Способ обработки ротационным резцом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
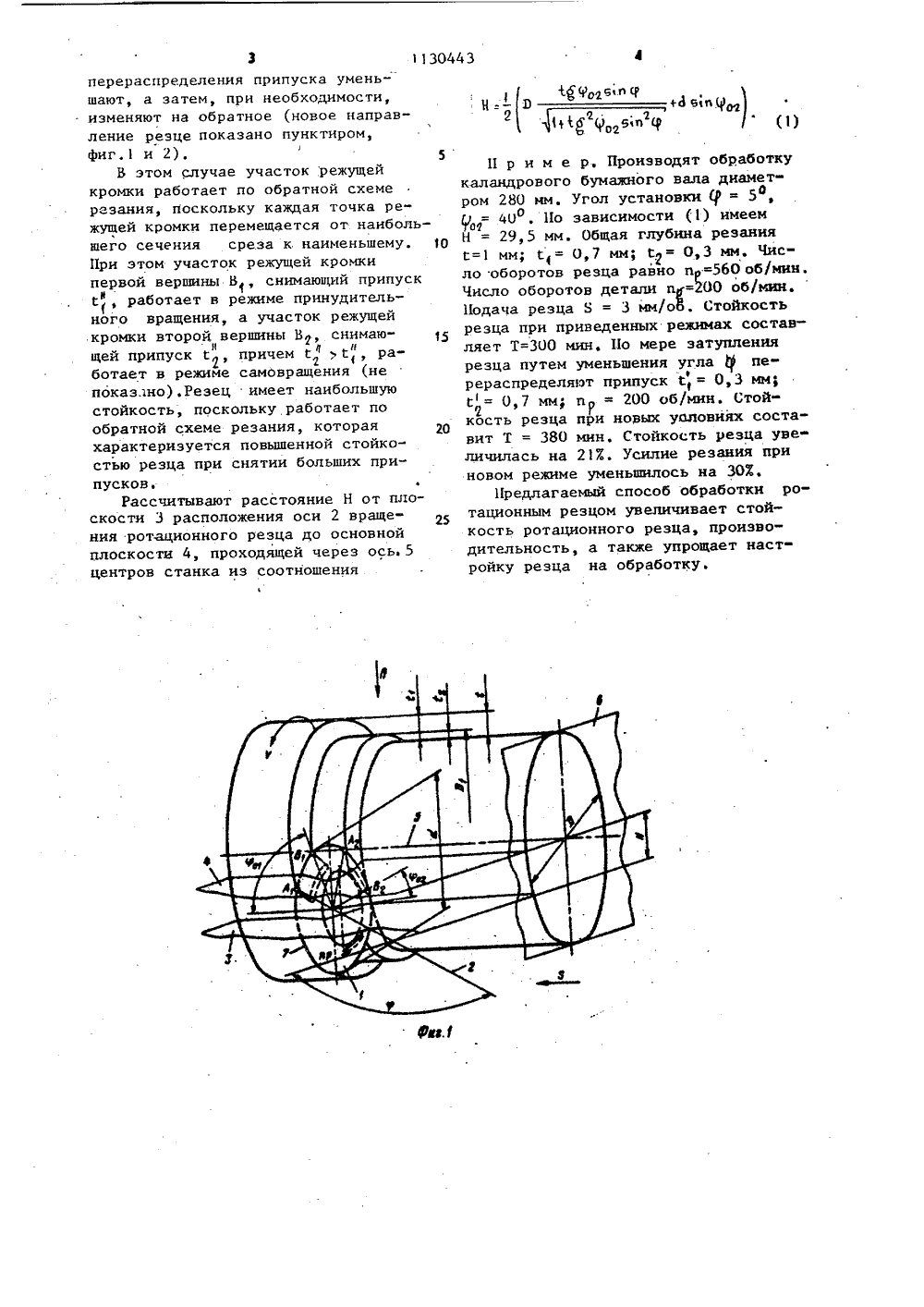
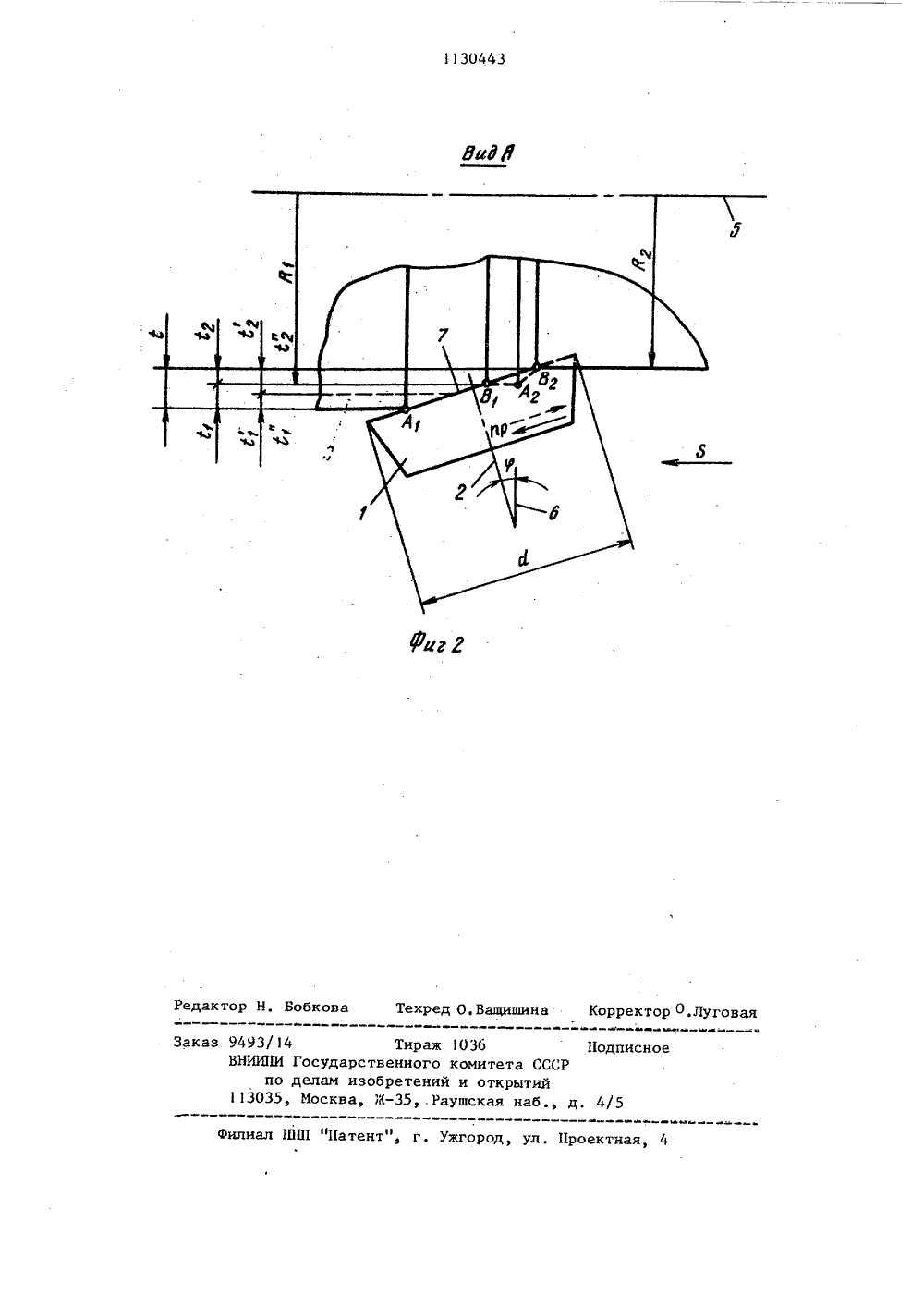
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИН 09) ЯО (1) 0443 А щ В 23 В 1/00 изоьрстснй, ",ИДЕТЕЛЬСТВУ ИОАН Н АВТОРСКОМ х внои плоскости, прцентров станка, вего соотношенияф Р 01" Чфд 5 О Юо резца до осн щей через ос ы т из следую- расс спол а яние от плос г а до осроходящейтанка; жения оси ре скости вн ось центров тр обработаннч етали; а а жуще ои р тр кругови;расположенияплоскости рекносительно пл омк з ершиныущей кр скости Уца вки от зца фси резц расположения оси" угол расположения по отношению к пл перпендикулярной станка. скостиси центр ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(71) Могилевское отделение физико-технического института АН Белорусской ССР(54)(57) 1, С 110 СОБ ОБРАБОТКИ РОТАЦИОННОМ РЕЗЦОМ по авт.св, М 1123790,о т л и ч а ю щ и й с я тем, что,сцелью увеличения стойкости резца ипроизводительности по мере износарезца, увеличивают припуск,приходящийся на участок режущей кромки вершинырезца, расположенной от его оси внаправлении, обратном направлению подачи, путем изменения разницы удалений вершин резца от оси центров станка,2. Способ по п, 1, о т л и ч а ющ и й с я тем, что, с целью упрощения настроики резца на обработку иувеличения производительности,расстояние от плоскости расположения о1304 гдеНИзобретение относится к металлообработке и может быть использовано втокарной обработке валов ротационными резцами.11 о основному авт.св . М 1123790 известен способ обработки валов ротационным резцом с круговой режущейкромкой, вращающимся в процессерезания, при котором ось резца устанавливают .в плоскости, смещенной 1 Опараллельно относительно основнойплоскости, проходящей через ось станка и под углом к плоскости, перпендикулярной оси центров станка. 11 ри этомуказанный угол и величину смещения.выбирают такими, что резец имеетдве вершины, расположенные по разные стороны от его оси Ц .Однако известный способ не предусматривает. условия для выхода резцана оптимальный режим обработки с целью увеличения по стойкости и производительности.Цель изобретения в , увеличениестойкости ротационного резца и производительности по мере его износа, атакже упрощение настройки резца наобработку,Указанная цель достигается тем,что по иере износа резца увеличиваютприпуск, приходящийся на участокрежущей кромки вершины резца,расположенной от его оси в направлении, обратном направлению подачи,путем изменения разницы удаленийвершин резца от оси центров станка.35Расстояние от плоскости расположения оси резца до основной плоскости,проходящей через ось центров станка, выбирают из следующего соотноше 40ния Я" о э Ч Н=-, О азу.4,М Ю.з Чрасстояние от плоскости расположения оси резца до основной плоскости, проходящей через ось центров станка;диаметр обработанной детали50 диаметр круговой режущей кромки;угол расположения вершины резца в плоскости режущей кромки относительно плоско сти расположения ;оси резца; угол расположения оси резца по отношению к плоскости,43перпендикулярной оси центров станка,На Фиг, изображена схема установки резца; на фиг.2 - вид А на фиг,1,Способ обработки ротационным резцом осуществляют следующим образом,Резец 1 устанавливают таким образом, что его ось 2 расположена вплоскости 3, которая параллельнаплоскости 4, проходящей через ось 5центров станка и смещена в направлении скорости обработки Ч относительно этой основной плоскости 4на величину Н 0. Ось 2 резца 1 разворачивают относительно плоскостио, перпендикулярной оси 5 центровстанка, на угол Ц (фиг.2), Величинуугла ф выбирают таким образом,чторезец имеет две вершины В и В(фиг,1 и 2), которые расположены поразную сторону от оси 2 резца 1 и наразных минимальных расстояниях К иК соответственно от оси центровстанка. Каждая вершина приподнятанад плоскостью 3 и расположена вплоскости режущей кромки на центральном угле У исоответственно(фиг.1),Центральные углы 1 ир отсчиты 0 оваются от радиуса режущей кромки,лежащегона линии пересечения плоскости 3 и плоскости 7 режущей кромки, до радиуса вектора, проведенного из центра круговой режущей кромки в вершину резца Ви В, Участокрежущей кромки вершины В снимаетприпуск глубиной С(, а участокрежущей кромки вершины В - припуск глубиной 2,В начале обработки общий припуск С распределяют таким образом, что резец вращаетсяпротив часовой стрелки от вершины В 2к вершине В и с(фиг.1 и 2).По мере затупления резца и образования радиуса округления режущей кромки путем изменения угла поворота Чприпуск перераспределяют между вершинами, т.е. увеличивают припуск, снимаемый участком режущей кромки второй вершины Б , С 1 , и уменьшаютприпуск, снимаемый участком режущей кромки первой вершины В , г. 4 С(фиг,2), Граница припуска показанапунктиром. Зто приводит к уменьшениювращения резца, а следовательно, кувеличению кинематического угла наклона режущей кромки и уменьшениюусилия резания. Это повьппает стойкость резца. Вращение резца путемт расстояние Н от ложения оси 2 вращ го резца до основы роходящей через ос из соотношения Рассчитываю скости 3 распо ния ротационно плоскости 4, п центров станка о и5 перераспределения припуска уменьшают, а затем, при необходимостиюизменяют на обратное (новое направление резце показано пунктиром,фиг,1 и 2),В этом случае участок режущейкромки работает по обратной схемерезания, поскольку каждая точка режущей кромки перемещается от наиболшего сечения среза к. наименьшему.При этом участок режущей кромкипервой вершины В снимающий припускФработает в режиме принудительного вращения, а участок режущейкромки второй вершины Вг, снимающеи припуск 1, причем СС рач е иг фботает в режиме самовращения (непоказ.1 но).Резец имеет наибольшуюстойкость, поскольку работает пообратной схеме резания, котораяхарактеризуется повышенной стойко"стью резца при снятии больших припусков.ЯУогвю Ч Н: - 2 2 +а в;.Ог 11 р и м е р, Производят обработку каландрового бумажного вала диаметром 280 мм, Угол установки ( = 5 Щ = 40 , Ио зависимости (1) имеемоН = 29,5 мм. Общая глубина резания а=1 мм; С = 0,7 мм; Т 2= 0,3 мм. Число оборотов резца равно и - -560 об/мин Число оборотов детали и = 00 об/мин.11 одача резца Ы = 3 мм/об. Стойкость резца при приведенных режимах составляет Т=ЗОО мин, По мере затупления резца путем уменьшения угла ф перераспределяют припуск с = 0,3 мм; с = 0,7 мм; и = 200 об/мнн. Стойкость резца при новых уаловиях составит Т = 380 мин, Стойкость резца уве личилась на 21%. Усилие резания при новом режиме уменьшилось на ЗОХ.Предлагаемый способ обработки ротационным резцом увеличивает стойкость ротационного резца, производительность, а также упрощает настройку резца на обработку.Редактор Н, Бобкова филиал 1 ПШ "11 атент", г, Ужгород, ул. 11 роектная, 4 Заказ 9493/14 Тираж 036 11 одписноеВНИКНИ Государственного комитета СССРпо делам изобретений и открытий13035, Москва, И,.Раушская наб., д. 4/5
СмотретьЗаявка
3440050, 18.05.1982
МОГИЛЕВСКОЕ ОТДЕЛЕНИЕ ФИЗИКО-ТЕХНИЧЕСКОГО ИНСТИТУТА АН БССР
ШАТУРОВ ГЕННАДИЙ ФИЛИППОВИЧ, НАДВИКОВ АЛЕКСЕЙ МАТВЕЕВИЧ
МПК / Метки
МПК: B23B 1/00
Метки: резцом, ротационным
Опубликовано: 23.12.1984
Код ссылки
<a href="https://patents.su/4-1130443-sposob-obrabotki-rotacionnym-rezcom.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки ротационным резцом</a>
Устройство для контроля непараллельности оси отверстия плоскости

Номер патента: 905605
Опубликовано: 15.02.1982
МПК: G01B 3/30
Метки: непараллельности, оси, отверстия, плоскости
...больше длины отверстия, измерительную стойку 4, установленную на плите 1 с возможностью перемещения параллельно оси оправки 3 и закрепленный905605 62.1 Составитель В. ХаритоновТехред А, Бойкас Корректор А. ФеренцТираж 613 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж - 35, Раушская наб., д. 415Филиал ППП Патент, г, Ужгород, ул. Проектная, 4 Редактор И. КасардаЗаказ 345/54 на стойке 4 с возможностью перемещения вдоль ее оси калибр 5 с двумя предельными частями 6 и 7. На предельной части 6 выполнена одна измерительная плоскость 8 для установки устройства в исходное положение, а на предельной части 7 выполнены две симметрично расположенные относительно плоскости 8 плоскости 9 и 1 О,...
Полуавтоматический станок для сверления отверстий, расположенных рядами в цилиндрических изделиях

Номер патента: 50672
Опубликовано: 01.01.1937
Авторы: Брызгунов, Лапушин, Петошин
МПК: B23B 39/04
Метки: изделиях, отверстий, полуавтоматический, расположенных, рядами, сверления, станок, цилиндрических
...1 изображает продельный разрез вдоль супорта предлагаемого полуавтомата; фиг. 2-4 вид по стрелке А на фиг. 1 и фиг. 3 вид по стрелке В на фиг. 1 со снятой деталью 27 и частичными разрезами.Сверло закреплено в трехкулачковом зажимном патроне 7 (фиг. 1 и 3) и направляется кондукторной втулкой 2, укрепленной на кронштейнеЗ. Сверло имеет постоянно вращательное движение и поступательное от руки во время установки изделия.Вертикальная подача стола осуще- дпри помощи эксцентрика 5, сидящего на валу б. Эксцентрик, вращаясь, за один оборот делает подъем стола 4,а вместе с ним поднимается и обрабатываемое изделие, закрепленное на оправке 7. Последняя находится на супорте 8, который имеет кроме вертикального движения вместе со столом 4 и...
Способ окончательной заточки алмазных резцов с дугообразной режущей кромкой

Номер патента: 1491666
Опубликовано: 07.07.1989
Авторы: Буков, Садов, Ульянов, Фейман
МПК: B24B 3/34
Метки: алмазных, дугообразной, заточки, кромкой, окончательной, режущей, резцов
...1,2-1,5 раза меньшей, чемв предыдущем случае (частоту вращенияопределяют, например, по показаниямтахометра, соответственно ей определяют задержку ло времени),На первом переходе окончательнойзаточки по передней поверхности удаляется часть инструментального материала, ограниченная аДСЕ (фиг.6),На втором переходе окончательнойзаточки по передней поверхности удаляется часть инструментального материала, ограниченная Л ЕЕК,Далее производят обработку заднейповерхности резца 5. При этом резец5 (фиг,4) закрепляют в призматическойдержавке 6. Стол 1 станка настраивается таким образом, чтобы обеспечитьзадний угол, меньший на 30 - 1 заднего угла предварительно заточенногорезца. Включают электродвигатель ипроизводят чистку алмазного круга...
Устройство для заточки резцов по задним граням с образованием радиуса при вершине

Номер патента: 488386
Опубликовано: 15.10.1975
Автор: Карл
МПК: B24B 3/34
Метки: вершине, граням, задним, заточки, образованием, радиуса, резцов
...поворота кронштейна 5, а расположенная горизонтально ось поворота салазок пересекает эту ось. На кронштейне 5 установлен подвижный указатель 10 точки пересечения названных осей, В рабочем положении фиксация указателя 10 обеспечивается упором 11, в нерабочем положении - упором 12. Обработка резца производится шлифовальным кругом 13,Заточка резца производится следующим образом.Указатель 10, перемещаясь по направленшо и кругу, поворачивается вокруг своей оси и устанавливается в рабочее положение (на чертеже показано пунктиром). Затачииаемый резец устанавливается так, что центр формируемой радиусной поверхности, смещенный относительно центра прежней поверхности на величину, определяемую припуском, снимаемым при заточке, совмещается с...
Способ заточки задних поверхностей и радиуса при вершине прорезных резцов

Номер патента: 1468721
Опубликовано: 30.03.1989
Автор: Доронин
МПК: B24B 3/34
Метки: вершине, задних, заточки, поверхностей, прорезных, радиуса, резцов
...Н, которое определяют поформуле Формула изобретения Н=йз 1 п (а - р). Способ заточки задних поверхностейи радиуса при вершине прорезных резцов, при котором резец устанавливают в приспособлении на необходимый радиус скругления, ориентируют относительно рабочей поверхности шли фовального круга и формируют задние поверхности путем качания резца вокруг оси, перпендикулярной основанию приспособления, отличающийся тем, что, с целью повышения производительности заточки путем сокрашения времени ориентирования резца, берут шлифовальный круг цилиндрической формы с периферийной рабочей частью, а резец ориентируют поворотом в плоскости, перпенди кулярной оси шлифовального круга, на уголр, величину которого определяют по фор- муле г г 2 гг+ 2...
Предыдущий патент: Способ изготовления сферических частиц
Следующий патент: Ручные ножницы
Случайный патент: Состав для антистатического покрытия полимерных материалов