Способ изготовления полых изоляторов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1026167
Авторы: Дзержинский, Пучков, Хозяшев

Текст
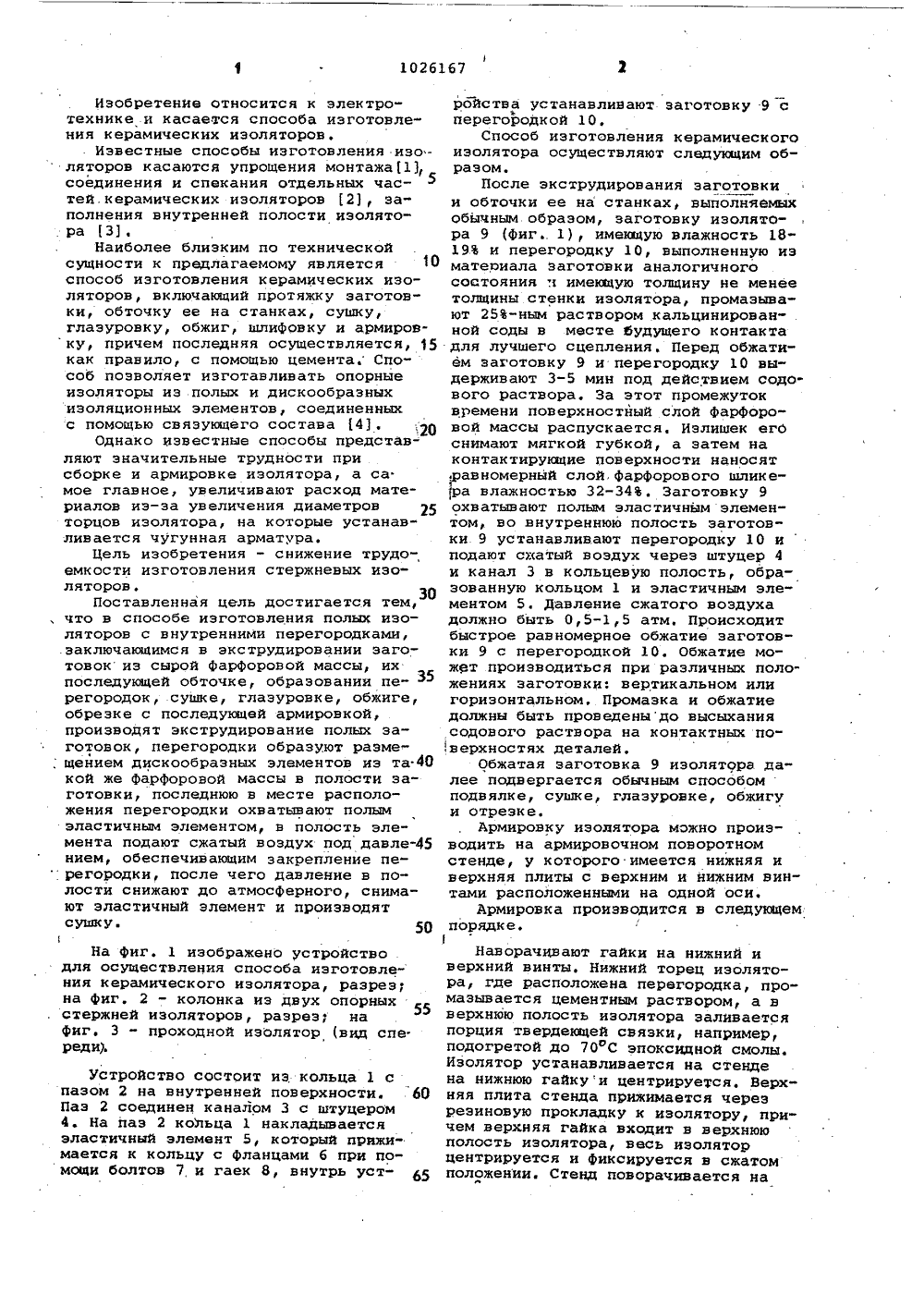
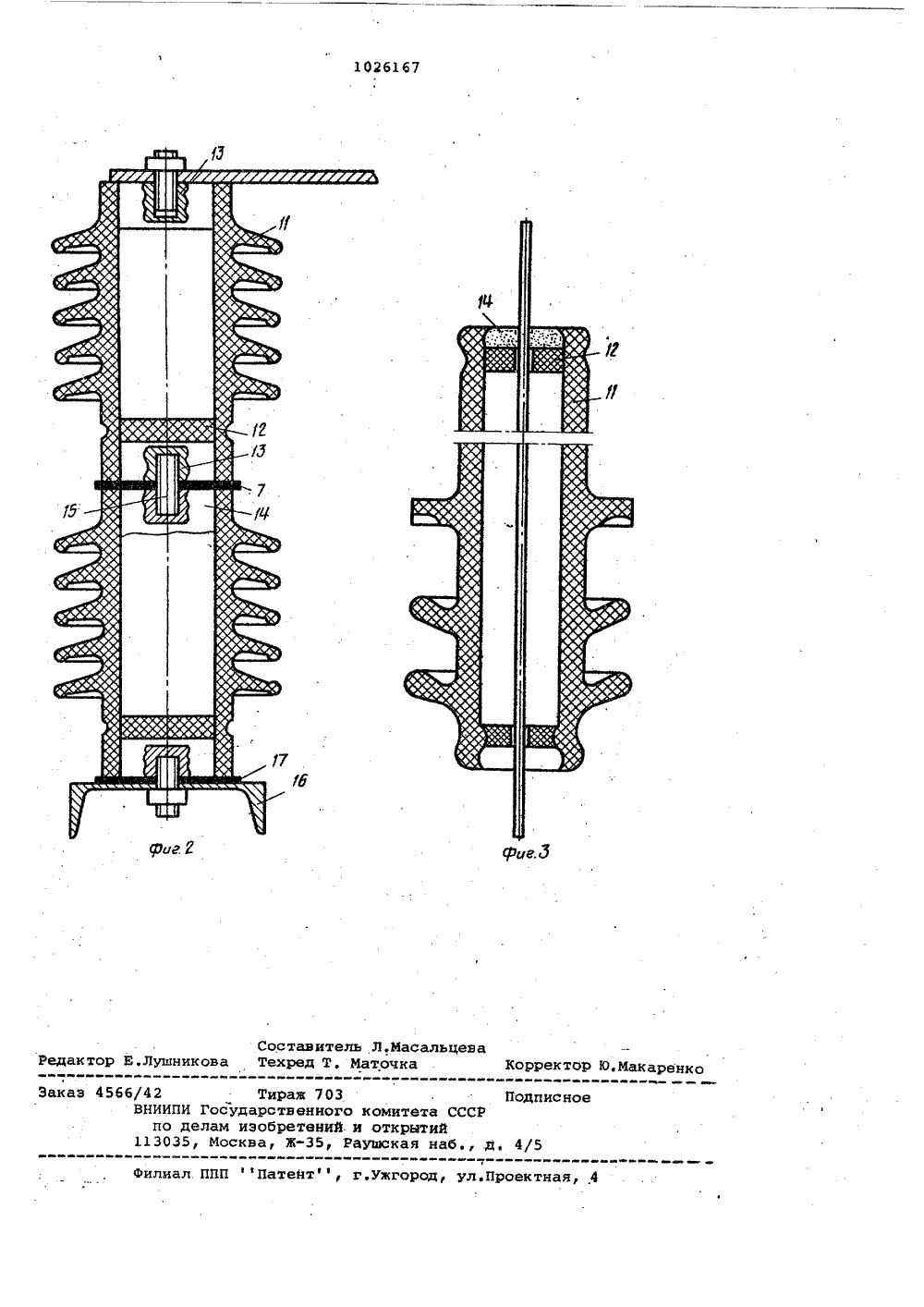
09) (11) СО)03 СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК Ы 1)Н 01 В 1 САНИЕ ИЗОБРЕТЕ АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ГОСУДАРСТВЕННЫЙ КОМИТЕТ СС ПО ДЕЛАМ ИЗОБРЕТ ИЙ И ОТНР(71) Камский кабельный завод им, 50.летия СССР и Гжельское производственное объединение Электроизолятор(56) 1, Авторское свидетельство СССР9 228102, кл. Н 01 В 19/00, 1968.2. Патент, Германии 9 599625,кл. 80 а 50/01, 1940.3. Патент ФРГ Р 2730128,кл. Н 01 В 19/00, 1979.4. Никулин Н.В. и др. Производство электрокерамических изделий. М.,Высшая школаф, 1976. 54 57 СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗОЛЯТОРОВ с внутренними перегородками,заключающийся вэкструдировании заготовок из сырой фарфоровой массы, их последующей обточке,образовании перегородок, сушке, глазуровке, обжиге,обрезке с последующей армировкой,от л и - ч ающи й с я тем, что, с целью снижения трудоемкости изготовления, произ" водят экструдирование полых загото,вок,.перегородки образуют размещением дискообразных элементов из такой же фарфоровой массы в полости заготовки, последнюю в месте расположения перегородки охватывают полым эластичным элементом, в полость эле-, мента подают сжатый воздух под давле-Е нием, обеспечивающим закрепление перегородки, после чего давление в полости снижают до атмосферного, сни" мают эластичный элемент и производят сушку,Изобретение относится к электротехнике и касается способа изготовления керамических изоляторов,. Известные способы изготовления изоляторов касаются упрощения монтажа 1),соединения и спекания отдельных частей.керамических изоляторов 2), за"полнения внутренней полости изолятора 3),Наиболее близким по техническойсущности к предлагаемому является 0способ изготовления керамических изоляторов, включающий протяжку эаготов"ки, обточку ее на станках, сушку,глазуровку, обжиг, шлифовку и армировку, причем последняя осуществляется, 15как правило, с помощью цемента. Способ позволяет изготавливать опорныеизоляторы из полых и дискообразныхизоляционных элементов, соединенныхс помощью связующего состава 4). ,20Однако известные способы представляют значительные трудности присборке и армировке изолятора, а са.мое главное, увеличивают расход материалов иэ-эа увеличения диаметровторцов изолятора, на которые устанавливается чугунная арматура.Цель изобретения - снижение трудоемкости изготовления стержневых изоляторов,30Поставленная цель достигается тем,что в способе изготовления полых изоляторов с внутренними перегородками,.заключающимся в экструдировании заготовок из сырой фарфоровой массы, ихпоследующей обточке, образовании перегородок, сушке, глазуровке, обжиге,обрезке с последующей армировкой,производят экструдирование полых заготовок, перегородки образуют разме; щением дискообраэных элементов из та 40кой же фарфоровой массы в полости заготовки, последнюю в месте расположения перегородки охватывают полымэластичным элементом, в полость элемента подают сжатый воздух поддавле нием, обеспечивающим закрепление перегородки, после чего давление в полости снижают до атмосферного, снимают эластичный элемент и производятсушку. 50На фиг. 1 изображено устройстводля осуществления способа изготовления керамического изолятора, разрез; на фиг. 2 - колонка из двух опорных стержней изоляторов, разрез; на Фиг. 3 " проходной изолятор (вид спе.реди).Устройство состоит иэ. кольца 1 спазом 2 на внутренней поверхности. 60 Паз 2 соединен каналом 3 с штуцером 4. На паз 2 кольца 1 накладывается эластичный элемент 5, который прижимается к кольцу с фланцами б при помощи болтов 7,и гаек 8, внутрь уст ройства устанавливают заготовку 9 сперегородкой 10.Способ изготовления керамическогоизолятора осуществляют следующим образом.После экструдирования заготовкии обточки ее на станках, выполняемыхобычным образом, заготовку изолятора 9 (фиг 1), имеющую влажность 1819% и перегородку 10, выполненную изматериала заготовки аналогичногосостояния н имеющую толщину не менеетолщины стенки изолятора, промазывают 25-ным раствором кальцинирован- .ной соды в месте будущего контактадля лучшего сцепления, Перед обжатием заготовку 9 и перегородку 10 выдерживают 3-5 мин под действием содового раствора, За этот промежутоквремени поверхностный слой Фарфоровой массы распускается. Излишек егоснимают мягкой губкой, а затем наконтактирукщие поверхности наносят,равномерный слой фарфорового шликера влажностью 32-34. Заготовку 9охватывают полым эластичным элементом, во внутреннюю полость заготовки 9 устанавливают перегородку 10 иподают сжатый воздух через штуцер 4и канал 3 в кольцевую полость, образованную кольцом 1 и эластичным элементом 5. Давление сжатого воздухадолжно быть 0,5-1,5 атм, Происходитбыстрое равномерное обжатие заготовки 9 с перегородкой 10. Обжатие может производиться при различных положениях заготовки: вертикальном илигоризонтальном, Промазка и обжатиедолжны быть проведеныдо высыханиясодового раствора на контактных по"верхностях деталей,Обжатая заготовка 9 изолятора далее подвергается обычным способомподвялке, сушке, глазуровке, обжигуи отрезке.Армировку изолятора можно производить на армировочном поворотномстенде, у которого имеется нижняя иверхняя плиты с верхним и йижним винтами расположенными на одной оси.Армировка производится в следующемпорядке.Наворачнвают гайки на нижний иверхний винты. Нижний торец изолятора, где расположена перегородка, промазывается цементным раствором, а вверхнюю полость изолятора заливаетсяпорция твердеющей связки, например,подогретой до 70 С эпоксидной смолы,Изолятор устанавливается на стендена нижнюю гайкуи центрируется. Верхняя плита стенда прижимается черезрезиновую прокладку к изолятору, причем верхняя гайка входит в верхнююполость изолятора, весь изоляторцентрируется и фиксируется в сжатомположении. Стенд поворачивается на180 вокруг горизонтальной оси и такОкак операцию производят быстро, .то жидкая твердеющая связка не успевает ,затвердеть на перегородке, стекает вниз и заливает гайку.В результате образования внутренней герметичной полости, с помощью двух перегородок (эпоксидной и фарфо" ровой) предотвращается перекрытие по внутренней полости опорно-стержневого изолятора при росе. С этой целвю - предотвращения рособразования и налипания твердекщей связки (эпоксидной смолы) - можно неармированную внутреннюю поверхность покрыть гидрофобным составом или залить битумом.15Предлагаемым способом могут быть изготовлены как опорные, так и проходные изоляторы и др.Изолятор содержит полый фарфоровый корпус 11, внутри которого уста- (1 новлена герметичная фарфоровая перегородка 12. Во внутреннюю полость корпуса 11 с обоих торцов заармированы гайки 13 с помощью твердеющей свяэ. ки 14. Изоляторы соединяются между собой в коленку с помощью шпильки 15. Колонка крепится к опоре 16 с помощью шпильки 15 и гайки 3. Между торцами изоляторов и опорой 16 помещены резиновые прокладки 17Для изготовления фарфоровой перегородки могут использоваться отходы сырой фарфоровой массы, полученные при обточке изолятора в виде бомб.Применение внутренней заделки арматуры в виде гаек, эамоноличенныхна твердекщую связку внутри корпуса,позволяет исключить такие операции,как литье, покраска и механическаяобработка промежуточной и торцовойарматуры. Это значительно удешевляети снижает трудоемкость изготовленияопорно-стержневых изоляторов . Одновременно внутренняя заделка арматурысущественно повышает разрядные характеристики изоляторов и служит внутренним экраном от короны,10261 б 7 е.д Составитель Л.Масальцеватор Е,Лушникова Техред Т. Маточка Корректор Ю.Макаренко Заказ 45 ПодписноССР филиал ППП Патеит, г.ужгород, ул.Проектная,/42ВНИИПИ Госудпо делам и113035 Моск Тираж 703рственного комитеобретений. и открыа, Ж-З 5, Раушская
СмотретьЗаявка
3217781, 29.10.1980
КАМСКИЙ КАБЕЛЬНЫЙ ЗАВОД ИМ. 50-ЛЕТИЯ СССР, ГЖЕЛЬСКОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "ЭЛЕКТРОИЗОЛЯТОР"
ХОЗЯШЕВ ВИТАЛИЙ ДМИТРИЕВИЧ, ДЗЕРЖИНСКИЙ РЮРИК ВЛАДИМИРОВИЧ, ПУЧКОВ ВЛАДИМИР НИКОЛАЕВИЧ
МПК / Метки
МПК: H01B 19/00
Метки: изоляторов, полых
Опубликовано: 30.06.1983
Код ссылки
<a href="https://patents.su/4-1026167-sposob-izgotovleniya-polykh-izolyatorov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления полых изоляторов</a>
Способ получения плоских изделий из полой цилиндрической заготовки

Номер патента: 1696035
Опубликовано: 07.12.1991
Авторы: Белобородов, Белокопытов, Борисов, Зацепин, Карпова, Онищенко, Орел, Фролов
МПК: B21C 37/02
Метки: заготовки, плоских, полой, цилиндрической
...заготовки,. равный 0,32-0,38 диаметра готового изделия, Выбор диаметра произведен с учетом известных преобразований, а именно если отрезок длиной О свернуть в окружность, соединив концы, то диаметр этой окружности определится как О/л. Выбор диаметра по внутренней поверхности полой заготовки обьясняется тем, что длина внутренней окружности в сечении заготовки с толщиной стенки 8 меньше, чем длина наружной окружности, При разрезке такой заготовки по образующей, в случае если кромки реза параллельны между собой, эта разница длин сохраняется, Поэтому задача размеров заготовки необходима по окружности меньшей длины, т.е, по внутренней поверхности. Это позволит получить изделие требуемого диаметра, Величина к учтена для данного способа в...
Способ герметизации полости трубопровода при помощи глиняного тампона и устройство для его осуществления
Номер патента: 1832879
Опубликовано: 20.03.1996
Авторы: Евдокимов, Конев, Сабиров, Хасанов
МПК: F16L 55/16
Метки: герметизации, глиняного, полости, помощи, тампона, трубопровода
1. Способ герметизации полости трубопровода при помощи глиняного тампона, включающий удаление дефектного участка, опорожение трубопровода от перекачиваемого продукта, зачистку внутренней поверхности свободных концов трубопровода, отличающийся тем, что, с целью повышения быстродействия, снижения трудозатрат и надежной герметизации, герметизацию дефектного участка осуществляют охватом свободных концов трубопровода механизированным челюстным захватом с отводами, через которые производят опорожение трубопровода от продукта до уровня нижней образующей трубы, дальнейшее опорожнение трубопровода от остатков и подтеков продукта производят путем механизированной подачи глины, которую запрессовывают в концы трубопровода на длину, обеспечивающую...
Способ получения полой биметаллической заготовки

Номер патента: 100444
Опубликовано: 01.01.1955
Автор: Цветненко
МПК: B22D 19/00, B22D 23/00
Метки: биметаллической, заготовки, полой
...полости и не участвует в образовании тела биметаллической заготовки,Предлагаемый способ обеспечивает упрощение конструкции требуемых приспосоолений вследствие устранения вращающегося стержня. Это достигается благодаря тому, что всасываемый металл образует наружную оболочку, а металл стержня - внутреннюю.На чертеже изображена схема выполнения предлагаемого спссоба.Внутри круглой изложницы 1 установлен полый стержень 2 из металла, предназначенного для получения внутренней оболочки биметаллпческой заготовки. Стержень 2 центрируется в изложнице с помощью центрирующей головки 3. Внутрь стержня вводится трубка 4 для подачи охлаждающего газа (воздуха или пара).Изложница 1 устанавливается внутрь высокочастотной печи 5 и погружается в...
Устройство для крепления легкосъемной перегородки к потолку и полу летательного аппарата

Номер патента: 563773
Опубликовано: 20.05.2005
Авторы: Можаровский, Туркин, Хатунцев
МПК: B64C 1/12
Метки: аппарата, крепления, легкосъемной, летательного, перегородки, полу, потолку
Устройство для крепления легкосъемной перегородки к потолку и полу летательного аппарата, содержащее подпружиненные штыри, расположенные во втулках с буртиками и входящие в отверстия кронштейнов пола и потолка, отличающееся тем, что, с целью сокращения времени монтажа и демонтажа перегородки и повышения удобств эксплуатации, в нем кронштейны пола выполнены с профилированным пазом для размещения в нем буртиков втулок.
Способ погружения полой или сплошной сваи и устройство для осуществления способа погружения полой сваи

Номер патента: 676687
Опубликовано: 30.07.1979
МПК: E02D 7/28
Метки: погружения, полой, сваи, сплошной, способа
...давления жидкости 3, нагнетаемой по трубке 5, мо. жет перемещаться вслед за уровнем жидкости в полости стержня 2. Трубка 5 проходит через оголовок 1, подвижную диафрагму 4 и служит для нагнетания жидкости 3 в зямкнуту 10 полость (из пОлОсти) стержня 2 через гибкий шланг б посредством насоса из емкости (в емкость), находящейся, например на сваебойном механизме. Отверстие 7 в оголовке 1 предназначено для сообще;ия полости стержня 2 с атмосферой, На оголовке 1 и нижнем конце стержня 2 имеются амортизирующие прокладки 8 и 9, Сердечник находится во внутренней полости сваи 10 и опирается амортизирующими прокладками 8 и 9 на стенки сваи 10 и наконечник 11.Зффективпое погружение сваи 10 в грунтах разлигнюй плотности обеспечивается за счет...
Предыдущий патент: Механизм линейной юстировки
Следующий патент: Способ изготовления герметичного проходника
Случайный патент: Способ приготовления асфальтонной смеси