Система управления правильным прессом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
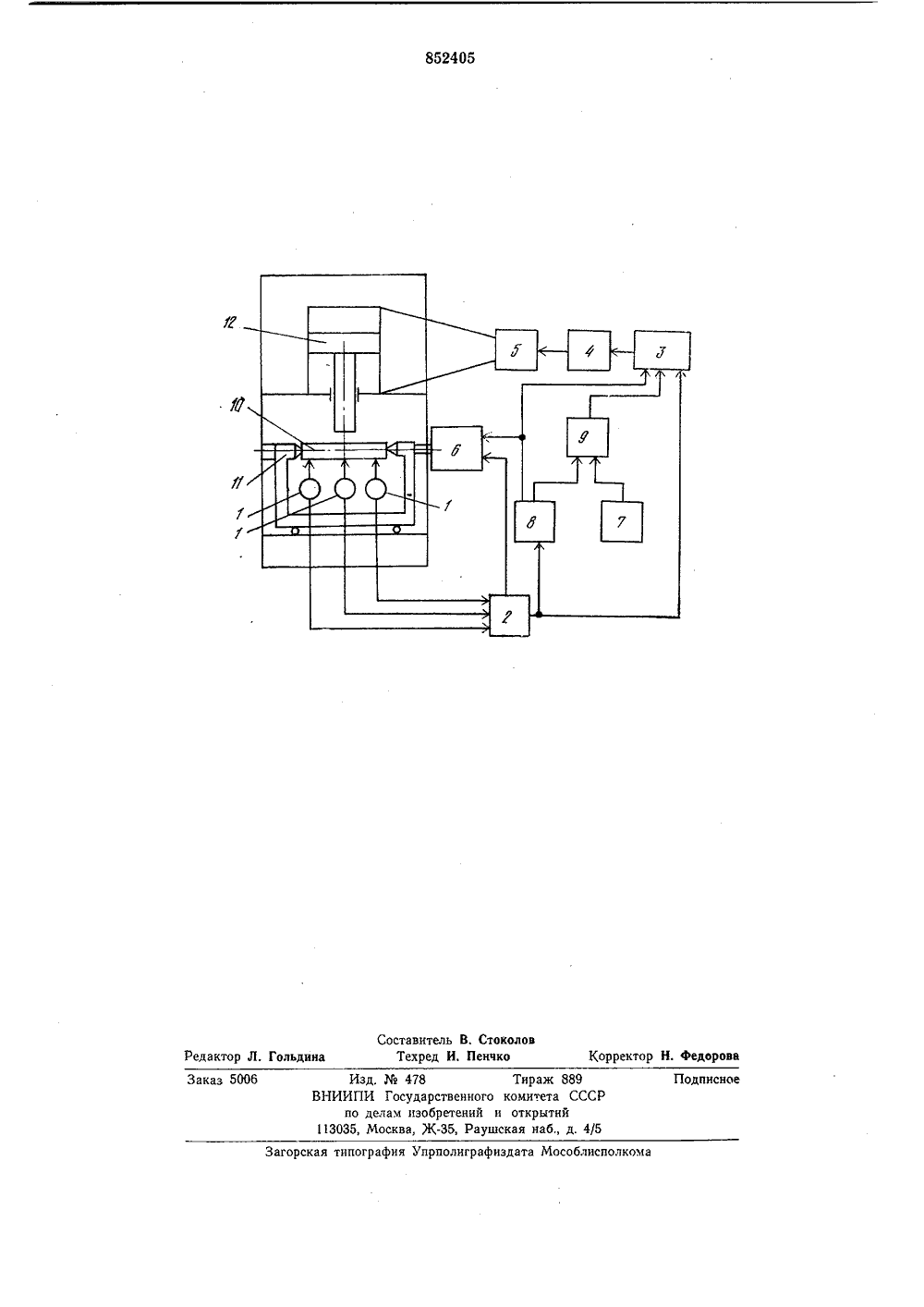
) Дата опубликования опи ния 07.08.8) СИСТЕМА УПРАВЛЕНИЯРАВИЛЬНЫМ ПРЕССОМ Изобретение относится к области машиностроения, в частности к конструкцииустройств управления прессовым оборудованием,Известна система управления правильным прессом, содержащая последовательно соединенные датчики кривизны, коммутатор, суммирующее устройство и блок управления, выход которого подключен квходу электрогидравлического привода 1пресса, а также программирующее устройство 11.Однако при отклонениях диаметра деталей от запрограммированного значения,а следовательно, и изменения величины 1упругого прогиба требуется дополнительное число прогибов, что вызывает снижение производительности.Цель изобретения - повышение производительности системы управления правильным прессом.Для этого система, содержащая последовательно соединенные датчики кривизны, коммутатор, суммирующее ус 1 ройствои блок управления, выход которого подключен к входу электрогндравлическогопривода пресса, а также программирующее устройство, снабжена блоком определения радиуса детали, приводом вращениядетали и блоком деления, причем выходы 3 2блока определения радиуса детали подключены один к входам привода вращения детали и суммирующего устройства, а другой к одному входу блока деления, к другому входу которого подсоединен выход программирующего устройства, при этом выходы коммутатора соединены один с входами суммирующего устройства и блока определения радиуса детали, другой с входом привода вращения детали, а выход блока деления подключен к входу суммирующего устройства,Блок-схема системы управления правильным прессом приведена на чертеже.Система управления содержит последовательно соединенныс датчики 1 кривизны, коммутатор 2, суммирующее устройство 3, блок 4 управления, выход которого подключен к входу электрогидравлического привода 5, привод 6 вращения детали, вход которого подключен к выходу коммутатора 2, программирующее устройство 7, блок 8 определения радиуса детали, вход которого подключен к выходу коммутатора 2, а выход подключен к входам привода 6 вращения детали и суммирующего устройства 3, блок 9 деления, выход которого подключен к входу суммирующего устройства 3, а входы подключены к выходам блока 8 определения радиуса и про1 О .а 20 25 зо о, и ЬУо - ,ЗЕ(г + Лг) 35 40 45 50 55 бо б 5 3граммирующего устройства 7. Деталь 10, предназначенная для правки, устанавливается в центрах 11, а плунжер 12 пресса перемещается электрогидравлическим приводом 5.Система управления обеспечивает сокращение числа правильных прогибов путем определения действительной величины радиуса детали и необходимой величины упругого прогиба соответствующей этому радиусу и определяемой выражением: где о, - предел текучести материала детали;Е - модуль упругости;а - расстояние от опоры до контролирующего датчика;6 - расстояние от контролирующегодатчика до второй опоры;г - номинальный радиус детали;Лг - допуск радиуса детали.Система работает следующим ооразом.В исходном положении деталь О установлена в центрах 11, плунжер 12 пресса перемещен электрогидравлическим приво. дом 5 в верхнее положение, коммутатор 2 подключает к входу блока 8 определения радиуса выход датчика 1 кривизны одного из контролируемых сечений детали, в программирующем устройстве 7 запрос,аб граммирована величина равнаязеПривод 6 вращения детали поворачивает деталь 10 на 360, при этом сигнал с выхода датчика 1 кривизны через коммутатор 2 подается на вход блока 8 определения радиуса детали. Блок 8 определения радиуса детали вычисляет действительную величину радиуса детали с учетом допуска, путем сложения величины номинального радиуса детали, запрограммированной в блоке 8 определения радиуса детали, с полусуммой максимального и минимального показаний датчика 1 кривизны, являющейся величиной отклонения радиуса детали от номинального, и полученный результат подает на вход блока 9 деления.Блок 9 деления вычисляет величину упругого прогиба детали уо путем деления величины, поступающей с выхода программирующего устройства 7, на величину радиуса детали, поступающей с выхода блока 8 определения радиуса детали и полученный результат подает на вход суммирующего устройства 3.Привод 6 вращения детали поворачивает деталь 10 до момента равенства показания датчика 1 кривизны, подаваемого на вход привода 6 вращения детали с выхода коммутатора 2, величине отклонения радиуса детали, подаваемой с выхода бло ка 8 определения радиуса детали, а затем 4поворотом на 90 устанавливает детал 10 кривизной вверх.Электрогидравлический привод 5 пресса перемещает плунжер 12 вниз и совершает первый прогиб детали 10 за ее прямое положение на величину упругого прогиба уо, подаваемого на вход блока 4 управления с выхода суммирующего устройства 3, а затем возвращает плунжер 12 пресса в верхнее положение. Суммирующее устройство 3 вычисляет величину ос таточной кривизны детали 10, как раз ность показания датчика 1 кривизны, подаваемого с выхода коммутатора 2, и величины отклонения радиуса детали, пода. ваемой с выхода блока 8 определения радиуса детали, и полученный результат поДает на ВХОД блока 4 праВления.Второй и последующие прогибы детали 10 электрогидравлическим приводом 5 увеличиваются по сравнению с предыдущим на величину остаточной кривизны детали, вычисляемой суммирующим устройством 3.Правка детали в выбранном контролируемом сечении прекращается, когда величина остаточной кривизны детали не будет превышать допустимой. При правке детали в следующих сечениях процесс повторяется аналогично.Эффективность использования системы управления достигается повышением производительности процесса правки. Формула изобретения Система управления правильным прессом, содержащая последовательно соединенные датчики кривизны, коммутатор, суммирующее устройство и блок управления, выход которого подключен к входу электрогидравлического привода пресса, а также программирующее устройство, о тличающаяся тем, что, с целью повышения производительности, она снабжена блоком определения радиуса детали, приводом вращения детали и блоком деления, причем выходы блока определения радиуса детали подключены один к входам привода вращения детали и суммирующего устройства, а другой к одному входу блока деления, к другому входу которого подсоединен выход программирующего устройства, при этом выходы коммутатора соединены один с входами суммирующего устройства и блока определения радиуса детали, другой с входом привода вращения детали, а выход блока деления подключен к входу суммирующего устройства. Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССР позаявке М 2557650/25-27, кл, В 21 Э 3/10,20.12.77.. СтоколоПенчко остави орректор Н, федоров едактор Л, Гольди каз 5006 Изд,478 Тираж 889 ВНИИПИ Государственного комитета СССР по делам изобретений н открытий 113035, Москва, Ж, Раушская наб д. 4/5одписное агорская типография Упрполиграфнздата Мособлисполком
СмотретьЗаявка
2802407, 30.07.1979
ЭКСПЕРИМЕНТАЛЬНЫЙ НАУЧНО-ИССЛЕДОВА-ТЕЛЬСКИЙ ИНСТИТУТ КУЗНЕЧНО-ПРЕССО-ВОГО МАШИНОСТРОЕНИЯ
ПОВАЛЯЕВ СТАНИСЛАВ АЛЕКСЕЕВИЧ, РЫЖКОВ НИКОЛАЙ АРХИПОВИЧ
МПК / Метки
МПК: B21D 3/10
Метки: правильным, прессом
Опубликовано: 07.08.1981
Код ссылки
<a href="https://patents.su/3-852405-sistema-upravleniya-pravilnym-pressom.html" target="_blank" rel="follow" title="База патентов СССР">Система управления правильным прессом</a>
Устройство для регистрации входа и выхода

Номер патента: 773660
Опубликовано: 23.10.1980
Авторы: Варламов, Дубинин, Подкопаев, Прозоров, Романов, Солдатин
МПК: G07C 9/00
Метки: входа, выхода, регистрации
...блоком 9 контроля на нечет и контрольную сумму, который в свою очередь соединен с блоком 10 памяти емкостью 4 кбайта. Блок 10 памяти соединен с блоком 11 согласования с вычислительной машиной, через который осуществляется передача массива информации на внешнее устройство выводов вычислительной машины. Блок 8 селекции, блок 9 контроля, блок 10 памяти и блок 1 1 согласования с вычислительной машиной подключен к блоку 12 управления, предназначенному для управления всеми операциями передачи информации и выполненному в виде управляемого коммутатора.Между блоками 12 управления и блоком 8 селекции включен блок 13 регистрации времени, предназначенный для подачи кода текущего времени и включения и выключения всего устройства по заранее заданной...
Устройство для регистрации входа и выхода персонала

Номер патента: 1381561
Опубликовано: 15.03.1988
Авторы: Бирюков, Мосягин, Староверов, Терещенко
МПК: G07C 9/00
Метки: входа, выхода, персонала, регистрации
...блоки 9 - 12 управляющей цепи направляет в соответствующий блок 2 считывания сигнал запроса информации. По этому сигналу блок считывания информации выдает информационный код, который по информационной цепи поступает в блок 8. Последний через управляющую цепь посылает в блок считывания информации сигнал окончания обслуживания.Информация о текущем времени или времени прихода (ухода) трудящегося формируется в вычислительной машине программным путем с использованием стандартных устройств и программ управляющих вычислительных машин для организации текущего времени.В качестве управляющей вычислительной машины может быть использована любая серийно изготавливаемая управляющая машина, связанная с блоком 8 опроса.Отметка времени вырабатывается...
Устройство для опроса входов программируемого контроллера

Номер патента: 1718184
Опубликовано: 07.03.1992
Авторы: Ерошенко, Шахназаров
МПК: G05B 19/18
Метки: входов, контроллера, опроса, программируемого
...соединен с выходом первого блока памяти данных, второй блок памяти данных, адресные входы которого соединены с соответствующими входами первого блока памяти данных и соответствующими адресными входами мультиплексора и подключены к соответствующим адресным выходам программируемого контроллера, второй запоминающий элемент, информационный вход которого соединен с выходом второго блока памяти данных, первый выход синхронизации программируемого контроллера подключен к входам выборки первого и второго блоков памяти данных, второй выход синхронизации соединен с входом записи первого и второго запоминающих элементов, а третий выход синхронизации подключен к входу управления записью-считыванием первого блока памяти данных, содержит элемент...
Устройство для контроля входа и выхода рабочих и служащих

Номер патента: 615514
Опубликовано: 15.07.1978
Авторы: Козинцев, Морозов, Покидаев, Шаровар
МПК: G07C 1/10
Метки: входа, выхода, рабочих, служащих
...открывается сигналом, вырабатываемым формирователем 13 опроса регистра анализа, Появившийся сигнал на ее выходе проходит через элемент ИЛИ 25 на формирователе 8 выходной информации, который под действием этого сигнала вырабатывает ответную информацию, разрешающую вход на объект по шйне 12, й сигйал 5 10 15 20 25 30 35 40 45 50 55 60 65 на элемент И 40. Элемент И 40, подготовленный по другому входу блоком 1 приема команд, срабатывает и появившийся сигнал на его выходе поступает через элемент ИЛИ 42 на элементы И 30, 31 блока 10 корректива и через элемент ИЛИ 6 на блок памяти 9 и второй формирователь 18 сигналов управления блоком памяти, В результате избирательная схема 31 выбранного дешифратора 4 информативного узла 27 срабатывает...
Устройство для настройки терморегуляторов с релейным элементом на выходе

Номер патента: 1084764
Опубликовано: 07.04.1984
Авторы: Базаров, Бирюков, Ершова, Семовских
МПК: G05D 23/19
Метки: выходе, настройки, релейным, терморегуляторов, элементом
...памяти, первый вход которого через третий элемент И соединен с первыми входами четвертого, пятого и шестого элементов И и свыходом второго элементапамяти, второй вход третьего элемента памяти, являющийся первым информационным входом блока настройки, связан с первым входом второго элемента И и в,горым входом шестого элемен та И, третий вход которого, являющий- ся первым управляюшим входом блоканастройки, подключен к второму входутретьего элемента И и первому входупервого элемента памяти, вторым входом связанного с первым входом второгО элемента памяти, а выходом черезпервый элемент И с вторым входомвторого элемента памяти, причем втозрой вход первого элемента И, являющийся вторым управляющим входомблока настройки, связан с вторымвходом...
Предыдущий патент: Шпулеприемное устройство
Следующий патент: Штамп для вытяжки полых преиму-щественно тонкостенных деталей
Случайный патент: Устройство динамического приоритета