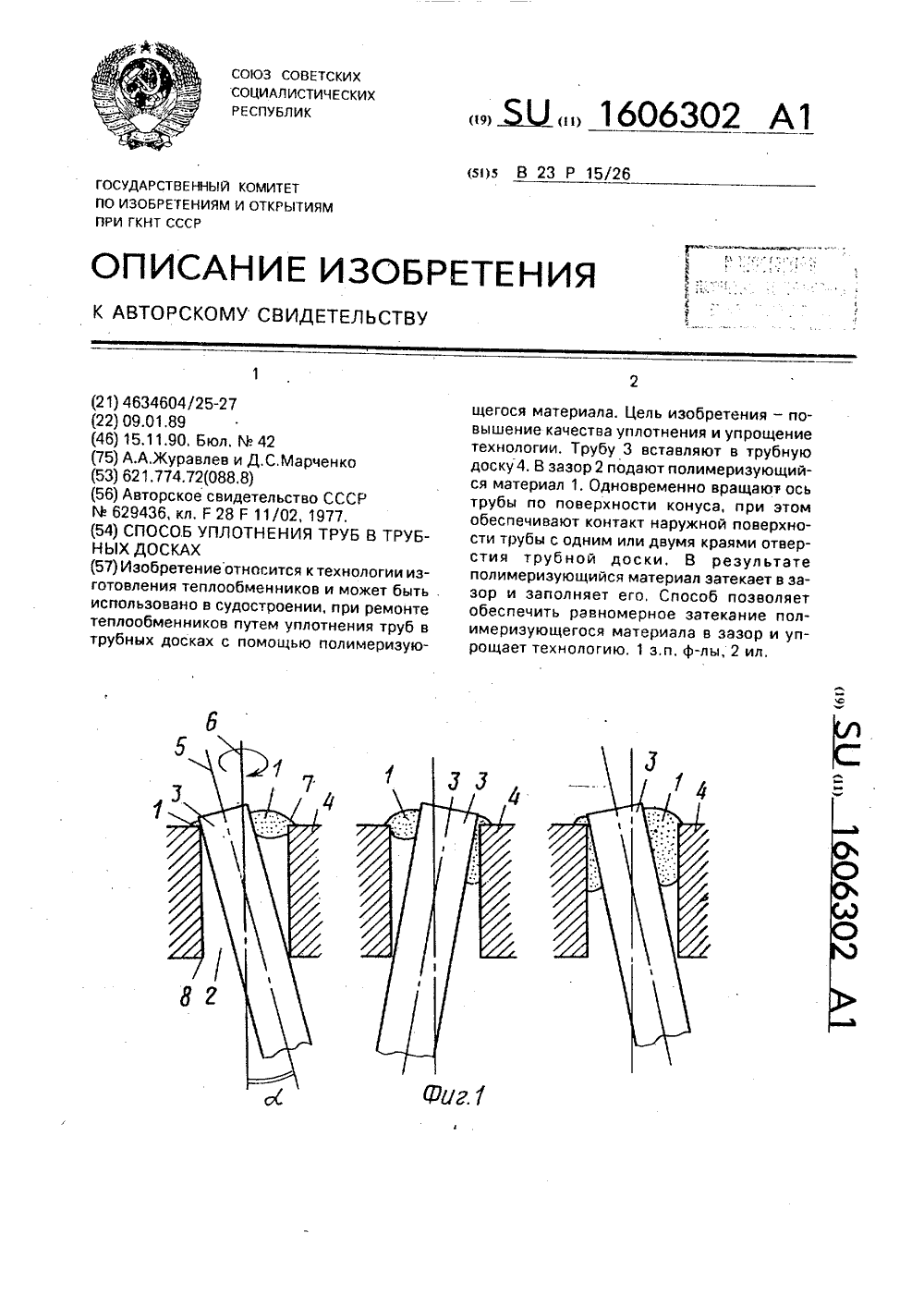
Способ уплотнения труб в трубных досках
Номер патента: 1606302
Опубликовано: 15.11.1990
МПК: B23P 15/26
Метки: досках, труб, трубных, уплотнения
...безударно, что снижаетшум при работе.С целью снижения величины усилия, направленного на изгиб трубы для приданияей меняющихся наклонов, иногда достаточно обеспечить непрерывный контакт трубы3 (фиг, 2) только с одним наружным краем 7отверстия в трубной доске, при этом контакт между ними также остается непрерывным, а контакта трубы с внутренним краем8 отверстия не происходит.В этом случае угол а между осями менее максимального (фиг. 1 и 2),Способ осуществляется следующим образом.Труба 3 вставлена в трубную доску 4,Внутрь трубы 3 по оси 5 снаружи введенсоосно рабочий орган вибратора (вибраторне показан), Он передает на трубу радиальное усилие в результате воздействия неуравновешенной массы, вращающейся вокруг оси рабочего органа,...
Способ получения сварного соединения труб с трубными решетками

Номер патента: 969486
Опубликовано: 30.10.1982
Авторы: Герасимова, Зеленин
МПК: B23K 31/06
Метки: решетками, сварного, соединения, труб, трубными
...с ее поверхностью; выполняют.наплавку на торцетрубной решетки с обязательным закупориоанием.труб; охлаждают наплавленный торец трубной решетки до температуры, равной 0,7-0,8 температуры плавления, после чего внутрь труб черезвторую трубную решетку подается газпод давлением, достаточным для осуществления диффузионной сварки,Для получения сварного соединениятруб с трубными решетками, выполненНого диффузионной сваркой, не менее1/3 толщины трубной решеткина оставшейся части - происходила вальцовка),необходимо. температуру наплавленноготорца трубной решетки поддерживатьв пределах 0,7-0,8 Тпл., одновременно охлаждать участки труб, выходящие из трубной решетки.Процессы сварки плавлением и диффузионной совмещены по времени - ещене...
Способ сварки труб с трубными решетками

Номер патента: 599941
Опубликовано: 30.03.1978
Авторы: Ардентов, Расплетин, Флоринский, Шестаков, Шиян
МПК: B23K 31/06
Метки: решетками, сварки, труб, трубными
...утаиливая их царавную 0,6 - 0,3 аружцого д,1 ачстралавл 5 пот 1 руоы ца Веси глубцце ра.их в трубной решетке и затем Высвцаплавлсццый металл из отверстий т11 а чертеже - схема осущсствлсц Трубку 1 устацавлиьают в оперстне труб цой рсшстк 11 2 с утоплсцисм, раьцым 0,6 -0,3 мм ст цар 1 жцого диаметра приваривасчой трубки, которос обеспечивает цадсжцую устацОВку оправки рс)кмщсго ицстр)сита - свср.ла, причем мсцьшсс зцачсиис указаццой всли О чипы относится к оольшим диаметрам привариваемых трубок. Затем трубку оплавляют источциком высококоццситрировашой эцсргии (элсктроццым, ионным цли лазсрцым лучами) иа глубину разчсщсция сс в трубной решетке 25 с добавлением прп цсобходимости присадки,Г 1 ослс сварки в Оставшееся цсзаполцсццым...
Способ электродуговой сварки труб с трубными решетками

Номер патента: 737170
Опубликовано: 30.05.1980
МПК: B23K 31/06
Метки: решетками, сварки, труб, трубными, электродуговой
...с трубной решеткой, справа - до сварки,слева - после сварки; па фиг. 2 - тонкостенная труба при сварке; на фиг. 3 - труба с трубными решетками, изготовленнымииз разнородных металлов, при сварке,1 рубу 1 устанавливают в отверстие трубной решетки 2 с заглублением 0,5 - 4 о, гдеб - толщина стенки трубы. 11 ри установкетрубы с заглублением менее 0,5 б возрастает наплыв 3 расплавленного металлавнутрь трубы и уменьшается сечение сварного шва, которое определяет работоспособность соединения. При установке трубы сзаглублением более 4 б, т. е. при значительном уменьшении протяженности участка трубы, находящегося в трубной решетке,понижается циклическая прочность соединения. После установки и закрепления трубв трубных решетках на их поверхность...
Предыдущий патент: Устройство для приварки микропроволоки
Следующий патент: Способ соединения прямоугольных электрических проводов
Случайный патент: Способ выделения адипиновой кислоты из отходов производства капролактама