Способ получения чугуна с шаровидным графитом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
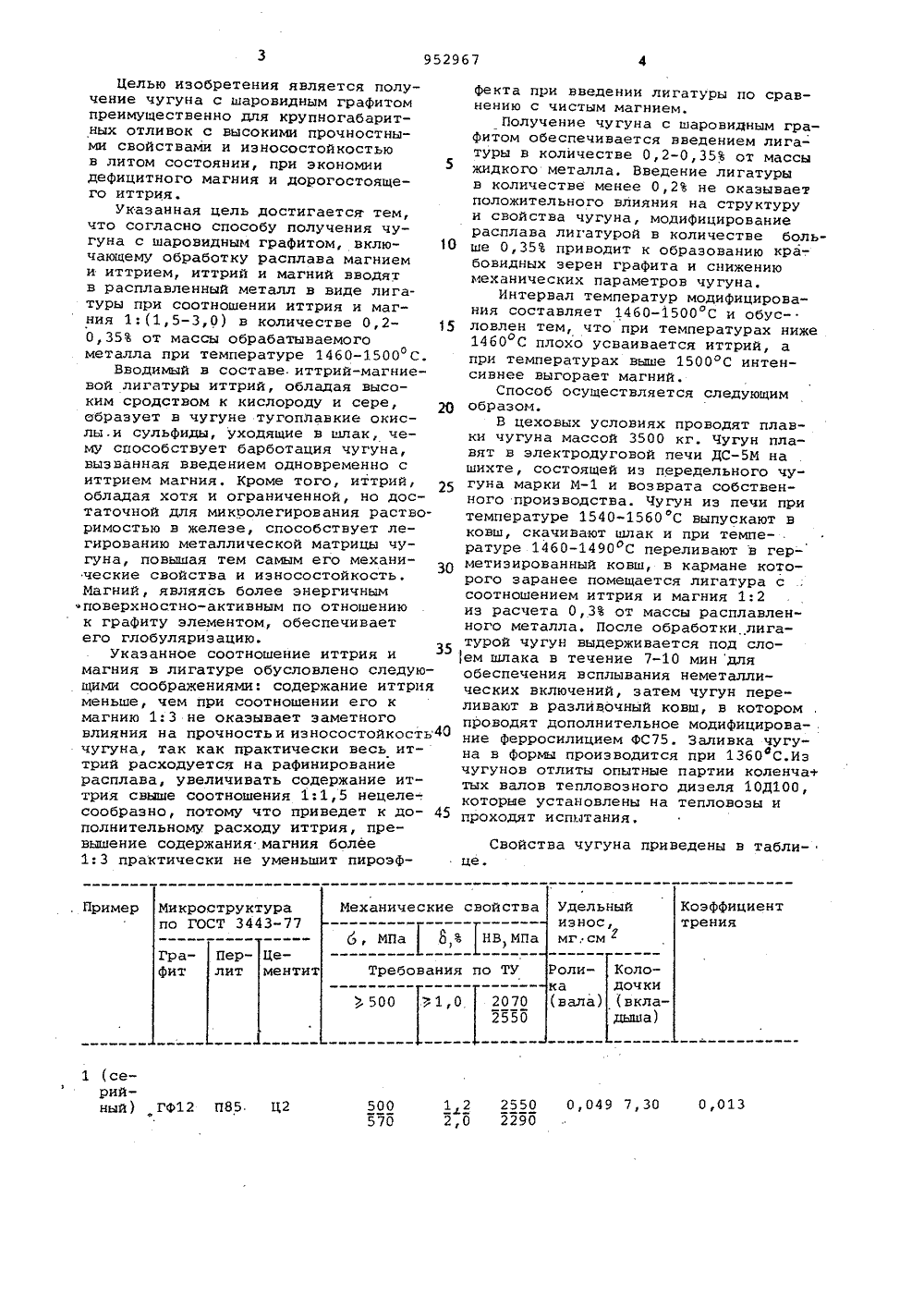
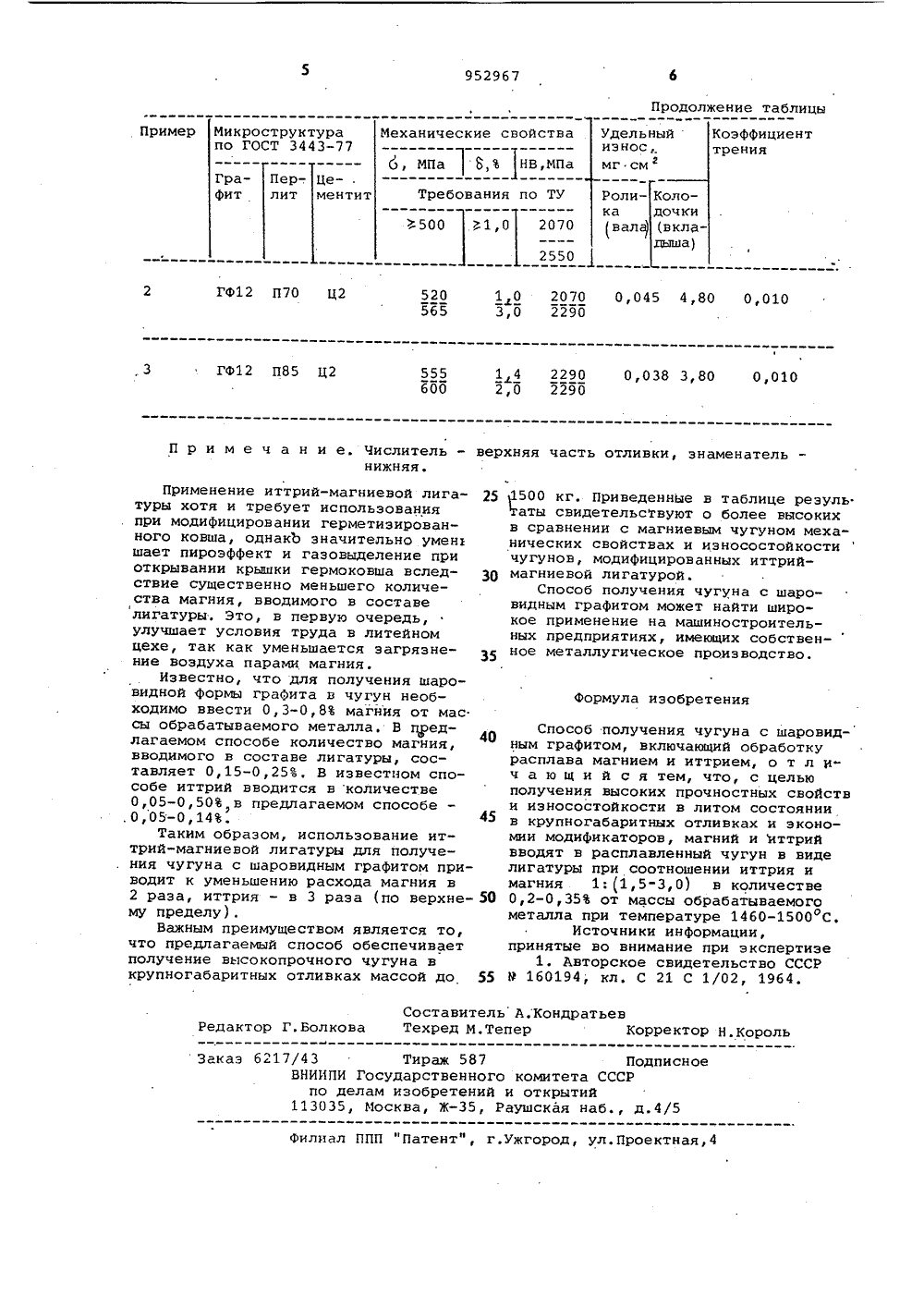
. К с АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспублик пп 952967(23) Приоритет С 21 С 1/10 Государственный комитет СССР по делам изобретений и открытий.3(088.8) Дата опубликования описания 230882 72) Авторыизобретения Л.Н.Балан, Г.Н.Бакак. П.Любченко Заявитель. 54) СПОСОБ ПОЛУЧЕНИЯ ЧУГУ С ШАРОВИДНЫМ ГРАФИТОМ 20)Я Изобретение относится к литейному производству, в частности к способам получения высокопрочного чугуна, и может быть использОвано в машиностроении при литье деталей, к которым предъявляются высокие требования по механическим свойствам, например, коленчатых валов тепловозного дизеля.Наиболее близким по .технической сущности к предлагаемому является способ получения чугуна с шаровидным графитом, заключающийся в модифицировании расплава магнием и дополнительной его обработке иттрием или его сплавами в количестве 0,05-0,5 от массы жидкого металла, Этот способ дает возможность получать чугун с шаровидным графитом, несмотря на присутствие в нем анти глобуляризаторов (В, Т, РЬ и др.Проьыаленного применения этот, способ не получил, так как при таком способе происходит только восстановление шаровидной формю графита, . нарушенной действием примесей В 1, Т Р 6 и др т.е. иттрий в данном случае действует как реглобуляризатор. Однако восстановления высокопрочных свойств чугуна в полной мере при этом не происходит, так как изменяется фазовый состав сплава. Иттрий образует с В 1, РЬ и др. элементами-.антиглобуляризаторами химические соединения, присутствие которых в чугуне даже прИ шаровидной форме графита приводит к понижению его механических свойств. Прн этом для модифицирования чугуна магний необходимо вводить в больших количествах,так как, во-первых усвоение его чугуном мало,и, во-вторых, для 6 беспечения усвоения иттрия при дополнительной обработке чугуна расплавдолжен выдерживаться при высокойтемпературе, что неизбежно приводитк интенсивному испарению магния,количество вводимого дополнительноиттрия также велико (только 0,2 иттрия, введенного в магниевый чугун,содержащий элементы-антнглобуляризаторы, восстанавливают шаровиднуюФорму граФита). Этот способ тем более неприменим,.для отливки крупногабаритных деталей, так как вследствие малой скорости рхлаждения воздействие элементов-антиглобуляризаторов усиливается и, следовательно, требуется повышенное количество элемента-реглобуляризатора.952967 Целью изобретения является получение чугуна с шаровидным графитомпреимущественно для крупногабаритных отливок с высокими прочностными свойствами и износостойкостьюв литом состоянии, при экономии 5дефицитного магния и дорогостоящего иттрия.Указанная цель достигается тем,что согласно способу получения чугуна с шаровидным графитом, вклю Очающему обработку расплава магниеми иттрием, иттрий и магний вводятв расплавленный металл в виде лигатуры при соотношении иттрия и магния 1:(1,5-3,0) в количестве 0,2- 150,35 от массы обрабатываемогометалла при температуре 1460-1500 С.Вводимый в составе.иттрий-магниевой лигатуры иттрий, обладая высоким сродством к кислороду и сере, 2образует в чугуне тугоплавкие окислы.и сульфиды, уходящие в шлак, чему способствует барботация чугуна,вызванная введением одновременно ситтрием магния. Кроме того, иттрий,обладая хотя и ограниченной, но достаточной для микролегирования растворимостью в железе, способствует легированию металлической матрицы чугуна, повышая тем самым его механические свойства и износостойкость.Магний, являясь более энергичнымповерхностно-активным по отношениюк графиту элементом, обеспечиваетего глобуляризацию,Указанное соотношение иттрия имагния в лигатуре обусловлено следующими соображениями: содержание иттрияменьше, чем при соотношении его кмагнию 1:3 не оказывает заметноговлияния на прочностьи износостойкость 40чугуна, так как практически весь иттрий расходуется на рафинированиерасплава, увеличивать содержание иттрия свыше соотношения 1:1,5 нецеле-.сообразно, потому что приведет к дополнительному расходу иттрия, превышение содержания магния более1:3 практически не уменьшит пироэфМеханические свойства Коэффициенттрения Удельныйизнос,мг;смПример Микроструктурапо ГОСТ 3443-77 Пер- Целит ментит Графит1 Требования по Ту1 с 2 250 О, 049 7, 30 0,0132,0 2290 500 570 1 (се- рийный) ГФ 12 П 85 Ц 2 фекта при введении лигатуры по сравнению с чистым магнием.Получение чугуна с шаровидным графитом обеспечивается введением лигатуры в количестве 0,2-0,35 от массыжидкого металла. Введение лигатурыв количестве менее 0,2 не оказываетположительного влияния на структуруи свойства чугуна, модифицированиерасплава лигатурой в количестве больше 0,35 приводит к образованию кра-.бовидных зерен графита и снижениюмеханических параметров чугуна.Интервал температур модифицирования составляет 1460-1500 С и обусловлен тем, что при температурах ниже1460 С плохо усваивается иттрий, аопри температурах выше 1500 С интенсивнее выгорает магний.Способ осуществляется следующимобразом.В цеховых условиях проводят плавки чугуна массой 3500 кг, Чугун плавят в электродуговой печи ДСМ нашихте, состоящей из передельного чугуна марки Ми возврата собственного производства. Чугун из печи притемпературе 1540-1560 С выпускают вковш, скачивают шлак и при температуре 1460-1490 С переливают в герметизированный ковш, в кармане которого заранее помещается лигатура ссоотношением иттрия и магния 1:2из расчета 0,3 от массы расплавленного металла, После обработки лигатурой чугун выдерживается под слоем шлака в течение 7-10 мин дляобеспечения всплывания неметаллических включений, затем чугун переливают в разливочный ковш, в которомпроводят дополнительное модифицирование ферросилицием ФС 75. Заливка чугуна в формы производится при 1360 С.Изчугунов отлиты опытные партии коленча+тых валов тепловозного дизеля 10 Д 100,которые установлены на тепловозы ипроходят испытания,Свойства чугуна приведены в таблице.952967 Продолжение таблицы Механические свойства б, мпа 1 8,ь нв,ипа КоэфФициенттрения Удельныизносмг см Пример Микроструктурапо ГОСТ 3443-77 Графит Пер-. лит це- .ментит Роликавал Требования по ТУ К д 500 )1,0 2070 255012 П 70 ц 2 0 2070с ,0 2290 45 4,80 0,010 65 ГФ 12 П 85 ц 2 55 60 1 с 4 2290 0038 382,0 2290 ч а н и е. Числитель - верхняя часть отливки, знаменатель нижняяр 0 кг. Приведенные в таблицесвидетельствуют о более вывнении с магниевым чугуномких свойствах и иэносостойов, модифицированных иттревой лигатурой.особ получения чугунам графитом может найтрименение на машиностредприятиях, имеющихеталлугическое произв резуль.сокихмехакостийв ср ниче чугу маги с шарон широ- роитель- собственодство. виднкоеных35 ное рмула иэобрет эование итдля получеграфитом прида магния ва (по верхнеСоставитель А.Кондратьеволкова Техред М.Тепер Корректор Н.король Редакто 587нного комитета Сний и открытий35, Раушская наб к аз 6217/4 3 ВНИИЛ по 11303ТиражГосударствелам изобретеМосква, ЖПодпис д.4/5 ПП "Патент", г.ужгород, ул.Проектная лиа Применение иттрий-магниевой лигатуры хотя и требует использования при модифицировании герметизированного ковша, однакЬ значительно умен шает пироэффект и газовыделение при открывании крышки гермоковша вследствие существенно меньшего количества магния, вводимого в составе лигатуры. Это, в первую очередь, улучшает условия труда в литейном цехе, так как уменьшается загрязнение воздуха парами магния.Известно, что для получения шаровидной Формы графита в чугун необходимо ввести 0,3-0,8 магния от мас сы обрабатываемого металла. В гредлагаемом способе количество магния, вводимого в составе лигатуры, составляет 0,15-0,25, В известном способе иттрий вводится в количестве 0,05-0,50,в предлагаемом способе - ,0,05-0,14.Таким образом, испольтрий-магниевой лигатурыния чугуна с шаровиднымводит к уменьшению расхо2 раза, иттрия - в 3 раэму пределу).Важным преимуществом является то, что предпагаемый способ обеспечивает получение высокопрочного чугуна в крупногабаритных отливках массой до Способ получения чугуна с шаровидным графитом, включающий обработкурасплава магнием и иттрием, о т л и"ч а ю щ и й с я тем, что, с цельюполучения высоких прочностных свойстви иэносостойкости в литом состояниив крупногабаритных отливках и экономии модификаторов, магний и иттрийвводят в расплавленный чугун в виделигатуры при соотношении иттрия имагния 1:(1,5"3,0) в количестве 0 0,2-0,35 от массы обрабатываемогометалла при температуре 1460-1500 С.Источники информациипринятые во внимание при экспертизе1. Авторское свидетельство СССР 5 Р 160194, кл. С 21 С 1/02, 1964.
СмотретьЗаявка
3253105, 02.03.1981
ПРЕДПРИЯТИЕ ПЯ А-1495
БАЛАН ЛЮДМИЛА НИКОЛАЕВНА, БАКАКИН ГЕННАДИЙ НИКОЛАЕВИЧ, ЛЮБЧЕНКО АНАТОЛИЙ ПЕТРОВИЧ
МПК / Метки
МПК: C21C 1/10
Метки: графитом, чугуна, шаровидным
Опубликовано: 23.08.1982
Код ссылки
<a href="https://patents.su/3-952967-sposob-polucheniya-chuguna-s-sharovidnym-grafitom.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения чугуна с шаровидным графитом</a>
Способ получения чугуна с шаровидным графитом

Номер патента: 1502624
Опубликовано: 23.08.1989
Авторы: Бондарев, Каминский, Королев, Леках, Михайловский, Слабиткер, Ткаченко, Худокормов, Чабин, Чайкин
МПК: C21C 1/10
Метки: графитом, чугуна, шаровидным
...в миксере. Химическийсостав чугуна иэ миксера находился вследующих пределах, масХ: 24 4Углерод 3,4-3,6Кремний 1,8-2,0Марганец До 0,6фосфор 0,08-0,1Сера 0,08-0,1После перегрева расплава доо1460 С производилась обработка поизвестному и предлагаемому способамполучения чугуна с шаровидным графитом с учетом тепловых потерь вовремени. В качестве представителянаиболее сложной конфигурации примодифицировании в форме была выбрана отливка "корпуса конечной пере 1дачи , вместе с которой заливалиськлиновидные пробы для определениямеханических свойств. В качестве рафинирующих и модифицирующих присадок использовались: цериевый мишметалл (36 Х церия), лигатура ЖКМ -2(6-8 Х Мя). Температура металла в миксере, а также при рафинирующей обработке в...
Устройство для контроля структуры графита в чугуне

Номер патента: 1084664
Опубликовано: 07.04.1984
Авторы: Жуков, Закута, Шевченко, Шмигельский, Шумихин
МПК: G01N 25/30
Метки: графита, структуры, чугуне
...3 обеспечивает высокий коэффициент отражения (близкий к 1 ), в качестве покрытия может быть использована платина, родий и проч. (для случая высокотемпературных образцов). Световод 2 установлен с воэможностью контакта с образцом 5 и может быть изготовлен, например иэ микросапфира. Диаметр световода 2 равен диаметру преобразователя 4 теплового потока. Преобразователь 4 изготовлен из термоэлектрически анизотропного материала. Выход преобразователя 4 связан с первым входом ключевой схемы 6, второй вход которой соединен с выходом синхрогенератора 7, а выход - с входом блока 8 логарифмирования. Первый выход блока логарифмирования соединен с входом блока 9 вычитания, второй выход - с входом блока 10 задержки, Второй вход блока 9 вычитания...
Модификатор

Номер патента: 567766
Опубликовано: 05.08.1977
Авторы: Амириди, Барбакадзе
МПК: C22C 35/00
Метки: модификатор
...переходная - от шаровидной до хлопьевидной, в середине стенки форма графита карбовиднаяи грубопластин-, чатая, Соответственно основные характеристики стойкости материала изложницы - механические свойства и модуль упругости- тоже разные по толщине стенки.20Для определения качества были испытаны несколько вариантов состава модификатора. Из изложниц, отлитых из обработанного атими модификаторами чугуна, были вырезаны керновые пробы по толщине стенок и подвергнуты . металлографическому исследованию, а изложницыю . были пущены в эксплуатацию в мартеновском цехе РУставскЪго метзавода.Состав .модификатора и результаты опытов приведены в табл. 30 четва криолита вполне достаточно для коагуляции и удаления сернистых соединенийиз расплава в...
Способ получения чугуна с шаровидным графитом

Номер патента: 1068488
Опубликовано: 23.01.1984
Авторы: Дорожко, Королев, Михайловский, Худокормов
МПК: C21C 1/00
Метки: графитом, чугуна, шаровидным
...расплаве недорастворенных кристаллических образованиях графита.Важнейшими преимуществами сплав 15 предлагаемого химического составаявляются низкая температура плавления (545 С, так как сплав эвтекотического состава, для сравнения: у силикокальция т.пл. 980 С) и" склонность к саморастрескиванию без окисления на воздухе, Совместная присадка кальция и алюминия усиливает эффект рафинирования. чугуна. При этом алюминий расходуется на связывание кислорода и азота, а кальций связывает оставВеличина добавки сплава(65 А 1+35 Са ) установлена экспериментально. Нижний предел (0,025)выбран, исходя из минимально необходимого количества магнийсодержащей лигатуры, при котором в чугунестабильно кристаллизуется графит, шаровидной формы по стабильной 35...
Способ получения чугуна с шаровидным графитом

Номер патента: 471385
Опубликовано: 25.05.1975
Авторы: Амирхаян, Жилицкий, Крючков, Левитан, Сурнин
МПК: C21C 1/00
Метки: графитом, чугуна, шаровидным
...комитета Совета Министров СССР по делам изобретений и открытий Москва, Ж, Раушская наб., д. 45Сапунова, 2 Типография, пр. В случае введения в чугун хрома совместно с магнием предпочтительно использовать ли-. гатуру, имеющую следующий состав: магний - 8 - 10%, кремний - 30 - 40%, медь - 20 - 30%, хром - 1,5 - 18,0/о, железо - остальное.Магнийсодержащая присадка вводится в чугун одним из известных способов, например, с помощью колокольчика.Б качестве хромосодержащей присадки применяется феррохром, ферроснликохром, металлический хром и т. д., которые вводят в металл в измельченном виде (1 - 5 мм).П р и и е р 1. В среднечастотной индукционной печи выплавляют чугун следующего состава: углерод - 3,8%, кремний - 2,2/о, марганец - 0,5/о, сера -...