Способ определения параметров деформации при обработке металлов давлением
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
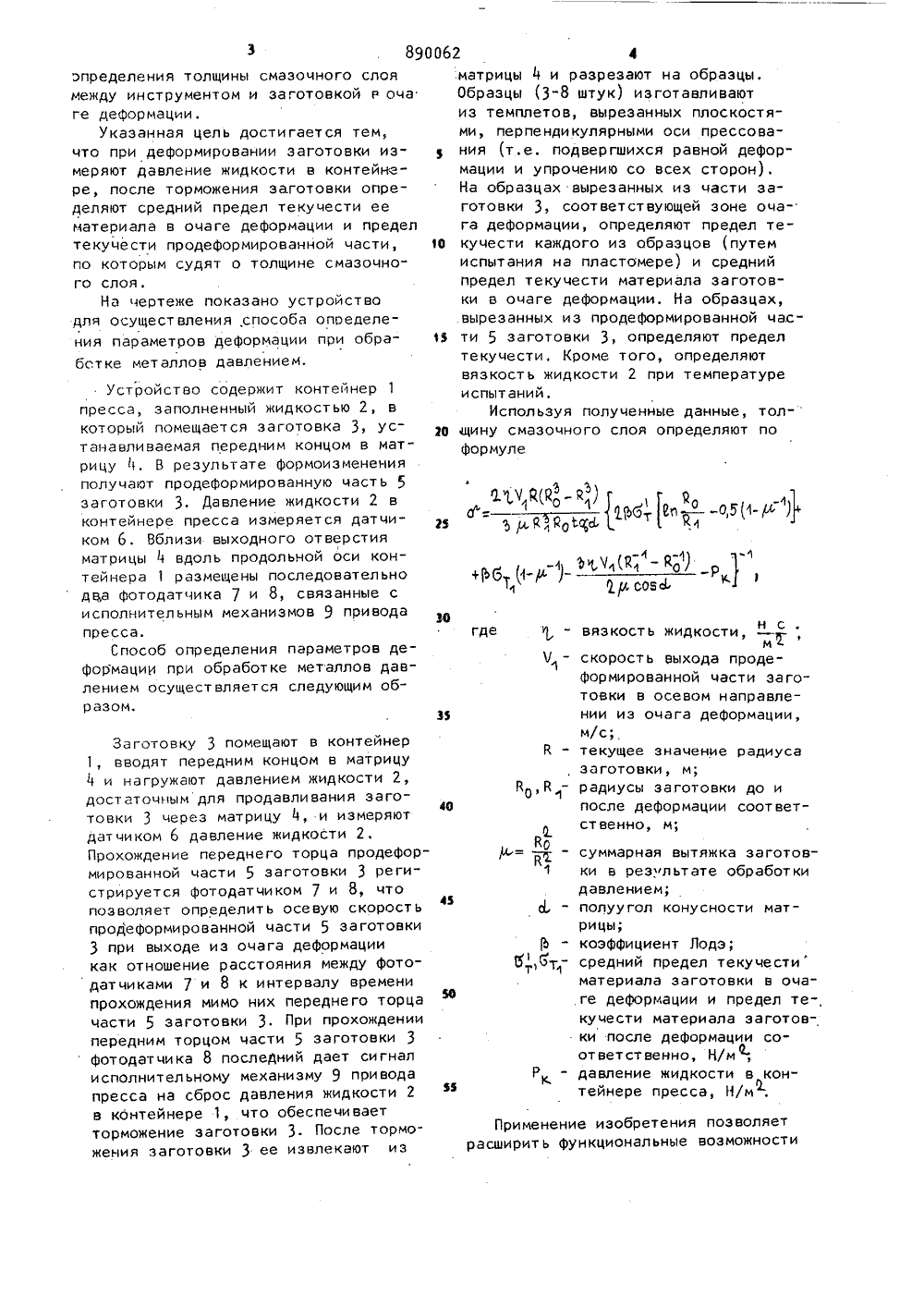
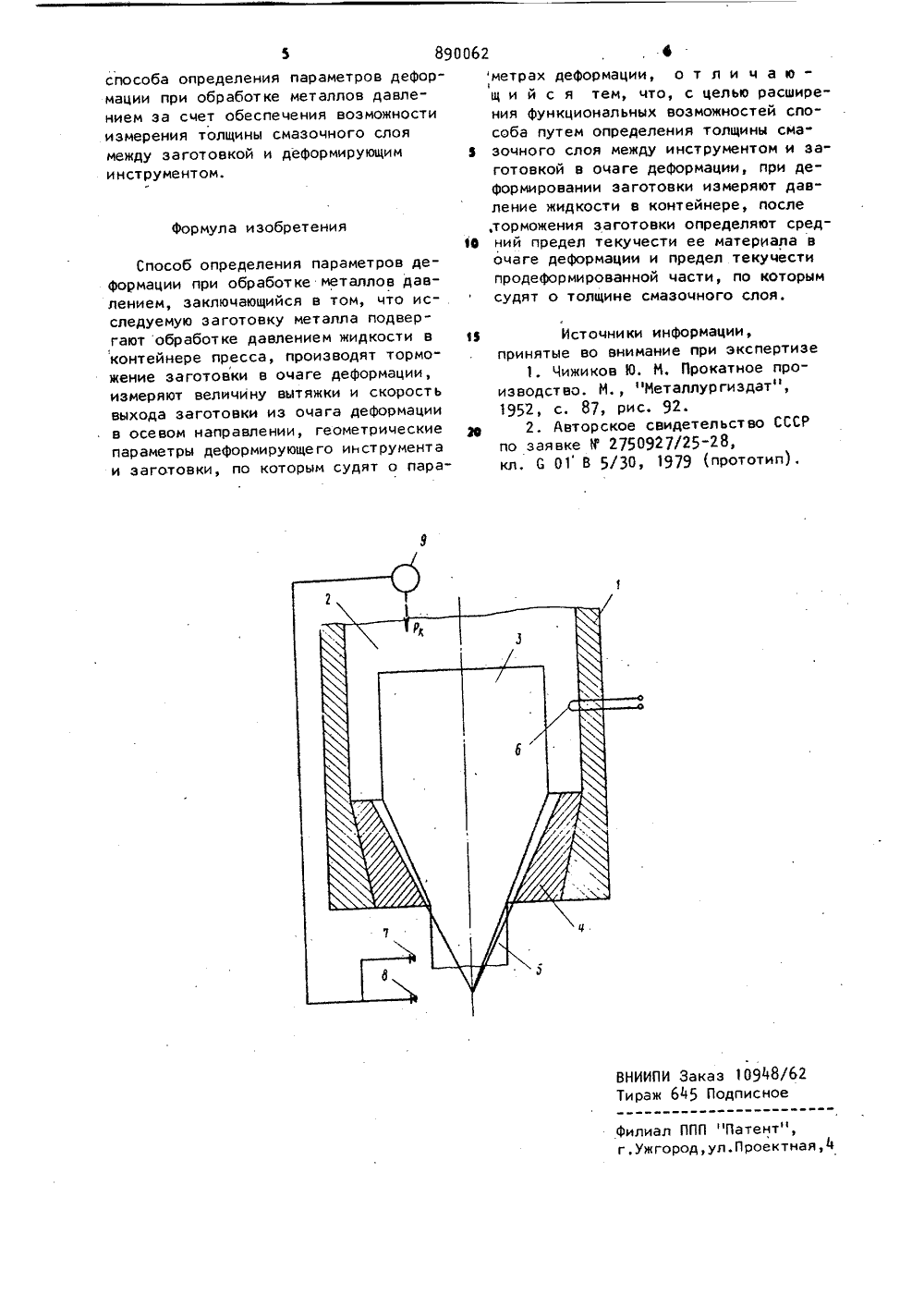
ОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ22)Заявлено 2002 ВО (21) 2884993/25-28 30 присоединением заявки М23) Приоритет 9 вударатааха кевпвт ВОСР вв дайан нзабретеки 1 и аткрытяй(72) Авторы изобретен Дн ровский ордена .Трудметаллуртический ин 71) Заявнтел) СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ДЕФОРМАЦИ ПРИ ОБРАБОТКЕ МЕТАЛЛОВ ДАВЛЕНИЕМИзобретение относится к измерительной технике, а именно к способам определения параметров .деформации при: обработке металлов давлением,Известен способ определения параметров деформации при обработке металлов давлением, заключающийся втом, что заготовку металла подвергают обработке давлением, измеряют величину вытяжки и скорость выхода заготовки иэ очага деформации в осевомнаправлении , по которым судят о параметрах деформации 1.Недостатками данного способа являются низкая точность, связанная с15тем, что не учитываются такие параметры, как геометрия деформирующегоинструмента, возможные неравномерност ьвытяжки и непостоянство скорости выхода заготовки из очага. деформации,а также недостаточные функциональныевоэможности способа, что выражается вневозможности определения толщинысмазочного слоя. Наиболее близким к изобретению по технической сущности и достигаемому положительному эффекту является способ определения Параметров деформации при обработке металлов давлением, заключающийся в том, что исследуемую заготовку металла подвергают обработке давлением жидкости в контейнере пресса, производят торможение заготовки в очаге деформации, измеряют величину вытяжки и скорость выхода заготовки из очага деформации в осевом направлении, геометрические параметры деформирующего инструмента и заготовки, по которым судят о параметрах деформации 21.Данному способу присущи недостаточ ные функциональные возможности, что выражается в невозможности определения толщины смазочного слоя.Цель изобретения - расширение функциональных возможностей способа определения параметров деформации при обработке металлов давлением путем0062 4матрицы ч и разрезают на образцы.Образцы (3-8 штук) изготавливаютиз темппетов, вырезанных плоскостями, перпендикулярными оси прессования (т.е. подвергшихся равной деформации и упрочению со всех сторон).На образцах вырезанных из части заготовки 3, соответствующей зоне оцага деформации, определяют предел те 1 О куцести каждого из образцов (путемиспытания на пластомере) и среднийпредел текучести материала заготовки в очаге деформации. На образцах,.вырезанных из продеформированной часО ти 5 заготовки 3, определяют пределтекучести, Кроме того, определяютвязкость жидкости 2 при температуреиспытаний,Используя полученные данные, тол 26 щину смазочного слоя определяют поФормуле 89 19 1 Я уб, е - " а,Р.р "Ц21р,1 1 Я 36 где Заготовку 3 помещают в контейнер1, вводят передним концом в матрицу4 и нагружают давлением жидкости 2, достаточным для продавливания заго 4 Отовки 3 через матрицу ч, и измеряютдатчиком 6 давление жидкости 2.Прохождение переднего торца продеформированной части 5 заготовки 3 регистрируется фотодатчиком 7 и 8, цто4позволяет определить осевую скоростьпродеформированной части 5 заготовки3 при выходе из очага деформациикак отношение расстояния между фото датциками 7 и 8 к интервалу временипрохождения мимо них переднего торца56части 5 заготовки 3. При прохождении передним торцом части 5 заготовки 3фотодатчика 8 последний дает сигнал исполнительному механизму 9 привода пресса на сброс давления жидкости 2в контейнере 1, что обеспечивает торможение заготовки 3. После торможения заготовки 3 ее извлекают из 0 1 определения толщины смазочного слоямежду инструментом и заготовкой Р очаге деформации,Указанная цель достигается тем,что при деформировании заготовки измеряют давление жидкости в контейнере, после торможения заготовки определяют средний предел текучести еематериала в очаге деформации и пределтекучести продеформированной части,по которым судят о толщине смазочного слоя.На чертеже показано устройстводля осуществления, способа определения параметров деформации при обработке металлов давлением. Устройство содержит контейнер 1 пресса, заполненный жидкостью 2, в который помещается заготовка 3, устанавливаемая передним концом в матрицу 1, В результате формоизменения получают продеформированную часть 5 заготовки 3. Давление жидкости 2 в контейнере пресса измеряется датчиком 6, Вблизи выходного отверстия/матрицы ч вдоль продольной оси контейнера 1 размещены последовательно два фотодатчика 7 и 8, связанные с исполнительным механизмов 9 привода пресса.Способ определения параметров деФормации при обработке металлов давлением осуществляется следующим образомм. ИЧ Ж о) р 1Т" р созсЬ вязкост ь жидкости, н с, м скорость выхода продеформированной цасти заготовки в осевом направлении из очага деформации, м/с;текущее значение радиуса заготовкимрадиусы заготовки до и после деформации соответственно, м; суммарная вытяжка заготовки в рез льтате обработкидавлением;полуугол конусности матрицы;коэффициент Лодэ;средний предел текучести"материала заготовки в очаге деформации и предел те-,кучести материала заготовки после деформации соответственно, Н/м 1давление жидкости в контейнере пресса, Н/м; Применение изобретения позволяетрасширить функциональные возможности5 890062 способа определения параметров деформации при обработке металлов давлением за счет обеспечения воэможности измерения толщины смазочного слоя между заготовкой и деформирующим 5 инструментом. метрах деформации, о т л и ч а ющ и й с я тем, что, с целью расширения функциональных воэможностей способа путем определения толщины смазочного слоя между инструментом и заготовкой в очаге деформации, при деформировании заготовки измеряют давление жидкости в контейнере, после ,торможения заготовки определяют сред О ний предел текучести ее материала вочаге деформации и предел. текучести продеформированной части, по которым судят о толщине смазочного слоя. Формула изобретения 1% Источники информации,принятые во внимание при экспертизе1. Чижиков Ю. И, Прокатное производство, И., "Иеталлургиэдат",1952, с. 87, рис. 92.рв 2. Рвторское свидетельство СССРпо заявке У 2750927/25-28,кл, С 01 В 5/30, 1979 (прототип). НИИПИ Заказ 109 ираж 615 Подписн Способ определения параметров деформации при обработке металлов давлением, заключающийся в том, что исследуемую заготовку металла подвергают обработке давлением жидкости в контейнере пресса, производят торможение заготовки в очаге деформации, измеряют величину вытяжки и скорость выхода заготовки из очага деформации в осевом направлении, геометрические параметры деформирующего инструмента и заготовки, по которым судят о параилиал ППП "Патент", .Ужгород,ул.Проектная,Ь
СмотретьЗаявка
2884993, 20.02.1980
ДНЕПРОПЕТРОВСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ МЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ
ГУЛЯЕВ ЮРИЙ ГЕННАДЬЕВИЧ, БАЛАКИН ВАЛЕРИЙ ФЕДОРОВИЧ
МПК / Метки
МПК: G01B 5/30
Метки: давлением, деформации, металлов, обработке, параметров
Опубликовано: 15.12.1981
Код ссылки
<a href="https://patents.su/3-890062-sposob-opredeleniya-parametrov-deformacii-pri-obrabotke-metallov-davleniem.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения параметров деформации при обработке металлов давлением</a>
Способ обработки отработанных эмуль-сионных смазочно охлаждающих жидкостей

Номер патента: 814392
Опубликовано: 23.03.1981
Авторы: Барыкина, Колесникова, Корчагина, Тюрина, Чекомасов
МПК: B01D 17/04
Метки: жидкостей, отработанных, охлаждающих, смазочно, эмуль-сионных
...калия, обеспечивающего полноту 40разрушения отработанной эмульсии,равРРНаименование и количесп/пдеэмульгатора Хлорная известь 12 г/л ног/л эмульсии. При.,введении в эмульсию марганцовокислого калия в количествах, больших 7 г/л, полнота разрушения смазочно-охлаждающей жидкости практически не изменяется, а а в водной фазе появляются ионы соединений марганца, которые окрашивают водную фазу в розовый цвет.Полученная по данному способу реагентная смесь имеет слабощелочную среду (рН 8,6), и нет необходимости, как во.всех известных способах, в ее нейтрализации. Водная фаза может быть сброшена в водосток, а также использоваться при приготовлении новой смазочно-охлаждающей жидкости.По известному способу в качестве деэмульгатора...
Способ измерения статического давления потока жидкости или газа в зернистом слое

Номер патента: 584205
Опубликовано: 15.12.1977
МПК: G01L 7/00
Метки: газа, давления, жидкости, зернистом, потока, слое, статического
...точность измерения. 1Для повышения точности измерения статистического давления потока жидкости илигаза в зернистом слое по предлагаемому способу для каждого объекта измерения камеру статистического давления выполняют в ви- оде полой перфорированной модели элементаслоя,На чертеже представлено устройство дляреализации предлагаемого способа применительно к зернистому слою, элементы которого имеют форму шара и параллелепипеда,Устройство имеет полую емкость 1, идентичную по форме и размерам элементам слоя,на поверхности которой выполнены отверстия2. В полость датчика введена отборная трубка 3, подключаемая ку прибору типа микросе не показан).Статическое давление потока жидкости измеряют посредством размещения устройства в исследуемой...
Концентрат смазочно-охлаждающей жидкости для финишной абразивной обработки металлов

Номер патента: 1740404
Опубликовано: 15.06.1992
Авторы: Гнатюк, Жулев, Кузнецова, Малий, Позднышева
МПК: C10M 173/02
Метки: абразивной, жидкости, концентрат, металлов, смазочно-охлаждающей, финишной
...с холодной водой (температойниже 10 С) образует трудно растворимые гели, способные исчезать при нагреваниисмеси выше 50 С. Плотность продукта при50 С находится на уровне 1046 кг/м . Прозмышленное название продукта неонолАФ 9-12 или неонол АФ 9-10. В составе предлагаемого концентрата неонол АФ выполняет роль диспергатора поверхностных слоев металла и абразива при взаимном нагружении их в процессе обработки, снижает силы трения, предотвращает слипание отходов обработки, образуя на твердых частицах полимермолекулярные слои с анизотропными свойствами, Способствует снижению напряжений сдвига продуктов диспергирования в зоне обработки и улучшает условия удаления шлама при финишной алмазно-абразивной обработке. Результатом действия...
Способ получения смазочно-охлаждаемой жидкости для холодной обработки металлов

Номер патента: 530899
Опубликовано: 05.10.1976
Авторы: Львов, Рутман, Сафронов
МПК: C10M 3/14
Метки: жидкости, металлов, смазочно-охлаждаемой, холодной
...дает полное основание считать, что в результате обработки лимонной кислотой в 25 керосине происходит образование нового вещества и удаление вреднодействующих ароматических соединений.П р и м е р. В 40 л керосина, нагретые до температуры кипения (- 160 С), вводят 20 г лимонной кислоты и выдерживают 30 мин при температуре кипения. На хонинговальном станке (модель Оф - 38 А) испьггывают полученную СОЖ и керосин при обработке втулок из чугуна СЧ 21 - 40. Диаметр обрабатываемого отверстия 40 мм, длина 80 мм. Хонинговальная головка четырехбрусковая (алмазные бруски АБХ 50 х 6 х 1,5; АСР 125/100, М 1, 100), скорость ее вращения 40 м/мин. Скорость возвратно - поступательного движения 10 м/мин, давление прижима брусков 2 атм, продолжительность...
Способ получения смазочно-охлаждающей жидкости для горячей обработки металлов

Номер патента: 1281588
Опубликовано: 07.01.1987
Авторы: Бердичевский, Вакулова, Постолов, Потехин, Тюльменков
МПК: C10M 177/00
Метки: горячей, жидкости, металлов, смазочно-охлаждающей
...разбавляют горячей водой (70-80 С) до107,-ной концентрации, Тщательно перемешивают при указанных условиях в течение 30-40 мин, затем для стабилизации эмульсии добавляют концентрированную соляную кислоту в количестве0,8 мас.%.После введения кислоты перемешивание ведут 20-30 мин.Полученный продукт затем разбав 1 пяют холодной водой до нужной концентрации,В табл. 1 приведены параметры способа получения СОЖ.Образование солей свободных жирных кислот с триэтаноламином в сочетании с водой и стабилизирующим действием добавок соляной кислоты позволило получить водорастворимую смазочно-охлаждающую жидкость, устойчивуюв течение длительного времени (1218 мес),5 Смазочно-охлаждающая жидкость представляет собой жидкое вещество от бежевого до...
Предыдущий патент: Устройство для измерения распределения нагрузки между зубьями в зацеплении волновой передачи
Следующий патент: Устройство для измерения точности позиционирования подвижных узлов машины
Случайный патент: Способ укладки предметов в тару и тара