Способ установки колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1115860
Авторы: Бондаренко, Турков


Текст
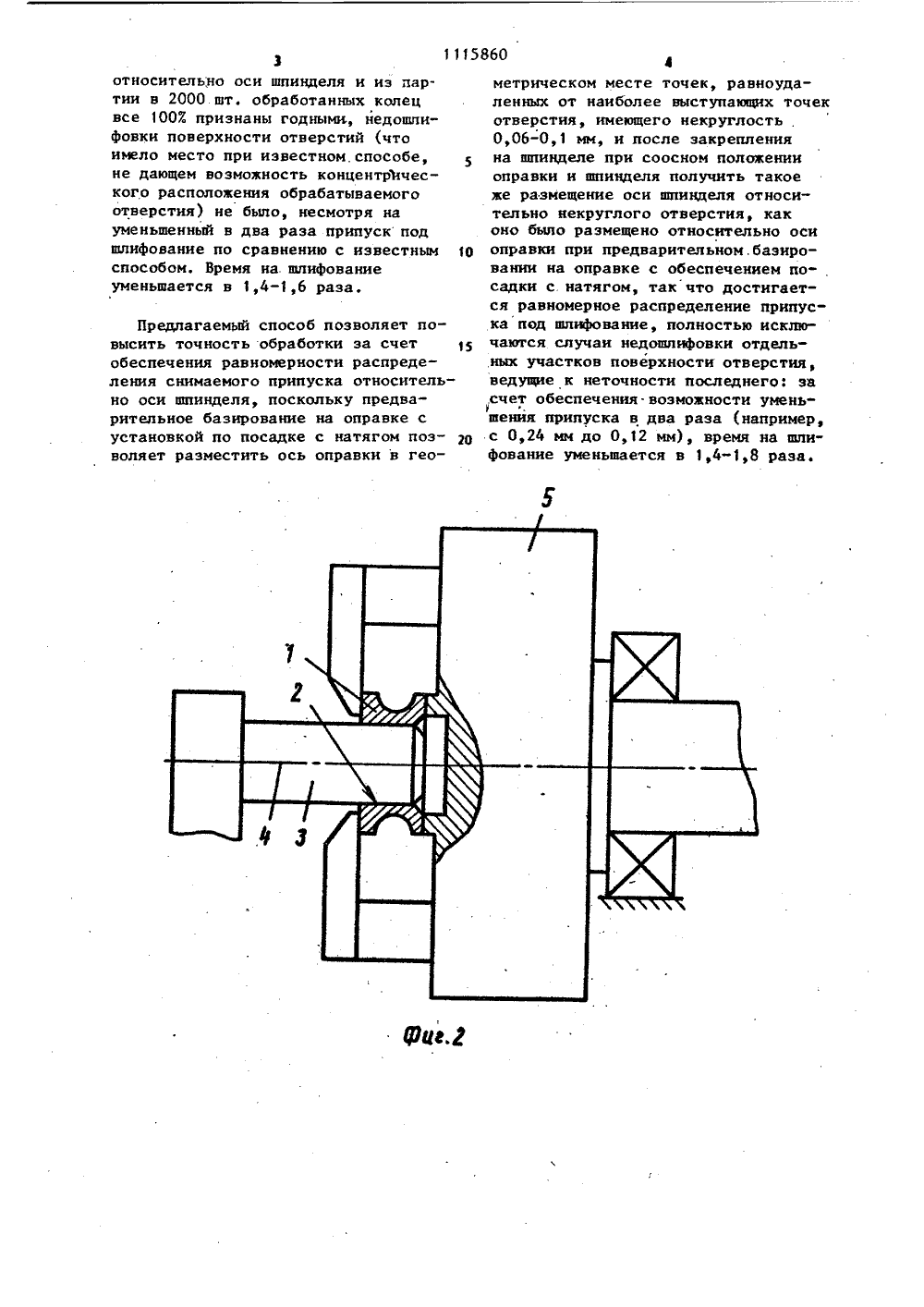
в геометрическом месте точек, равноудаленных от наиболее выступающихточек отверстия 2, имеющего некруглость, и припуск под шлифованиеравномерно распределен.П р и м е р , Сп,соб в опытномпорядке осуществлен при базированиивнутренних колец подшипника тип 202,имеющего размеры после токарнойобработки и закаливания: наружныйдиаметр 21,2 мм, диаметр отверстия(номинальный) 15 мм, высота (ширина) 11 мм, Допуск на отверстие после токарной обработки составляет0,06 мм, т.е. в партии колец имеются кольца с размером отверстия14,82-14,88 мм с отклонениями откруглости, равными допуску, т.е.0,06 мм.Разностенность колец составляет0,2 мм. Припуск под шлифование составляет 0,12 мм, т.е. в два разаменьше, чем принятый по известномуспособу.Кольцо 1 подшипника предваритель.но базируют по подлежащему шлифованию отверстия 2 (имеющему некруглость порядка 0,06 мм) на оправке 3,устанавливая по посадкЕ с натягом(оправку выполняют с некруглостью,не превышающей 0,.001 мм) и с малойконусностью, что обеспечивает приосевом усилии 20-30 кгс требуемуюпосадку (от посадки з до посадкиУ 8), при которой обеспечиваетсяразмещение оси 4 оправки 3 в геометрическом месте точек, равноудаленных от наиболее выступающих точекподлежащего обработке отверстия 2,имеющего некруглость 0,06 мм. Затеипроизводят закрепление кольца 1 нашпинделе 5, для чего оправку 3устанавливают соосно со шпинделем5 с точностью +0,0005 мм, поджимают.к торцу шпинделя 5 кольцо 1 оправкой 3 с усилением 3-5 кгс и принахождении кольца 1 на соосно установленной шпинделю 5 оправке 3зажимают по торцам с усилием 150180 кгс. Затем оправку 3 удаляютиз отверстия 2, подлежащего обработке, прилагая осевое усилие, превышающее усилие, прилагавшееся ранеедля обеспечения посадки с натягомпри предварительном базированиина оправке 3,После этого производят шлифование отверстия при равномерно и концентрично распределенном припуске 25 30 35 40 45. 1 1115860 1Изобретение относится к металлообработке и может быть использованопри шлифовке внутреннего диаметраколец подшипников качения,Известен способ установки колецпри обработке внутреннего диаметра,при котором кольцо предварительноразмещают на оправке и зажимают поторцу 1.Недостатком известного способа 10является низкая точность базированияЦель изобретения - повышение точности базирования.Поставленная цель достигаетсятем, что согласно способу установкиколец, преимущественно подшипниковкачения при обработке внутреннегодиаметра, при котором кольцо предварительно размещают на оправке изажимают по торцу, оправку берутцилиндрическую, устанавливают нанее кольцо по посадке с, натягом, приэтом оправку предварительно центрируют относительно оси станка.На фиг, 1 представлена операцияпредварительного базирования кольцана оправке с установкой по посадкес натягом; на фиг. 2 - операциязакрепления кольца на шпинделе, установленного по посадке с натягомна оправке; на фиг. 3 - шлифованиепредлагаемого баэируемого кольцапри равномерно распределенном относительно оси шпинделя изделия припуска на фиг, 4 - разрез А-А на фиг, 3.Способ осуществляют следующимобразом.Кольцо 1 подшипника качения предварительно базируют по подлежащемушлифованию отверстия 2 на оправке 3, устанавливая по посадке с натягом (от посадки дБ до посадкиУ 8), при этом обеспечивается размещение центра оси 4 оправки 3 в геометрическом месте точек, равноудаленных от наиболее выступающих точек отверстия 2, имеющего некруглость. Затем производят закреплениекольца 1 на шпинделе 5, для чегооправку 3 устанавливают соосно со 50шпинделем 5, поджимают к торцу последнего кольцо 1 оправкой 3, и принахождении кольца 1 на соосно установленной шпинделю 5 оправке 3 закрепляют на шпинделе 5, зажимая поторцам, Затем оправку 3 удаляют иэотверстия 2 и шлифуют последнее,при этом ось шпинделя находитсяотносительно оси шпинделя н нэ партии в 2000.шт. обработанных колецвсе 1003 признаны годными недошлифовки поверхности отверстий (чтоимело место при известном способе,не дающем возможность концентрЪческого расположения обрабатываемогоотверстия) не было, несмотря науменьшенный в два раза припуск подшлифование по сравнению с известнымспособом. Время на шлифованиеуменьшается в 1,4-1,6 раза,О Предлагаемый способ позволяет повысить точность обработки за счет обеспечения равномерности распределения снимаемого припуска относительно оси шпинделя, поскольку предварительное базирование на оправке с установкой по посадке с натягом поэ б воляет разместить ось оправки в геометрическом месте точек, равноудаленных от наиболее выступающих точекотверстия, имеющего некруглость,0,06-0,1 мм, и после закрепленияна шпинделе при соосном положенииоправки и шпинделя получить такоеже размещение оси шпинделя относительно некруглого отверстия, каконо было размещено относительно осиоправки при предварительном.базировании на оправке с обеспечением посадки с.натягом, так что достигается равномерное распределение припуска под шлифование, полностью исключаются случаи недошлифовки отдельных участков поверхности отверстия,ведущие к неточности последнего: засчет обеспечения. воэможности умень"шенйя припуска в два раза (например,с 0,24 мм до 0,12 мм), время на шпифование уменьшается в 1,4-1,8 раза."Патент", г. Ужгород, ул. Проектная, 4 акая 6824/10 Тираж 1036 ВНИИПИ Государственного комитета СС по делам изобретений и открытий 113035, Москва, Ж, Раушская наб.,
СмотретьЗаявка
2967867, 30.07.1980
ТУРКОВ СЕРГЕЙ ВИКТОРОВИЧ, БОНДАРЕНКО ИВАН ЕВДОКИМОВИЧ
МПК / Метки
МПК: B23B 31/40
Опубликовано: 30.09.1984
Код ссылки
<a href="https://patents.su/4-1115860-sposob-ustanovki-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ установки колец</a>
Устройство для соединения инструментальной оправки со шпинделем

Номер патента: 506490
Опубликовано: 15.03.1976
Авторы: Максимов, Шаганов, Шмаков
МПК: B23Q 3/155
Метки: инструментальной, оправки, соединения, шпинделем
...грани 8. Отверстие а выполнено под углом к оси выступа-зуба 7, равным углу профиля зубьев (угол может быть равен 20, что соот ветствует нормальному эвольвентному зацеплению).Устройство р аботает следующим образом.При вставлении оправки 1 в шпиндель 2могут возникнуть три случая:5 1. Зубья 5 оправки 1 точно попали во впадины зубьев 4 фланца 3. В этом случае процесс соединения происходит беспрепятственно, Разворот оправки не нужен,2. Зубья 5 оправки 1 частично смещены по 0 отношению к впадинам зубьев 4 фланца 3.Первым соприкасается с одним из зубьев 5 оправки 1 выступ-зуб 7 плунжера 6, который взаимодействует одной из своих боковых граней 8 с боковой стороной этого зуба оправки, В зависимости от величины смещения по шагу, направления...
Устройство для зажима инструментальной оправки в шпинделе фрезерно-расточного станка

Номер патента: 1066761
Опубликовано: 15.01.1984
Авторы: Воронков, Зеленцов, Сафроненко
МПК: B23C 5/26
Метки: зажима, инструментальной, оправки, станка, фрезерно-расточного, шпинделе
...5ким буртиком, и кольцо, подпружиненное относительно вкутреннего буртика втулки к кольцевому выступу накорпусе, снабжено Л-образными рычагами, установленными в пазах, выпол-,40ненных в корпусе, и кольцом, установленным на ипинделе с возможностьюосевого перемещения и взаимодействияс неподвижной относительно шпинделячастью станка, при этом один конецЕ-образного рычага предназначен длявзаимодействия с буртиком инструментальной оправки и внутренней поверхностью кольца, подпружиненного ккольцевому выступу на корпусе, а друОгой - для взаимодействия с внутренним буртиком во втулке и кольцом,установленным на шпинделе,Устройство снабжено также упорами, установлекньми с возможностьюосевого перемещения в пазах, выполненных в корпусе, один конец...
Устройство для закрепления оправки в шпинделе к станку для навивки ленточных магнитопроводов

Номер патента: 1089641
Опубликовано: 30.04.1984
Авторы: Кузьмин, Оксенгендлер
МПК: H01F 41/02
Метки: закрепления, ленточных, магнитопроводов, навивки, оправки, станку, шпинделе
...а на другом - резьбовое соединение, при этом головка расположена н пазу клина,3. Устройство по п. 1, о т л и ч а ю щ е е с я тем,что вершины углов, под которыми ныполнень: стенки пазов вкладышей, расположены па одной прямой, проходящей через середину поперечного сечения клина. рический паз, на внутренней поверхности шпинделя выполнен осевой паз,при этом сегмент расположен н пазувкладыша, а клин - в осевом пазушпинделя.Кроме того, на поверхности кпина со стороны, противоположной расположению вкладышей, выполнен поперечный паэ, а привод клина выполнен в ниде штока, расположенноговнутри шпинделя с возможностью осевого перемещения, на одном концештока выполнена головка, а на другом - резьбовое соединение, приэтом гбловка расположена н...
Устройство для соединения инструментальной оправки со шпинделем

Номер патента: 856742
Опубликовано: 23.08.1981
Автор: Сенновский
МПК: B23Q 3/157
Метки: инструментальной, оправки, соединения, шпинделем
...с осью одного из зубьев фланца.Недостатком этого устройства являтся недостаточная технологичность, ребующая проведения ряда дорогосто щих финишных операций для обеспечеости расположения зу"сительно зубьев фли профиля зуба пльев фланца, что увеимость изготовлФормула изобретения Заказ 7078/18770 Подписное ВНИИПИ Тир3 .,856741 расположен плунжер 4, подпружинен-,ный пружиной 5 и имеющий воиможностьперемещения вдоль паза. Передний конец плунжера выполнен в виде выступас зубом 6 и может входить во впадинузубьев инструментальной оправки. Корйус 1 зафиксирован на фланце шпинделя 2 с помощью фиксаторов 7,Предлагаемое устройство работает следующим образом. 1 ОДля нахождения рабочего положенияплунжера необходимо осуществить регуллировку, для чего...
Устройство для крепления инструментальной оправки в шпинделе станка

Номер патента: 611737
Опубликовано: 25.06.1978
Автор: Палкин
МПК: B23C 5/26
Метки: инструментальной, крепления, оправки, станка, шпинделе
...инструмента и долговечность рателя 5 чвтся ходовои осевом напИзобретение относится к станкостроению,в частности к устройствам для крепленияи освобождения инструмейта.Известны устройства для крепления инструментальной оправки в шпинделе станка,содержащие ходовой винт, связанный с приводом, и тягу, юоединенную с механизмомзахвата хвостовнка инструмента, установленным в передней части шпинделя 11).В известных устройствах инструмент эажимается пакетом тарельчатых пружин, которые постоянно находятся в нагруженномсостоянии, и при многократной смене инструментов возможна их поломка из-эа усталооти материала пружины.Цель изобретения - повышение надежнослти крепления оправки в шпинделе станка идолговечности устройства,Для этого...
Предыдущий патент: Автоматически управляемая резцовая головка
Следующий патент: Металлорежущий станок
Случайный патент: Устройство для регулирования электрического режима трехфазной шестиэлектродной рудно-термической печи с проводящей подиной