Способ управления шлифованием
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1036508
Авторы: Глаговский, Линдунен, Юрьев

Текст
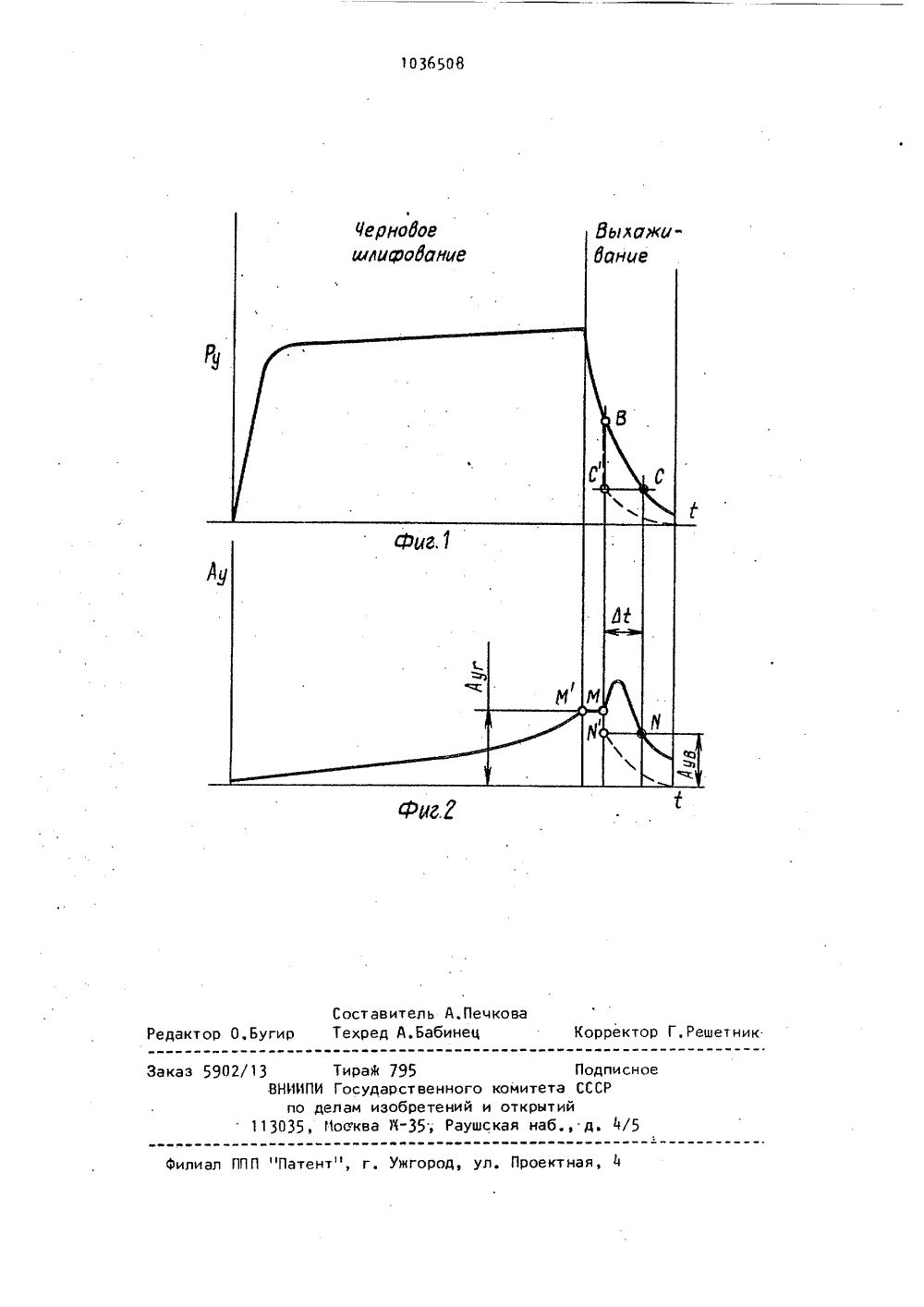
(54)(57) СПОСОБ УПРАВЛЕНИЯ ШНИЕИ при обработке в цикле,ЛИФО вклю ОСУДАРСТВЕННЫЙ НОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЬП"ИЙ чаюшии черновое шлифование и выха" живание с отводом шлифовальной бабки на величину, меньшую натяга сис" темы при черновом шлифовании,. о т" л и ч а ю щ и й с я тем, что, сель" целью повышения производительности,ия измеряется амплитуда колебаний обрабатываемой детали в радиальном направлении, определяется отношение амплитуд при отводе шлифовальной бабки и в момент переключения режима, и отвод прекрашается, когда этоА- отношение амплитуд достигает заданного значения,1036508 1Изобретение относится к машиностроению,Известен способ управления шлифованием при обработке в цикле, вкотором после черновой обработкивыполняют выхаживание, Причем при выхаживании шлифовальную бабку отводят на величину, меньшую натяга системы при черновой обработке, чтоувеличивает производительность про Оцесса 1,Однако с увеличением количестваобработанных деталей за период стой,кости шлифовальный круг постепеннозатупляется, что требует увеличенияпродолжительности выхаживания для получения того же качества поверхности,С другой стороны, при выхаживании фзатупленным кругом, согласно экспериментальным исследованиям, допол- щнительно возбуждается колебательныйпроцесс, интенсивность которого существенно выше такового при черновом шлифовании. Без учета этого явления эффективность выхаживания, а также чистового шлифования, может оказаться незначительной при существенных затратах машинного времени,Цель изобретения - увеличениепроизводительности шлифования приобработке в цикле.Поставленная цель достигается тем,что согласно способу управления шлифованием при обработке в цикле, вклю,чающему черновое шлифование и выхаживание с отводом шлифовальной 35бабки на величину, меньшую натяга системы при черновом шлифова"нии, измеряется амплитуда колебаний обрабатываемой детали в ради- .альном направлении, определяетсяотношение амплитуд при отводе шлифоваяыной бабки и в момент переключения режима, и отвод прекращается,когда это "отношение амплитуд дости"гает заданного значения. 45На фиг. 1 представлено изменениерадиальной составляющей силы резания Ру, на фиг. 2 - амплитуда колебаний обрабатываемой детали в радиальном направлении с течением времени Ф для одного цикла шлифования,На фиг, 1 яа графике изменениярадиальной составляющей силы резания Ру точкой В обозначено началоотвода шлифовальной бабки; точкой гвеличина силы после отвода шлифовальной бабки, равная значению силыв точке С. 2На фиг, 2 на графике изменения амплитуды .колебаний детали точкой Мобозначено начало выхаживания (момент переключения режима); точкой М - момент возрастания амплитуды колебаний при выхаживании, соответствующий в данном случае моменту начала отвода шлифовальной бабки точкой й - принятая величина амплитуды, до значения которой отводится шлифовальная бабка; точкой й - значение амплитуды после отвода шлифовальной бабки; А у, А - амплитуды колебаний в конце чернового шлифова" ния и при выхаживания, соответственно, Ютриховыми линиями показано изменение параметров А, Р после отвода шлифовальной бабки.На графиках представлен вариант обработки, когда за период стойкости шлифуется одна деталь в цикле, сос- тоящем из черновой обработки и выхаживания . При выхаживании снижается глубина резания, и за счет потери контакта круга с деталью колебания резко интенсифицируются, Причем с увеличением затупления круга наблюдаются более интенсивные колебания при выхаживании, Интенсификация колебаний при выхаживании в Ьтдельных случаях может вызвать не улучшение качества шлифованных поверхностей, а даже их ухудшение. По крайней мере, выхаживание с появлением дополнительного возбуждения не поаволяет получить высокое качество шлидювальной поверхности, Рассматриваемое явление в меньшей мере относится к легкообрабатываемым материалам, При шлифовании труднообрабатываемых металлов, вызывающих быстрое затупление круга, это явление проявляется весьма заметно (на протяжении 0-10 с выхаживания и более). Поэтому для увеличения производительности выхаживания (и всего процесса в целом). после черновой обработки в начале выхаживания или по истечении некоторого его времени шлишовальная бабка отводится до момента, при котором амплитуда колебаний не превышает заданного значения, Тем самым время выхаживания сокращается на величину ьС, исключается участок резко интенсифицирующихся колебаний, выхаживание протекает с большим эффектом.- В качестве примера рассмотрим способ управления шлифованием с1036 По предлагаемому способу в конце чернового шлифования шлифовальная 25 бабка отводится до амплитуды колебаний А 1 з =2,0 мкм, что ориентировочно соответствует отношени А /А = =2/3. Это позволяет сократить время выхаживания в два раза, сохра- ЗО нив практически ту же шероховатость 3выхаживанием при обработке стали Р 6 М 5 (НВС 60-62) на круглошлифовальном станке МАЗИ 151 методом врезания на режимах: скорость шлифования 91, 60 м/с, скорость детали У 60 и/мин, скорость черновой подачи 50,4 мм/мин при ширине шлифования ВФ 45 мм и коэффициентежесткости системою "деталь" центры" С, 57 Н/мкм. Используется шлифовальный круг характеристики 10 24 А 25 С 17 К. Диаметр обрабатываемых образцов - 129 мм. СОВ - 5 Ф-ныйрастворзмульсола. С образца снимается припуск 10,2 мм. После чернового шлифования выполняется выхажи вание в течение 10 с. Максимальная амплитуда колебаний детали в конце чернового шлифования составляет 2,7- 3,2 мкм и увеличивается при выхаживании до 4,2"5,3 мкм. Йероховатость 20 шлифованной поверхности в конце вы" хаживания равняется 1 0,48-0,58 мкм. 508 4поверхности, но снизив ее разброс(В,46+0,51 мкм),Экспериментальными исследованиямиустановлено, что отношение Ау /Авможет ориентировочно находиться впределах 0,2+1,1. За пределами этого диапазона для большинства случаевотмечается снижение эффективностипредлагаемого способа управления.Подобные результаты были зарегистрированы при врезном кругломнаружном шлифовании на станке МАЗИ 151шлифювальными кругами различных характеристик (из материалов 2 А, 33 А,91 А, зернистость 12-40, твердостьМЗ-СТ 1) для коэффициентов жесткостисистеию "деталь-центры" С20-,60 Н/мкм, для скоростей шлифования91=30+80 м/с при обработке углеродистых и быстрорежущих сталей (45ШХР 18, Р 6 М 5) и др.лехнико-зкономическая эффектна"ность предлагаемого способа за"ключается в увеличении производительности обработки при шлифова"нии в цикле за счет снижения временивыхаживания. При реализации способав значительной мере компенсирутсянепостоянство свойств шлифовальногакруга и и менения условий обработкис течением времени.1036508 Составитель А,ПецкоО.Бугир Техред А.Бабинец еда Подписноеного комитета СССРний и открытийРаушская наб., д. 4/5 каз 590 Ужгород, ул. Проектная, 4 П "Пат ли Тирай 795 ВНИИПИ Государстве по делам изобрет 3035, Иосква И
СмотретьЗаявка
3383675, 22.01.1982
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ АБРАЗИВОВ И ШЛИФОВАНИЯ
ГЛАГОВСКИЙ БОРИС АРОНОВИЧ, ЮРЬЕВ ВАЛЕНТИН ГРИГОРЬЕВИЧ, ЛИНДУНЕН ЛЕОНИД ИВАНОВИЧ
МПК / Метки
МПК: B24B 51/00
Метки: шлифованием
Опубликовано: 23.08.1983
Код ссылки
<a href="https://patents.su/4-1036508-sposob-upravleniya-shlifovaniem.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления шлифованием</a>
Устройство для измерения колебаний при шлифовании

Номер патента: 918796
Опубликовано: 07.04.1982
Авторы: Леонов, Скляров, Татаркин
МПК: G01H 3/06
Метки: колебаний, шлифовании
...кругом2 и обрабатываемой деталью 6 колец7 и 8, расположенных в одной плос,кости с зазОром дустроиство сндб 15жено дополнительным токосъемником 9,установленным между вторым кольцом8 и измерителем 3, состоящим из по.следовательно соединенных ЕС-генератора 10, частотного детектора 11 и щсамописца 12,Устройство работает следующимобразом.В процессе обработки в результатеперемещения и относительных колебаний шлифовального круга 2 и детали 6меняется зазор ачто вызывает изменение емкости между кольцом 7 и кольцом 8. Эта емкость и внутренняя катушка ЕС-генератора 10 определяетчастоту его генерации. Последняя спомощью частотного детектора 11 преобразуется в напряжение, регистрируемое самописцем 12, На ленте самописца 12 записывается суммарное...
Способ коррекции припуска на выхаживание при шлифовании

Номер патента: 601148
Опубликовано: 05.04.1978
Автор: Новиков
МПК: B24B 51/00, G05B 19/02
Метки: выхаживание, коррекции, припуска, шлифовании
...времени системы СПИД, суммируют с опорным сигналом, суммарный сигнал сравнивают с сигналом текущего размера, н при их равенстве формируют сигнал на изменение лодачн. Способ поясняется чертежом, где обозначено: кривая 1 - цикл шлифования изделия с большей постоянной времени системы СПИД, 25 кривая 2 - цикл шлифования изделия с меньшей постоянной времени системы СПИД.При обработкс изделия с большой постоянной времени системы СПИД на выхаживание (шлнфозанпе без подачи) оставляют приЗо пускРедактор Л. Утехина Корректор В. Гутман Заказ 177/330 Изд.132 Тираж 1075НПО Государственного комитета Совета Министров СССРпо делам изобретений и открытийМосква, )К, Раугпская иаб., д. 4/5 Подписное Тип. Харьк. фил. пред. Патент При Оорабоке изделия с...
Устройство для автоматического переключения привода бабки шлифовального станка

Номер патента: 147632
Опубликовано: 01.01.1962
Автор: Речкалов
МПК: G01D 5/30, G08C 19/36
Метки: бабки, переключения, привода, станка, шлифовального
...изображена принципиальная схема устройства, В качестве датчика применено фотосопротивление 1 с фильтром, обеспечивающим высокую чувствительность для инфракрасной части спектра и непрозрачным для видимого света.Двухкаскадный усилитель напряжения собран на двух половинках 2 и 3 двойного триода 6 Н 2 П и имеет регулировку чувствительности; каскад усиления мощности выполнен на одной половине 4 лампы 6 Н 1 П, Другая половина 5 этой же лампы обеспечивает стабилизацию анодного напряжения усилительных каскадов, одновременно нейтрализуя колебания напряжения питания сети.Исполнительный блок, содержащий реле б, 7, 8, дает возможность включения ускоренного подвода шлифовальной бабки при наличии напряжения анодного питания, выдает команду на...
Способ шлифования поверхностей вращения с механической правкой шлифовального круга

Номер патента: 443750
Опубликовано: 25.09.1974
Автор: Вайткус
МПК: B24B 53/14
Метки: вращения, круга, механической, поверхностей, правкой, шлифовального, шлифования
...роликом осуществляется выхаживание сферической поверхности детали и одновременная правка круга. Способ шлифования поверхностен вращения с механической правкой шлифовального круга алмазным роликом по достижении заданного размера детали, отличающийся тем, что, с целью повышения точности обработки, ролик устанавливают соосно детали так, что его рабочая поверхность совпадает с продолжением обработанной поверхности детали,Изобретение относится к финишной обработке деталей, имеющих поверхности вращения, например сферические, к точности которых предъявляются повышенные требования.Известен способ шлифования поверхностей вращения с механической правкой шлифовального круга алмазным роликом по достижении заданного размера детали.Предложенный...
Способ глубинного шлифования с правкой шлифовального круга

Номер патента: 1703396
Опубликовано: 07.01.1992
Авторы: Волков, Майоров, Михрютин, Рыкунов
МПК: B24B 1/00
Метки: глубинного, круга, правкой, шлифовального, шлифования
...в момент, когда расстояние от торцовой поверхности 13 детали 9 до нижней точки А шлифовального круга 3 станет равным а, включает привод, перемещающий каретку 4 с алмазным роликом 6 в направлении шлифовального круга 3 на заданную в кадре управляющей программы величину глубины правки д. Одновременно с перемещением каретки 4 УЧПУ, контролируя текущий диаметр Ок шлифовального круга 3, опускает шлифовальную бабку 1 с подачей У, равной по величине подаче каретки 4 Яоб. Таким образом, нижняя точка А на рабочей поверхности шлифовального круга 3, в которой происходит формирование окончательной поверхности 11 детали 9, остается на постоянном расстоянии Ь от базовой поверхности стола 7.Расстояние а выбирается из следующих соображений. Во избежание...
Предыдущий патент: Устройство для балансировки шлифовального круга на шпинделе станка
Следующий патент: Способ правки шлифовального круга алмазом
Случайный патент: Способ изготовления полых поковок