Способ окончательной формовкиполуцилиндров из предварительносогнутой c неравномерной по поперечномусечению деформацией растяжения ссжатия продольных волокон заготовкии рабочий инструмент штампа дляосуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
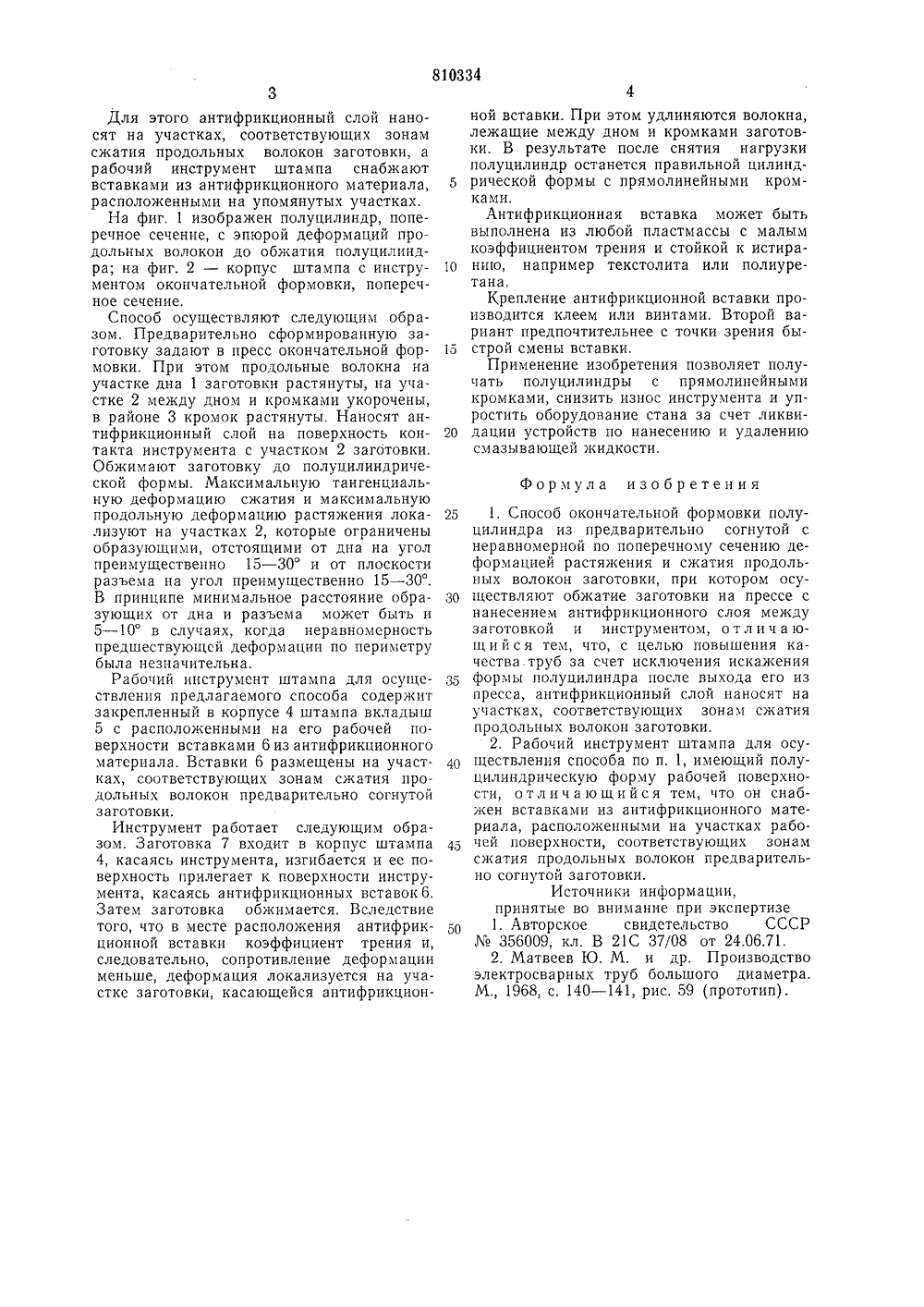
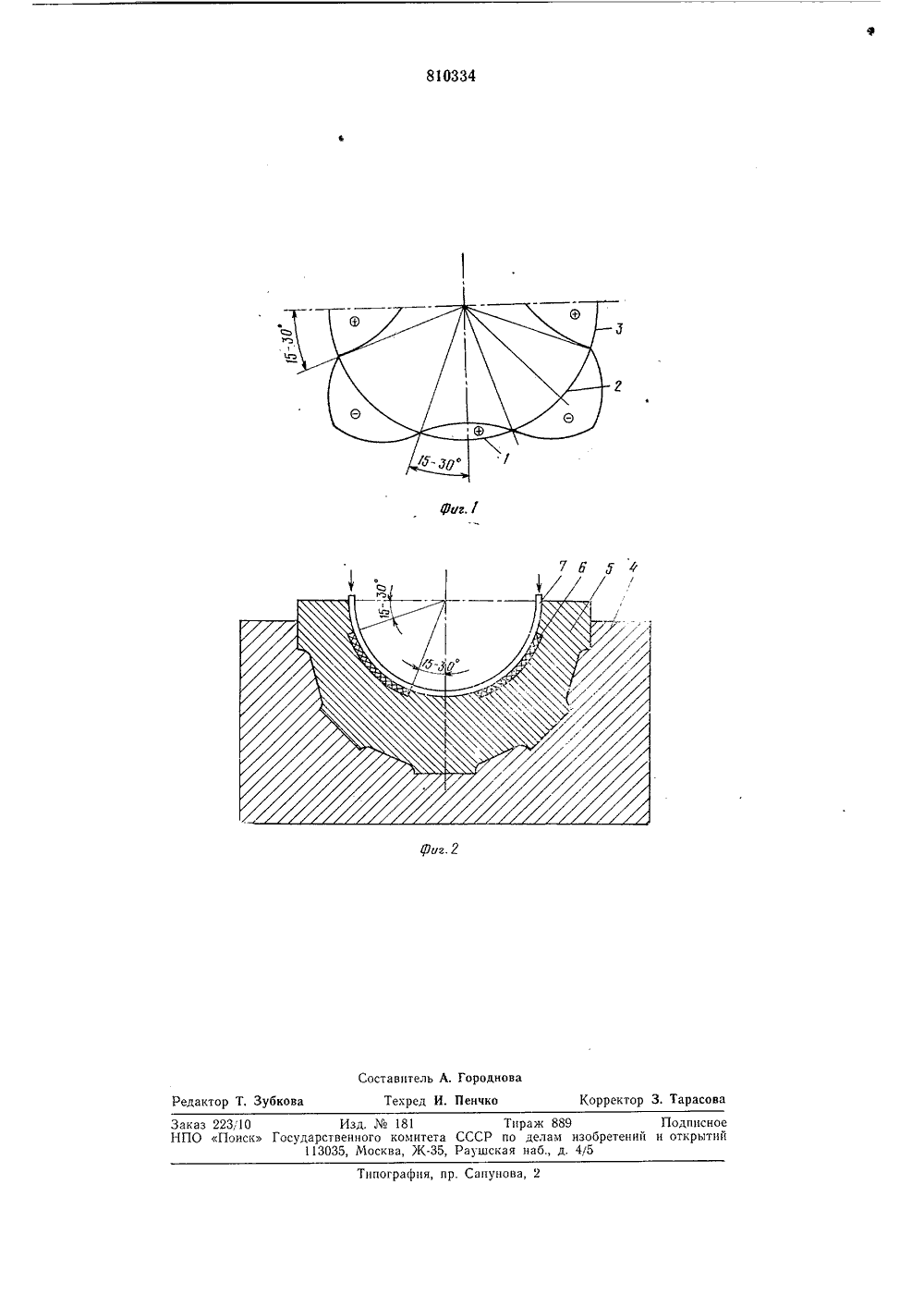
пц ЗЮ 334 ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических(43) Опубликовано 07.03.81. Бюллетень(45) Дата опубликования описания 07.03.8 3) УДК 621,98, Сергеев, С, А, Калинин, П. Ф. Новиков Б. И,В. В, Ериклинцев, Е. М. Халамез и В. . ЙуксбЧелябинский ордена Ленина трубопроктныйзаВ 72) Авторы изобретения 1) Заявител(54) СПОСОБ ОКОНЧАТЕЛЬН ПОЛУЦИЛИНДРОВ ИЗ ПРЕДВАРИС НЕРАВНОМЕРНОЙ ПО ПОПЕРЕ ЕФОРМАЦИЕЙ РАСТЯЖЕНИЯ И СВОЛОКОН ЗАГОТОВКИ И РАБОЧ ШТАМПА ДЛЯ ОСУЩЕСТВЛЕНИ ствармыса,п с д сударствеииый комитет (23) Приоритет Изобретение относится к производству электросварных труб и может быть использовано на электросварочных станах с окончательной формовкой полуцилиндров в прессе.Известны способы производства электро- сварных труб большого диаметра из двух полуцилиндров, заключающиеся в предварительном изгибании заготовки в кромкогибочном стане и прессе предварительной формовки и доформовке, и обжатии полу- цилиндра в прессс окончательной формовки 11.Недостаток этих технических решений состоит в том, что они не предусматривают мероприятий по снижению коэффициента трения при обжатии полуцилиндра в прессе окончательной формовки, а также не учитывают распределения деформации по периметру заготовки в процессе ее изгиба и обжатия. Это приводит к искажению формы полуцилиндра после выхода его из пресса, возрастанию нагрузок на оборудование, повышенному износу инструмента.Известен способ окончательной формовки олуцилиндров из предварительно согнутойнеравномерной по поперечному сечению еформацией растяжения и сжатия проОЙ ФОРМОВКИТЕЛ ЬНО СОГНУТОЙЧНОМУ СЕЧЕНИЮЖАТИЯ ПРОДОЛЬНЫХИЙ ИНСТРУМЕНТЯ ЭТОГО СПОСОБА дольных волокон заготовки, при котором осуществляют обжатие заготовки на прессе с нанесением антифрикционного слоя между заготовкой и инструментом 21, Известен 5 также рабочий инструмент штампа для осуществления этого способа, имеющий полу- цилиндрическую форму рабочей поверхности.Нанесение антифрикционного слоя между 10 заготовкой и инструментом позволяетуменьшить износ инструмента и снизить нагрузки на прессовое оборудование. Однако этот инструмент, во-первых, не учитывает предыдущей деформации заготовки, в 15 результате которой растягиваются продольные волокна кромок и дна заготовки, а промежуточные волокна сжимаются, В процессе обжатия полуцилиндра волокна кромок также удлиняются в большей степени, чем остальные части периметра, При этом заготовка после снятия нагрузки принимает характерную торообразную форму. Во вторых, нанесение смазывающей жидкости на всю поверхность заготовки приводит к ее неоправданно повышенному расходу.Цель изобретения - повышение качетруб за счет исключения искажения фо полуцилиндра после выхода его из пресДля этого антифрикционный слой наносят на участках, соответствующих зонам сжатия продольных волокон заготовки, а рабочий инструмент штампа снабжают вставками из антифрикционного материала, расположенными на упомянутых участках.На фиг, 1 изображен полуцилиндр, поперечное сечение, с эпюрой деформаций продольных волокон до обжатия полуцилиндра; на фиг. 2 - корпус штампа с инструментом окончательной формовки, поперечное сечение,Способ осуществляют следующим образом. Предварительно сформированную заготовку задают в пресс окончательной формовки, При этом продольные волокна на участке дна 1 заготовки растянуты, на участке 2 между дном и кромками укорочены, в районе 3 кромок растянуты, Наносят антифрикционный слой на поверхность контакта инструмента с участком 2 заготовки, Обжимают заготовку до полуцилиндрической формы. Максимальную тангенциальную деформацию сжатия и максимальную продольную деформацию растяжения локализуют на участках 2, которые ограничены образующими, отстоящими от дна на угол преимущественно 15 - 30 и от плоскости разъема на угол преимущественно 15 - 30. В принципе минимальное расстояние образующих от дна и разъема может быть и 5 - 10 в случаях, когда неравномерность предшествующей деформации по периметру была незначительна.Рабочий инструмент штампа для осуществления предлагаемого способа содеркит закрепленный в корпусе 4 штампа вкладыш 5 с расположенными на его рабочей поверхности вставками 6 из антифрикционного материала. Вставки 6 размещены на участках, соответствующих зонам сжатия продольных волокон предварительно согнутой заготовки.Инструмент работает следующим образом, Заготовка 7 входит в корпус штампа 4, касаясь инструмента, изгибается и ее поверхность прилегает к поверхности инструмента, касаясь антифрикционных вставок 6. Затем заготовка обжимается. Вследствие того, что в месте расположения антифрикционной вставки коэффициент трения и, следовательно, сопротивление деформации меньше, деформация локализуется на участке заготовки, касающейся антифрикционной вставки. При этом удлиняются волокна,лежащие между дном и кромками заготовки. В результате после снятия нагрузкиполуцилиндр останется правильной цилиндб рической формы с прямолинейными кромками,Антифрикционная вставка может бытьвыполнена из любой пластмассы с малымкоэффициентом трения и стойкой к истира 10 нию, например текстолита или полиуретана,Крепление антифрикционной вставки производится клеем или винтами. Второй вариант предпочтительнее с точки зрения бы 15 строй смены вставки.Применение изобретения позволяет получать полуцилиндры с прямолинейнымикромками, снизить износ инструмента и упростить оборудование стана за счет ликви 20 дации устройств по нанесению и удалениюсмазывающей жидкости,Формула изобретения25 1, Способ окончательной формовки полуцилиндра из предварительно согнутой снеравномерной по поперечному сечению деформацией растяжения и сжатия продольных волокон заготовки, при котором осуз 0 ществляют обжатие заготовки на прессе снанесением антифрикционного слоя междузаготовкой и инструментом, о т л и ч а ющ и й с я тем, что, с целью повышения качества труб за счет исключения искаженияформы полуцилиндра после выхода его изпресса, антифрикционный слой наносят научастках, соответствующих зонам сжатияпродольных волокон заготовки.2. Рабочий инструмент штампа для осуществления способа по п. 1, имеющий полуцилиндрическую форму рабочей поверхности, отличающийся тем, что он снабжен вставками из антифрикционного материала, расположенными на участках рабо 4- чей поверхности, соответствующих зонамсжатия продольных волокон предварительно согнутой заготовки.Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССРМо 356009, кл. В 21 С 37/08 от 24.06.71,2, Матвеев Ю. М. и др. Производствоэлектросварных труб большого диаметра.М., 1968, с. 140 в 1, рис, 59 (прототип),810334 Составитель А. Городнова Техред И, Пенчко Корректор 3. Тарасо дактор Т кова гпография, пр. Сапунова, 2 Заказ 223/10 Изд.181НПО Поиск Государственного комитет113035, Москва, Ж.З Тираж 889СССР по делам изобретеншРаушская наб., д. 4/5 Подппснои открыти
СмотретьЗаявка
2742775, 27.03.1979
ЧЕЛЯБИНСКИЙ ОРДЕНА ЛЕНИНА ТРУБО-ПРОКАТНЫЙ ЗАВОД
СЕРГЕЕВ ИВАН ИВАНОВИЧ, КАЛИНИН СЕРГЕЙ АЛЕКСЕЕВИЧ, НОВИКОВ ПЕТР ФЕДОРОВИЧ, БУКСБАУМ БОРИС ИОНОВИЧ, ЕРИКЛИНЦЕВ ВАЛЕРИЙ ВАСИЛЬЕВИЧ, ХАЛАМЕЗ ЕФИМ МЕНДЕЛЕВИЧ, БУКСБАУМ ВИКТОР БОРИСОВИЧ
МПК / Метки
МПК: B21D 5/01
Метки: волокон, деформацией, дляосуществления, заготовкии, инструмент, неравномерной, окончательной, поперечномусечению, предварительносогнутой, продольных, рабочий, растяжения, ссжатия, формовкиполуцилиндров, штампа
Опубликовано: 07.03.1981
Код ссылки
<a href="https://patents.su/3-810334-sposob-okonchatelnojj-formovkipolucilindrov-iz-predvaritelnosognutojj-c-neravnomernojj-po-poperechnomusecheniyu-deformaciejj-rastyazheniya-sszhatiya-prodolnykh-volokon-zagotovkii-r.html" target="_blank" rel="follow" title="База патентов СССР">Способ окончательной формовкиполуцилиндров из предварительносогнутой c неравномерной по поперечномусечению деформацией растяжения ссжатия продольных волокон заготовкии рабочий инструмент штампа дляосуществления</a>
Способ изготовления заготовки двулучепреломляющего волоконного световода
Номер патента: 1591392
Опубликовано: 10.08.1999
Авторы: Григорянц, Ентов, Ероньян, Замятин, Иванов, Кондратьев, Чаморовский, Ярин
МПК: C03B 37/025
Метки: волоконного, двулучепреломляющего, заготовки, световода
Способ изготовления заготовки двулучепреломляющего волоконного световода путем формования цилиндрической заготовки, состоящей из сердечника, напрягающей и внешней оболочек, симметричного удаления частей внешней оболочки с двух противоположных сторон и последующего округления заготовки при нагревании, отличающийся тем, что, с целью увеличения двулучепреломления, внешнюю и напрягающую оболочки выполняют с радиусами, выбираемыми из соотношения R1/R2 = 3,5 - 7,5, где R1 и R2 - радиусы внешней и напрягающей оболочек соответственно, а площадь сечения удаляемых частей выбирают из условия 0,20
Инструмент для формовки квадратных и прямоугольных труб

Номер патента: 712161
Опубликовано: 30.01.1980
Авторы: Дорохов, Мироненко, Панченко, Сидоренко, Усенко, Шлосберг
МПК: B21C 37/06
Метки: инструмент, квадратных, прямоугольных, труб, формовки
...2 с радиусом закругления ребер г.При продвижении круглой трубной заготовки в калибре, образованном роликами 1, происходит се формоизменепис, т. с. навыходе пз калибра ее профиль приобретает квадратню (в прямоугольном калибрс - прямоугольнуо) формч с практически ровными сторонами,Для установления зависимости Й ог величин Л, Р и г были проведены исследования при изготовлении квадратных и прямоугольных труб в широком диапазоне размеров. Прп проведении исследований было установлено, что вели 1 ина отно 1 пснпя диаметра исходной заготовки к толщине ее стенки на образование утяжки во время формопзмснепия влияет пс существенно и этим влиянием можно пренебречь. В рсзультате проведения исследований был построен график зависимости г(А от Л/Я 11...
Штамп окончательной гибки для изго-товления деталей типа хомутиков

Номер патента: 814518
Опубликовано: 23.03.1981
Автор: Аксенов
МПК: B21D 22/02
Метки: гибки, изго-товления, окончательной, типа, хомутиков, штамп
...Боковые матрицы6 размещены в наклонных к оси штампаотверстиях держателя 7 с возможностьюосевого перемещения. В горизонтальныхпазах держателя установлена пуансон-оправка 8,Держатель 7, горизонтальная направляющая 3 и нижняя плита 4 выполнены свертикальными сквозными отверстиями,соосными оси штампа,Штамп работает следующим образом.В исходном положении предварительносогнутую заготовку 9 укладывают наоправку 8. При перемещении вниз верхнейплиты 1 заготовка 9 матрицей-основанием2 прижимается к оправке 8." . При дальней -шем движении вниз верхней плиты 1 давление передается на держатель 7, ачерез него на боковые матрицы 6 и несущие их ползушки 5. Ползушки 5 перемещаются в горизонтальном направлении,преодолевая усилие пружин 10. Боковыематрицы...
Комбинированный штамп для вырубки, вытяжки и формовки деталей из полосы

Номер патента: 940930
Опубликовано: 07.07.1982
МПК: B21D 22/10
Метки: вырубки, вытяжки, комбинированный, полосы, формовки, штамп
...жесткий инструмент в виде сменного корпуса 3 с режущей кромкой на его внутренней поверхности и центральной формообразующей части 5, установленной на упругом элементе 6, прижим 7, размещенный в сквозных пазах 8 контейнера 2, выполненный в виде эластичных вставокпрямоугольного сечения 9, опирающийся напружину 10, и нижнюю плиту 11,Работает штамп следующим образом. Заготовку - полосу - укладывают в паз сменного корпуса 3. С началом хода верхней плиты пресса вниз прижим прижимает полосу к сменному корпусу 3, а выступ эластичного инструмента 1 производит вытяжку детали по центральной формообразующей части 5 жесткого инструмента. При этом упругий элемент 6 удерживает центральную формообразующую часть 5 в верхнем положении, После завершения...
Инструмент для формовки трубных заготовок выворотом

Номер патента: 740354
Опубликовано: 15.06.1980
Авторы: Гнутов, Капорович, Макарычев, Пирогов, Романов, Сидоров, Цоглин
МПК: B21D 41/00
Метки: выворотом, заготовок, инструмент, трубных, формовки
...обеспечение воэможности регулирования набора металла по сечениювывернутого участка, что приводит куменьшению расхода материала. Эта цепьдостигается выполнением угла наклонавыступов переменным. Благодарй этомув процессе формирования выворота обеспечивается юзможность перераспреде740354 4радиус кривизны деформируюших выступов пропорционально углу наклона. Но так как величина радиуса изгиба выворота пропорциональна корню квадратному из радиуса кривизны деформирующего выступа, .то тем самым можно увеличить радиус изгиба выворота до необходимой я величины,3лять металл по сечению, обеспечиваяравнотолщинност ь.На фиг. 1 изображен:инструмент,вид с торца; на фиг. 2 - то же, верти кальный разрез А-А фиг. 1.Корпус 1 содержит вставки 2, 3...
Предыдущий патент: Привод трехвалковой правильнойобоймы
Следующий патент: Способ производства гнутыхпрофилей
Случайный патент: Вибрационный смеситель