Способ изготовления уплотняющих элементов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
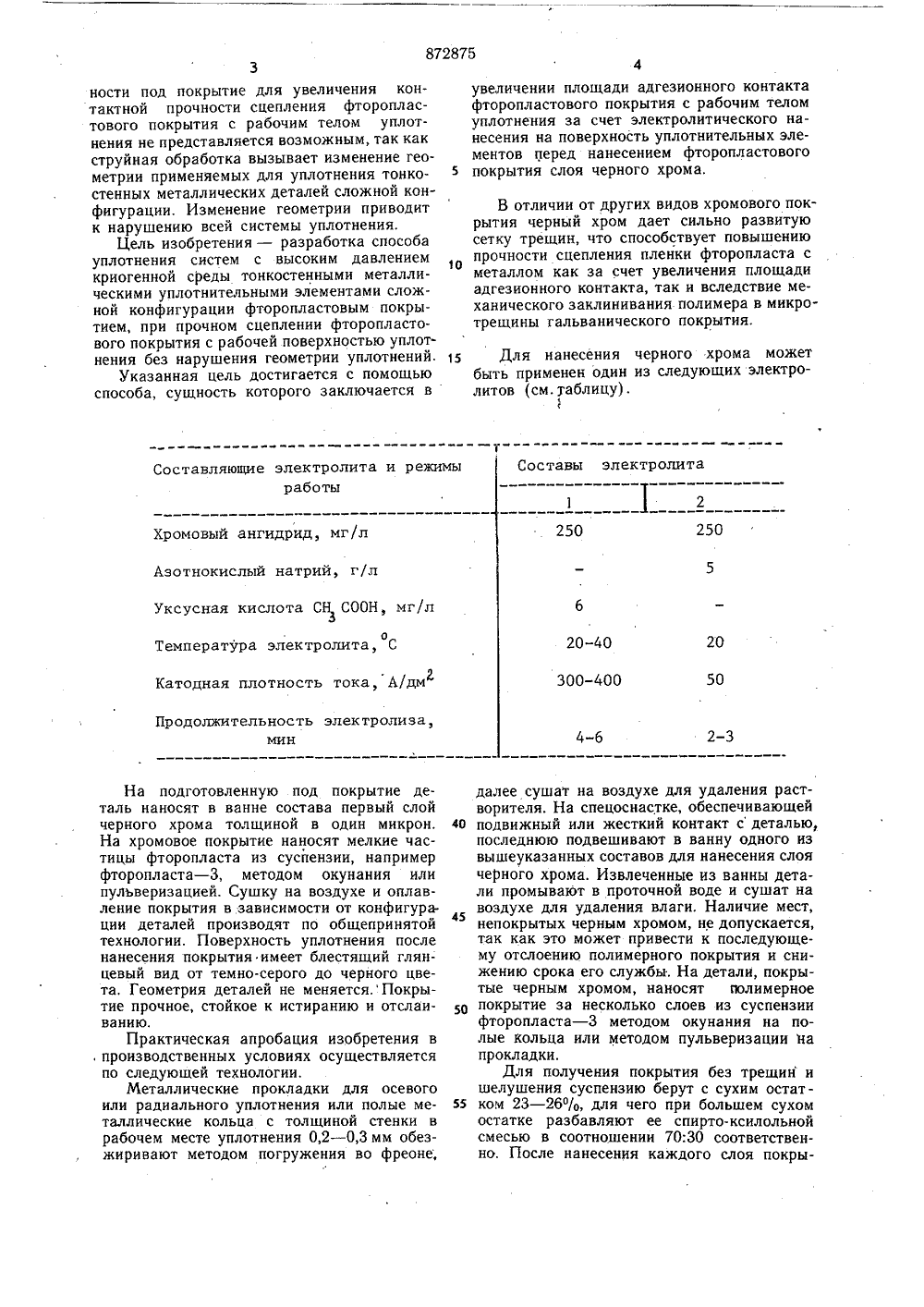
ОП ИСАЙИ ЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскикСоциалистическихРеспублик(51) М. Кл.зГ 16 1 15/081 В 05 0 7/02 Гееударствеллмй кемитет по делам лзебретений и аткрмткйДата опубликования описания 25.10.81(54) СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНЯЮЩИХ ЭЛЕМЕНТОВ 1Изобретение относится к уплотнительной.технике, а именно к способам изготовленияразличных видов металлических уплотнений, работающих при криогенной температуре. Изобретение может быть использованов производстве холодильных машин, в системах криогенных сред,Известен способ изготовления уплотнения в виде гибкого кольцевого кожуха, получаемого давильно-обкатной обработкой, и.тонкого кольца, замыкающего профиль поперечного сечения кожуха и соединенного сним пайкой или сваркой. Для создания самозавирающегося уплотнения в кольце предусмотрено отверстие, обеспечивающее соединение рабочего тела с кожухом в моментработы уплотнения 1,Однако данный способ не обеспечиваетнадежного уплотнения в соединении при изготовлении систем для криогенных сред, работающих при высоких давлениях, так какметалл уплотнений не выбирает микронеровностей ответных деталей.Известен способ нанесения полиэтиленового покрытия на стальную подогретую подложку, предварительно покрытую хром-окисью хрома, при этом полимер, нанесенный на 2сопрягаемые детали, выбирает неточности механического изготовления. По данному способу получается прочное покрытие на деталях плоской конфигурации 2.Однако его использование для полученияполимерного покрытия на деталях сложной 5 конфигурации, работающих при криогеннойтемпературе, невозможно, так как-во-первых, трудно осуществить плотную прикатку роликом пленки по всему сложному контуру детали, во-вторых, полиэтиленовое покрытие неработоспособно при криогенной температуре.Известен способ уплотнения систем фторопластовым покрытием, наносимым на сопрягаемые поверхности. При этом перед нанесением фторопластового покрытия на сопрягаемые поверхности предварительно наносят слой металла осаждением электролитическим методом 3.Однако данный способ хотя и позволяетприменять металлополимерную систему фторопласт-металл, при криогенной температуре недостаточно эффективен в условиях работы ф системы при высоких давлениях из-за недостаточной адгезии покрытия к металлу. Применять же широко известный в промышленности метод струйной обработки поверх872875 увеличении площади адгезионного контакта фторопластового покрытия с рабочим телом уплотнения за счет электролитического нанесения на поверхность уплотнительных элементов перед нанесением фторопластового 5 покрытия слоя черного хрома. В отличии от других видов хромового покрытия черный хром дает сильно развитую сетку трещин, что способствует повышению 10прочности сцепления пленки фторопласта с металлом как за счет увеличения площади адгезионного контакта, так и вследствие механического заклинивания полимера в микро- трещины гальванического покрытия,15 Для нанесения черного хрома можетбыть применен один из следующих электролитов (см. таблицу) .1 Составляющие электролита и режимы работы20 50 2-3 4-6 далее сушат на воздухе для удаления растворителя. На спецоснастке, обеспечивающей 40 подвижный или жесткий контакт с деталью,последнюю подвешивают в ванну одного из вышеуказанных составов для нанесения слоя черного хрома. Извлеченные из ванны детали промывают в проточной воде и сушат на воздухе для удаления влаги. Наличие мест, непокрытых черным хромом, не допускается, так как это может привести к последующему отслоению полимерного покрытия и снижению срока его службы, На детали, покрытые черным хромом, наносят полимерное 50 покрытие за несколько слоев из суспензиифторопласта - 3 методом окунания на полые кольца или методом пульверизации на прокладки.Для получения покрытия без трещин ишелушения суспензию берут с сухим остат ком 23 - 26%, для чего при большем сухомостатке разбавляют ее спирто-ксилольной смесью в соотношении 70:30 соответственно. После нанесения каждого слоя покрыности под покрытие для увеличения контактной прочности сцепления фторопластового покрытия с рабочим телом уплотнения не представляется возможным, так как струйная обработка вызывает изменение геометрии применяемых для уплотнения тонкостенных металлических деталей сложной конфигурации. Изменение геометрии приводит к нарушению всей системы уплотнения.Цель изобретения - разработка способа уплотнения систем с высоким давлением криогенной среды тонкостенными металлическими уплотнительными элементами сложной конфигурации фторопластовым покрытием, при прочном сцеплении фторопластового покрытия с рабочей поверхностью уплотнения без нарушения геометрии уплотнений.Указанная цель достигается с помощью способа, сущность которого заключается в Хромовый ангидрид, мг/л Азотнокислый натрий, г/л Уксусная кислота СН СООН, мг/лоТемпература электролита, С Катодная плотность тока, А/дм Продолжительность электролиза,минНа подготовленную под покрытие деталь наносят в ванне состава первый слой черного хрома толщиной в один микрон, На хромовое покрытие наносят мелкие частицы фторопласта из суспензии, например фторопласта - 3, методом окунания или пулъверизацией. Сушку на воздухе и оплавление покрытия в зависимости от конфигурации деталей производят по общепринятой технологии. Поверхность уплотнения после нанесения покрытия имеет блестящий глянцевый вид от темно-серого до черного цвета, Геометрия деталей не меняется.Покрытие прочное, стойкое к истиранию и отслаиванию.Практическая апробация изобретения в , производственных условиях осуществляется по следующей технологии,Металлические прокладки для осевого или радиального уплотнения или полые металлические кольца с толщиной стенки в рабочем месте уплотнения 0,2 - 0,3 мм обезжиривают методом погружения во фреоне,Составы электролита г872875 Формула изобретенияСоставитель Ю. КоролевРедактор М. Хома Техред А. Бойкас Корректор А. ФеренцЗаказ 8992/57 Тираж 1009 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий13035, Москва, Ж - 35, Раушская. иаб., д. 4/5филиал ППП Патент, г. Ужгород, ул. Проектная, 4 5тия деталь выдерживают на воздухе 10 - 20 мин и в термошкафу при 275 - 5 С 30 - 50 мин в зависимости от размеров деталей, После нанесения последнего слоя и оплавления покрытия в термошкафу проводят закалку покрытия путем погружения детали в воду с температурой 20 - 30 С. Разрыв во времени между температурой 275 С и температурой 20 - 30 С минимальный. Номинальная толщина покрытия 80 - 120 мкм.Изготовление уплотнений изложенным способом позволяет использовать их для О уплотнения высоконапряженных систем для криогенных сред при температуре от +50 до -183 С и давления до 60 МПа. Способ изготовления уплотняющих элементов сложной конфигурации с фторопластовым покрытием, включающий предварительную обработку покрываемой поверхности с последующим нанесением на нее фторопластового покрытия и термообработкой, отличающийся тем, что, с целью повышения прочности сцепления при сохранении первоначальной геометрии изделий, на их поверх- ность перед нанесением фторопластового покрытия наносят электролитический слой черного хрома. Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР202660, кл. Р 16 Л 15/08, 1966. 2. Патент США3679613,кл, 156 - 309, опублик. 1974, 3. Авторское свидетельство СССР388156, кл. 1" 16 Л 15/34, 1973 (прототип).
СмотретьЗаявка
2841779, 23.11.1979
ПРЕДПРИЯТИЕ ПЯ М-5729
ПАНФИЛОВ ВАДИМ БОРИСОВИЧ, СВИРИДОВА НИНОН ТИХОНОВНА, КОДИНЦЕВА ТАМАРА АНАТОЛЬЕВНА
МПК / Метки
МПК: F16J 15/08
Метки: уплотняющих, элементов
Опубликовано: 15.10.1981
Код ссылки
<a href="https://patents.su/3-872875-sposob-izgotovleniya-uplotnyayushhikh-ehlementov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления уплотняющих элементов</a>
Установка для нанесения покрытий

Номер патента: 204543
Опубликовано: 01.01.1967
Авторы: Белый, Климович, Снежков, Струнин
МПК: B05C 19/02, B29C 41/20, B29C 41/36, B29C 41/46
...заслонка.Для повышения качества покрытий дпосле нанесения покрытия попадает вс определенной теплофазовой средой. ЗО Сущность изобретения поясняется приложенной схемой устройства.Устройство состоит из телескопической трубы 1 с коническим раструбом 2, внутри которого находится кольцевое пористое дно 3 и центральный патрубок 4. Система циркуляции состоит из электродвигателя 5 с вентилятором б, воздухопроводов, имеющих регулирующие заслонки 7, 8 и нагревателей 9, 1 О; кольцевых камер поддува с соплами 11, 12, воздушной камеры 18 наддува для псевдоожижения и камеры 14 разрежения с пористой стенкой 15 и телескопической заслонкой 1 б. В верхней части устройства находится нагреватель 17 с лотком 18. В нижней части - сосуд 19 с амортизирующей...
Способ нанесения покрытий на экраны цветный электроннолучевых трубок

Номер патента: 549847
Опубликовано: 05.03.1977
Авторы: Бродский, Иванов, Савостиков, Силин, Строганов
МПК: H01J 9/00
Метки: нанесения, покрытий, трубок, цветный, экраны, электроннолучевых
...при нанесении покрытий на экраны ЦЭЛТ, например люминофорного, токопроводящего, лака и т. д.Известны способы нанесения покрытий на экраны кинескопов с помощью сил гравита. ции (1.Прототипом изобретения является способ нанесения покрытий на экраны центрифуги рованием, при котором происходит сброс из гн 1 ш к о в и о к р ыт и я (21,Недостатком этих способов является загрязнение поверхности бортов экрана наносимым покрытием и попадание его на рабочую поверхность,Цель изобретенияспособа нанесения пЦЭЛТ, при котором иизлишков ианосиныхрабочую поверхность.Указанная цель достигается тем, что сброс излишков покрытий при центрифугировании осуществляют через углы экрана пр 11 положении последнего бортами вверх при частот( вращения 160 - 175...
Способ нанесения покрытий

Номер патента: 597543
Опубликовано: 15.03.1978
Авторы: Баженов, Дорожкин, Ярмолович
МПК: B23P 3/10
...экранизируюшие устройства и т. п.С целью расширения технологическихвоэможностей нанесения покрытий путемнанесения, покрытий из неэаектропроводпыхпорошковых материалов по предлагаемомуспособу колебании от электромагнитногополя индуктора усиливают при помощи упругого элемента, на который устанавливают иэделие.На чертеже изображено устройство, реалиэующее предлагаемый способ,Изделие 1 с засыпанным порошковымматериалом 2 устанавливают на опору 3,которая в свою очередь опирается на упругий элемент 4, Вместе с. корпусом 5 изделие вводят в зону действия нагревательного индуктора 6. Злектромагнитное полеиндуктора вызывает нагрев изделия и интенсивные механические колебания изделияи расппавляемого порошкового материала,воспринимаемые...
Устройство для двухстороннего нанесения покрытий на рулонные материалы

Номер патента: 620280
Опубликовано: 25.08.1978
МПК: B05C 1/08
Метки: двухстороннего, материалы, нанесения, покрытий, рулонные
...стороны доэирующего вапкавНа чертеже изображена схема устройства для двустороннего нанесения покрытий на рулонные материапы.Устройство содержит ролик 1 дпя подачи рупонного материапа 2 к доэируюше3му рельефному валку 3 с канавками 4и нижнеьр прижимному эластичному валку 5, Фипьеру 6 (приспособление дпя подачи материала покрытия), нож 7 дпяснятия изпищков покрытия, направляющие валки 8, сушильную камеру 9, допопнитепьный верхний прижимной епастичный ф валок 10 и дополнительную фипьеру 11,Работает устройство следующим обра-,зом.Рулонный материал 2 непрерывно по-дается через родик 1 в зону нанесения 1 йпокрытия между дозируюцум рельефнымвлкм 3 и нижним прижимным епвстичным валком 5, Покрытие поступает изфипьеры 6 в канавки 4...
Устройство для нанесения покрытий

Номер патента: 643211
Опубликовано: 25.01.1979
Автор: Горынин
МПК: B05C 7/04
...6 связан гибкий орган 8, концы которого через блоки 9и планку ХО соединены с грузовымэлементом 11, имеюшим указательнуюстрелку 12,Устройство работает следующим обазом,ь рВ корпус Р камерзагружают иэделия, ндиаметром 3 мм. Врашнакручивая гибкий ор43211 4Поскольку в уравнении 3является конструктивным фактором, то иэ етого же уравнения следует, что высота Ьподъема покрытия в изделиях может бытьоднозначно задана высотой Н падениягрузового влемента 11 или его массойв. Инда маховик остановится, его фиксируют в исходном состоянии. Далее ме"нявт детали в держателе 4, восполняют 10 расход жидкого покрытия 1 и повторяютоперацию покрытия.Осуществление подъема жидкости вдеталях посредством центробежной силы,действующей равнозначно во всех иэде...
Предыдущий патент: Герметизирующее покрытие
Следующий патент: Манжетное уплотнение вала
Случайный патент: Устройство для измерения еомплексных сопротивлений