Способ термической обработки движу-щегося проката
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 850683
Авторы: Булкин, Копаев, Крылов, Набутовская, Свиченская, Сидоров, Слоним, Целиков

Текст
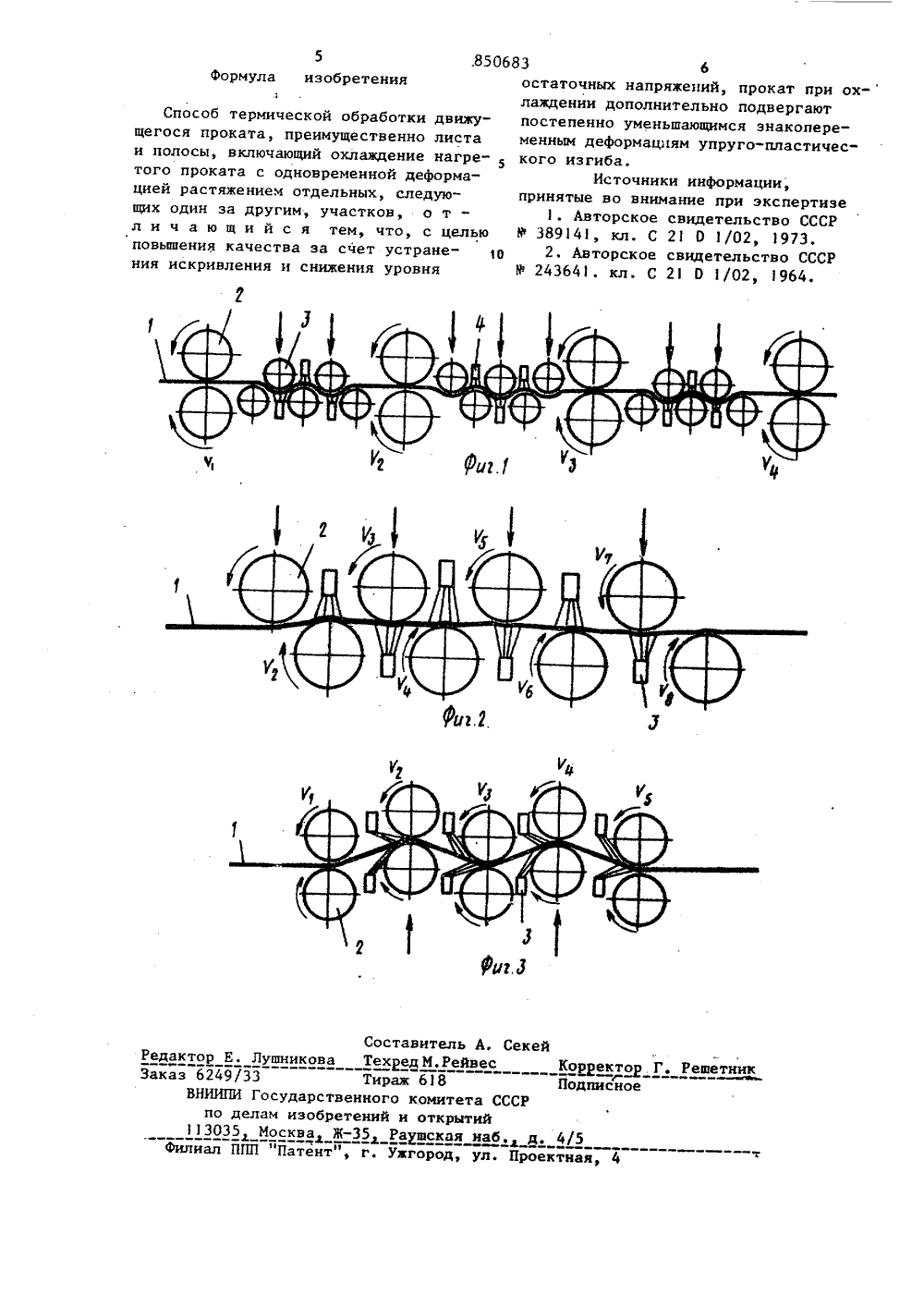
и 850683 Союз СоввтскнкСоциалистическиРеспубики ОП ИСАНЫЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ)М, Кл. С 21 0 1/02 2)Заявлено 17,04.78 (21) 2604544/22 - 0 присоединением заявки 3 Ж Гфсударстеекква катетет СССР пэ делам кзебретеккк к атзцаткй23) Приоритет публиковано 30.0 53) УДК 621.785 ,79(088.8)81 Бюллетен Дата опубликовани 07.81 описани(54) СПОСОБ ТЕРИИ СКОЙ ОБРАБОТКИ ДВИЖУЩЕГОСОКАТА термовляется п ток особенна о маботанто прообработке листового и паласов териала. В дальнейшем термоаб ный по известному способу про подвергают правке. Правка так ката, получившего значительно ление и большие внутренние ос напряжения, оказывается весьм нительной, так как требует бо формаций, нередко приводящихлению трещин. короаточн затрудьших дезоявИзобретение относится к металлур- гии, в частности к термической обработке листа и полосы.Известен способ термической обработки движущегося проката, при кото 5 ром нагретый прокат охлаждают и в процессе охлаждения к нему прикладывают усилия в направлении движенияНедостатком способа является ни кое качество термически обработанного проката по его геометрическим параметрам. Это объясняется тем, что к прокату прикладывают лишь тянущие усилия, воздействуя несколькими пара-, ми оппозитно расположенных роликов.В т 5 промежутках между парами роликов охлаждаемый металл в результате фазовых превращений, неравномерности охлаждения и других факторов искривляется в различных направлениях и в нем возникают О значительные внутренние напряжения, Прилагаемые к прокату усилия обеспечивают лишь его транспортировку и не препятствуют короблению, Этот недосин, А Г Копаев, Й Й=Щапов-Свиченская, И.И, Сидоров Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ термической обработки движущегося проката, который в процессе охлаждения подвергают деформациям растяжения атедельными, следующими один за другим участками, воздействуя несколькими парами оппазитивно расположенных роликов, каждой последующей паре которых сообщают несколько большую окружную скорость, чем предьдущей 2.та отдельными, следующими один за другим, участками, Ролики 3 установлены в шахматном порядке один относительно другого и имеют возможность перемещаться в вертикальномнаправлении с помощью нажимных устройств (не показано) и устанавливаться на различные, постепенноуменьшающиеся по ходу движения прдката, величины прогиба. Такое расположение рабочих роликов позволяетподвергать охлаждаемый металл одновременно деформациям растяжения и,изгиба.П р и м е р 2 . На фиг, 2 показан другой пример реализации предлагаемого способа. Здесь нагретый прокатперемещается и изгибается приводны -ми роликами 2, установленными в шахматном порядке, верхний ряд которыхтакже снабжен нажимными механизмами.Однако в данном случае привод вращения роликов осуществляется таким образом, что окружная скорость каждогопоследующего ролика выше скоростипредыдущего, что обеспечивает движущемуся прокату также и сообщение усилий растяжения,30 35 40 45 П р и м е р 3. На Фиг. 3 изображентретий пример осуществления способа,В данном случае прокатполучает деФормации растяжения и изгиба при помощи нескольких пар оппозитивных приводных роликов 2, вращающихся с различными скоростями, при этом каждаяпоследующая пара роликов смещена ввертикальном направлении относительно предыдущей на величину прогиба,ностепенно уменьшающуюся по ходудвижения проката. Форсунки 4 размеще;ны здесь в промежутках между рабочими роликами.Предлагаемый способ был проверенв лабораторных условиях при термической обработке полосы 500 к 4 мм из стали Ст. 3,фНагретая до 950 С полоса растягивалась между двумя парами тянущих роликов, создающих натяжение 2000 кг, и подвергалась знакопеременной многократной деформации упруго-пластического изгиба на многороликовой правильной машине с одновременным охлаждением водой со скоростью охлаждения 200 град/с, После обработки сталь имела б = б 0 кгс/мм, Д = 21,37 55 3 850683Недостатком способа является низкое качество термообработанного проката по его геометрическим параметрам. Это объясняется тем, что с помощью деформаций растяжения, сообщаемых5 прокату, удовлетворительно испрьавляют лишь коробоватость, При этом последняя направляется благодаря тому, что под действием растяжения в листе возникают пластические деформации, в 1 О первую очередь на более коротких волокнах. В результате общая деформация коротких волокон получается большейчем длинных и коробоватость, связанная с различной длиной волокон 15 на листе, уменьшается, Однако, поскольку лист в процессе термообработки приобретает различного вида искривления, т,е. не только коробоватость. но и волнистость, деформациями растяжения не удается добиться высокого качества термообработанного листа по его геометрическим параметрам. С другой стороны, если во время охлаждения при термообработке прокат подвергать энакопеременным деформациям упруго- пластического изгиба, можно добиться высокой степени исправления волнистости листа, но при этом коробоватость остается значительной.Цель изобретения - повышение качества проката за счет устранения искривления и снижения уровня остаточ ных напряжений.Поставленная цель достигается тем, что в способе термической обработки движущегося проката, включающем охлаждение нагретого проката с одновременной деформацией растяжением отдельных, следующих один за другим, участков прокат дополнительно подвергают постепенно уменьшающимся знакопеременным деформациям упруго-пластического изгиба.На Фиг, 1, 2 и 3 представлены примеры осуществления способа.П р и м е р 1. Нагретый прокат (Фиг, ) с помощью нескольких пар приводных оппозитивных роликов 2 транспортируется через холостые ролики 3, между которыми размещены Форсунки 4, подающие охлажуающую жидкость на верхнюю и нижнюю поверхности проката. При этом каждой последующей по ходу движения проката паре приводных оппозитивиых роликов 2 сообщают несколько большую скорость вращения, чем предыдушей, что обеспечивает деформацию растяжения прока 5 .8506Формула изобретения Способ термической обработки движущегося проката, преимущественно листа и полосы, включающий охлаждение нагре того проката с одновременной деформацией растяжением отдельных, следующих один за другим, участков, о т - л и ч а ю щ и й с я тем, что, с целью повышения качества за счет устранения искривления и снижения уровня 83 6остаточных напряжений, прокат при охлаждении дополнительно подвергают постепенно уменьшающимся знакопеременным деформациям упруго-пластического изгиба.Источники информации принятые во внимание при экспертизе. Авторское свидетельство СССР У 389141, кл. С 21 О 1/02, 1973,2. Авторское свидетельство СССР 9 24364. кл . С 2 О 1/02, 1964.Составитель А, Секейшникова Техоед М. Рейвес актор Е 618 Ти яе 4/ Патент Филиал город, ул. Проектная,аказ 6249/33 ВНИИПИ Государ по делам изо 113035 Москватвенног ретений 11 комитета СС открытийушская наб. Корректор. Г. РешетникПодписное
СмотретьЗаявка
2604544, 17.04.1978
ПРЕДПРИЯТИЕ ПЯ А-7697
ЦЕЛИКОВ АЛЕКСАНДР ИВАНОВИЧ, БУЛКИН ВАЛЕНТИН АЛЕКСАНДРОВИЧ, КОПАЕВ АРНОЛЬД ГРИГОРЬЕВИЧ, КРЫЛОВ НИКОЛАЙ ИВАНОВИЧ, НАБУТОВСКАЯ ЛАРИСА АЛЕКСЕЕВНА, СВИЧЕНСКАЯ ГАЛИНА ГЕОРГИЕВНА, СИДОРОВ ИГОРЬ МИХАЙЛОВИЧ, СЛОНИМ АЛЕКСАНДР ЗОСИМОВИЧ
МПК / Метки
МПК: C21D 1/02
Метки: движу-щегося, проката, термической
Опубликовано: 30.07.1981
Код ссылки
<a href="https://patents.su/3-850683-sposob-termicheskojj-obrabotki-dvizhu-shhegosya-prokata.html" target="_blank" rel="follow" title="База патентов СССР">Способ термической обработки движу-щегося проката</a>
Способ контроля кривизны изгиба проката

Номер патента: 1295198
Опубликовано: 07.03.1987
Авторы: Винокурский, Недорезов, Нисковских
МПК: B21D 1/02, G01B 5/00, G01B 5/20
Метки: изгиба, кривизны, проката
...мДля сравнения проводят измерениепрогиба проката известным способом -непосредственно под роликом, и получают Е= 0,28 мм, х = 0,056 мТаким образом, получают повышениеточности контроля на 18,6 Е. 8 Е х.-Ьгде Ь в ,база (длина) линейки, мм;Е., - расстояние от середины линейки до поверхности проката (прогиб проката), мм;- порядковый номер измерения(1 = 1, 2п).После этого, исходя из условия линейного изменения кривизны на, участке упругой деформации, определяют кривизну изгиба проката по фор" 35 мулев( Р.) ( 1) т1:40 где х . - кривизна проката в точкед"го измерения, мм;1 " расстояние от точки контакта проката с роликом доточки Е-го измерения кри Изобретение относится к технике измерений, а более конкретно к определению кривизны изгиба...
Способ термического упрочнения проката

Номер патента: 1541288
Опубликовано: 07.02.1990
Авторы: Баскин, Гермашев, Зборовский, Ивченко, Левченко, Мадатян, Натапов, Нечепоренко, Суриков, Тильга, Худик
Метки: проката, термического, упрочнения
...прокатки с температуры 1050 Сохлаждают в прямоточных охлаждан иустройствах при давлении воды 2,8 МПаи скорости проката 27 м/с до образования в поверхностном слое мартенситана 20 площади поперечного сечениястержня, После окончания ускоренногоохлаждения стержни подвергают самоот"пуску при 550-680 С и последующейсмотке в бунт с внутренним диаметром900 мм. Затем бунты охлаждают на воздухе,Параллельно из стали этого же хи"мического состава прокатьвают стержни диаметром 14 мм, длиной 80-90 м,40которые после прокатки подвергаютпрерванной закалке и самоотпуску при590 С и укладьвают на рейки холодильника.Проводят также прокатку по извес т 45кому способу,Арматурную углеродистую сталь диаметром 14 мм, содержащую,: углерод О, 35, марганец О,...
Способ термического упрочнения проката

Номер патента: 1770398
Опубликовано: 23.10.1992
Авторы: Бабич, Нестеренко, Раздобреев, Сидоренко, Федорова, Чигринский, Ярмош
МПК: C21D 8/00
Метки: проката, термического, упрочнения
...этого слоя, Повышение температуры охлаждающей среды замедляет рост. указанного слоя, Повышение температуры закалки замедляет формирование поверхностного упрочненного слоя,С учетом вышеизложенного в реальных условиях технологических допусков толщина сформировавшегося за одинаковое время мартенситного слоя будет разная и, как следствие, будут иметь место соответствующие колебания механических свойств готового проката.При закалке по мере роста мартенситного слоя повышается сопротивление деформации при одинаковой скорости деформирования. 5 10 15 20 25 30 35 40 45 50 55 Фиксация величины сопротивления деформации на разных этапах закалки с деформацией и прерывание этого процесса наразных этапах позволяет установить зависимость...
Способ термического упрочнения проката

Номер патента: 1823881
Опубликовано: 23.06.1993
Авторы: Гунькин, Ивченко, Костырко, Костюченко, Нечепоренко, Приходько, Рыбалка, Худик
Метки: проката, термического, упрочнения
...прочностных свойств и эффективность самого способа.Минимальные значения стрелы прогиба (0,4 м) и относительного угла окручивания .(0,25 рад/м) не обеспечивают повышения комплекса свойств продуктов распада деформированного мартенсита после его самоотпуска. Ограничение максимального значения степени деформации (0,7 м и 0,84 рад/м) позволяет избежать недопустимое искажение профиля и разрушение мартен- сита.П р и м е р, Реализацию известного и предлагаемого способов осуществляли на действующей установке для термического упрочнения арматурной стали в потоке мелкосортного и проволочного станов комбината "Криворожсталь",Арматурную сталь диаметром 8 мм, содержащую 0.33; углерода, 0,52марганца и 0,08 ф кремния, после прокатки с температуры 1130 С...
Способ термической обработки проката из низкоуглеродистой стали

Номер патента: 730828
Опубликовано: 30.04.1980
Авторы: Андриевский, Багно, Вильямс, Гул, Клюшник, Ковалева, Коробочкин, Сильченко, Сиухин, Шукис
МПК: C21D 1/02
Метки: низкоуглеродистой, проката, стали, термической
...большой длины участка охлаждения.Цель изобретения - уменьшение степени анизотропии механических. свойств за счет устранения структурной ферритоперлитной полосчатости впрокате из ниэкоуглеродистых сталей.Поставленная цель достигается тем, что в известном способе термической обработки, включающем аустенизацию, прокатку, ускоренное регламентированное и нерегламентированное охлаждение, ускоренное охлаждение проводят со скоростью 200-300 град/с до достижения поверхностью проката тумпературы (А, -100)( (А)С.Охлаждение со скоростью более 200 град/с необходимо для. обеспечения требуемого перапада температур, который создается при резком охлаждении поверх кости до температуры (Аг, - 100) 1(А, - 50 ) С, когда основная масса проката сохраняет...
Предыдущий патент: Устройство для циркуляционного вакууми-рования
Следующий патент: Способ изготовления инструмента избыстрорежущей стали
Случайный патент: Мухоловка