Способ изготовления пластмассовойтрубы c калиброванным внутреннимотверстием
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
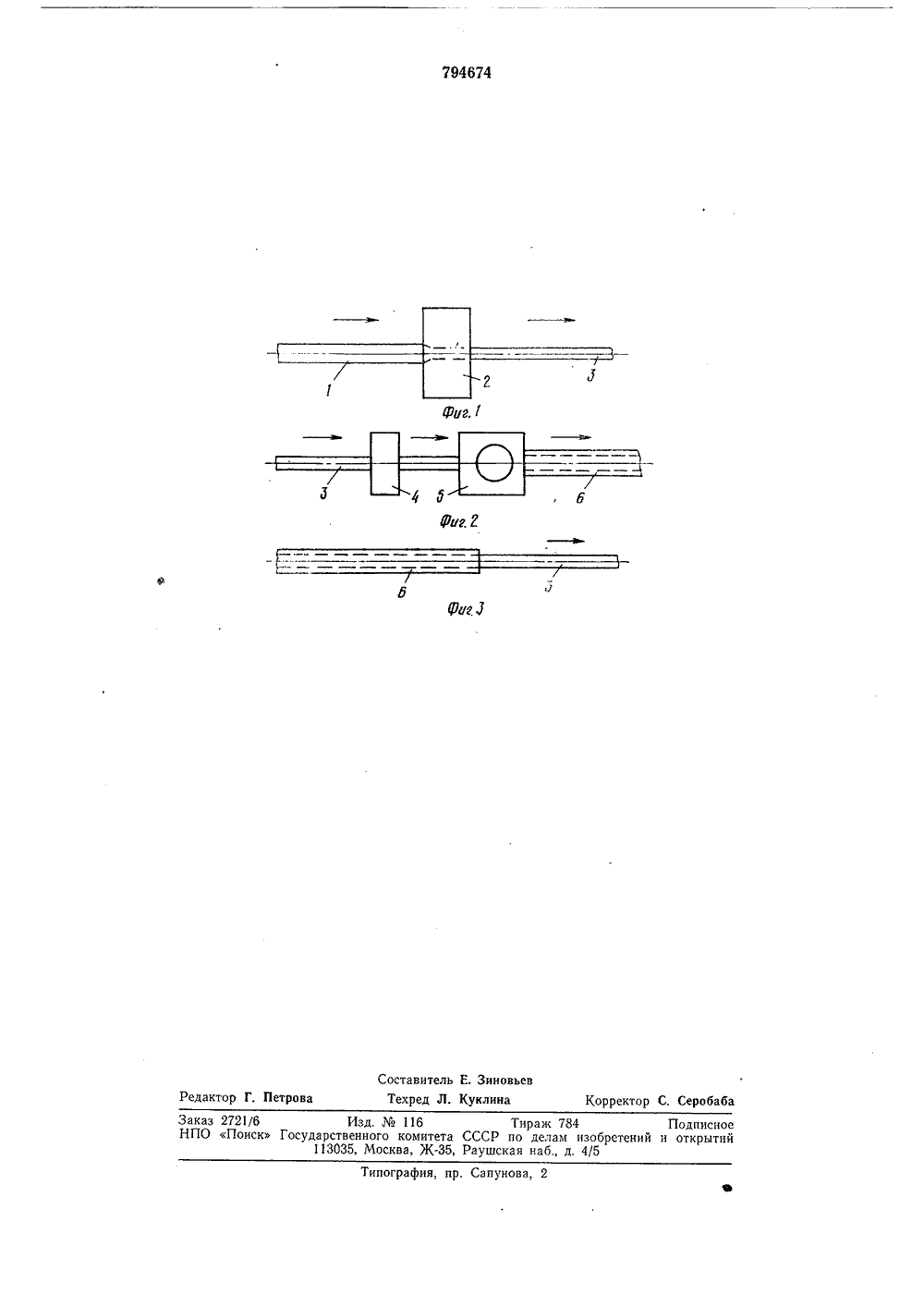
1 Щ 794674 ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз Соеетскйх Социалистических Республик(45) Дата опубликования описания 07.01.81 Попов и к, М мянце Заявите 54) СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОЙ ТРУБЫ С КАЛИБРОВАННЫМ ВНУТРЕННИМ ОТВЕРСТИЕМной техи изгобы пласт- пластисле с тоит в ссовая калиб- нечную в необ- значи- калиб- лажде- ионные шения усилий стягивания трурующего элемента последний смазкой, например силиконоью 12.шает недостатки способа, но не полностью.аниченной длины неподвижно- щего элемента релаксационы усадки продолжаются и поия трубы с калибрующего элехудшает стабильность диаметДля умен бы с калиб покрывается вой жидкост Это умень устраняет и Из-за огр го калибру ные процес сле стягива мента, чтоАвторыизобретения Б. Я, Бранзбург, Н. И Изобретение относится к кабельнике, может быть использовано пртовлении кабельной изоляции.Известны способы изготовлениямассовых труб путем выпрессованиямассы на червячном прессе, в том чкалиброванием труб по внутреннемметру на калибрующий элемент 11.Известный способ калибровки состом, что выпрессовываемая пластматруба стягивается с неподвижногорующего элемента, имеющего кодлину,Недостаток способа заключаетсяходимости прикладывать к трубетельные усилия при стягивании ее срующего элемента, так как при охнии трубы происходят релаксацусадки. ра внутреннего отверстия по длине тру (отклонения составляют 1,0 - 1,5%).Кроме того, в известном способе калибровки трубы калибрующий элемент пред ставляет собой дорн, имеющий внутренниеканалы для циркуляции охлаждающей жидкости и непригодный для калибрования труб малого диаметра, так как выполнить дорн малого диаметра с принудительной 10 системой охлаждения технически затруднительно.В процессе выпрессования некоторое количество смазки (например силиконовой жидкости) переходит на трубу, поэтому 15 смазку на калибрующем дорне приходитсячасто восстанавливать, прерывая процесс изготовления трубы, что дополнительно приводит к уменьшению длины прессуемой трубы.20 Целью изобретения является повышениекачества путем улучшения стабильности внутреннего диаметра трубы, упрощения получения трубы малого диаметра.Это достигается тем, что в предлагаемом 25 способе изготовления пластмассовой трубы с калиброванным внутренним диаметром путем ее выпрессовывания на смазываемый калибрующий элемент трубу выпрессовывают на движущийся калибрующий элемент неограниченной длины, пред10 15 20 25 30 35 40 45 50 55 60 ставляющий собой прецизионно изготовленный пластмассовый сердечник.Выпрессова иная труба совместно с калибрующим элементом поступает через охлаждающие ванны на барабан.Пластмассовый сердечник может изготавливаться либо из того же материала,что и труба, например из полиэтилена высокого давления, или из материала с болеевысокой температурой плавления, например из полиэтилена низкого давления стемпературой плавления 120 в 1"С, в товремя как труба изготавливается из полиэтилена высокого давления с температуройплавления 105 в 1 С,Предварительная калибровка пластмассового сердечника фрезерованием или любым другим известным способом обеспечивает стабильность его диаметра в пределах+ (до 0,26%). Эти же допуски сохраняются и по диаметру внутреннего отверстиявыпрессованной пластмассовой трубы.Для исключения приварки трубы к калибрующему элементу последний передвходом в головку червячного пресса непрерывно промазывается силиконовой жидкостью (например ФМ 18-82, сополимером 5и др.).После остывания трубы на калибрующемэлементе - сердечнике она режется на заданные длины и легко стягивается с сердечника благодаря тонкому слою промазки.На фиг. 1 - 3 последовательно показанывсе операции по изготовлению пластмассовой трубы с калиброванным внутреннимдиаметром,Выпрессованный на типовом червячномпрессе пластмассовый сердечник 1 подвергается калибровке (фиг. 1) в устройстве 2.Калибровка производится, например вращающейся фрезой.Откалиброванный сердечник после выхода из калибрующего устройства 2 имеетзначительно лучшую стабильность и меньший диаметр, чем заготовка 1.Затем откалиброванный сердечник 3(фиг. 2) проходит через ванну 4 со смазывающей силиконовой жидкостью и поступает в головку типового червячного пресса 5,в котором происходит выпрессование пластмассовой трубы 6 на калибрующий элемент - сердечник 3,Сердечник 3 движется одновременно свыпрессовываемой трубой. Удаление калибрующего элемента-сердечника 3(фиг. 3) из трубы 6 производится путемразрезания трубы на необходимые длиныи механического вытягивания сердечника 3,которое облегчено благодаря предварительной смазке сердечника 3. Предлагаемый способ изготовления тру. бы с калиброванным внутренним диамет ром конкретно реализуется на следующем технологическом оборудовании,Пластмассовый сердечник 1, как и пластмассовая труба 6, выпрессовывается по серийной технологии наложения изоляции из полиэтилена на червячном прессе 5 с диаметром червяка от 45 до 120 мм. Диаметры пластмассового сердечника 1 и трубы 6 выбираются из конкретных размеров кабеля и находятся в интервале 3 - 10 мм и 8 - 30 мм соответственно. Скорость выпрессования сердечника и трубы определя. ется технологическим режимом червячного пресса и обычно лежит в пределах от единиц до десятков м/мин.Калибрующее устройство 2 представляет собой машину с отдатчиком, тягой, прием ником и рабочим инструментом,Предлагаемый способ позволяет изготав. ливать пластмассовые трубы с калиброванным внутренним диаметром от 1 мм и выше (например до 30 мм) с допусками(0,02 - 0,05 ) мм; строительные длины труб выбираются, исходя из потребности (например 40 - 100 м). Поскольку остывание пластмассовой трубы происходит полностью на калибрующем элементе, то релаксационные явления полностью заканчиваются в процессе выпрессования и стабильность диаметра сохраняется,Формула изобретения Способ изготовления пластмассовой трубы с калиброванным внутренним отверстием, например из полиэтилена, заключающийся в выпрессовании трубы на смазы ваемый калибрующий элемент, о т л и ч а ю. щи й с я тем, что, с целью повышения качества путем улучшения стабильности внутреннего диаметра трубы, упрощения получения трубы малого диаметра, пластмассовую трубу выпрессовывают на движущийся калибрующий элемент неограниченной длины, выполненный в виде сердечника из полимерного материала, идентичного материалу трубы, или из материала с более высокой температурой плавления. Источники информации,принятые во внимание при экспертизе 1. Каган Д. Ф, и др. Трубопроводы из твердого поливинилхлорида, М. - Л., 1964, с. 50.2. Тростянская и др, Сварка пластмасс. М., 1967, с. 74 (прототип),794674 Фиг. Г Составитель Е. ЗиновьевТехред Л. Куклина Редактор Г, Петрова Корректор С, Серобаба Типография, пр, Сапунова, 2 Заказ 2721(6 Изд.116 Тираж 784 ПодписноеНПО Поиск Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж.35, Раушская наб., д. 4(5
СмотретьЗаявка
2713773, 15.01.1979
ПРЕДПРИЯТИЕ ПЯ Г-4299
БРАНЗБУРГ БОРИС ЯКОВЛЕВИЧ, ДОРЕЗЮК НЕЛЛЯ ИВАНОВНА, ПОПОВ МИХАИЛ ФЕДОРОВИЧ, РУМЯНЦЕВ ДМИТРИЙ ДМИТРИЕВИЧ
МПК / Метки
МПК: H01B 13/32
Метки: внутреннимотверстием, калиброванным, пластмассовойтрубы
Опубликовано: 07.01.1981
Код ссылки
<a href="https://patents.su/3-794674-sposob-izgotovleniya-plastmassovojjtruby-c-kalibrovannym-vnutrennimotverstiem.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления пластмассовойтрубы c калиброванным внутреннимотверстием</a>
Устройство для изготовления труб с участками различного диаметра

Номер патента: 442647
Опубликовано: 07.07.1984
Авторы: Биленко, Гарасюта, Жемгулис, Клименко, Кузнецов, Мищенко, Сухоребрый, Урусов, Усенко
МПК: B29D 23/04
Метки: диаметра, различного, труб, участками
...избы 55 точной воды, диаметр которой Ярд,) д. В корпусе имеется подвижный вкладыш 13 с направляющими 14, соединенными 7 2с приспособлением для перемещения вкладыша, состоящим,из гайки 15, шайбы 16 и накладки 17, Иель 18 для подачи воды на участок калибрования образована коническими поверхностями 19 калибрующей втулки 2 и 20 вкладыша.Принцип действия устройства заключается в следующем.Из экструдера (на черте не показан) материал поступает в формующую головку 4, из которой выдавливается в виде трубчатой заготовки (фиг. 5). Заготовка проходит калибрующее устройство а также охлаждающее, тянущее, режущее и приемное устройства (на черт. не показаны), в результате чего получается трубка большеобъемной ампулы шариковой авторучки (фиг. 7) ....
Устройство для равномерного распределения многофазной смеси по трубам, например, для распределения пароводяной смеси по трубам переходной зоны прямоточного котла

Номер патента: 104115
Опубликовано: 01.01.1956
Автор: Рагулин
МПК: F22B 37/70
Метки: зоны, котла, многофазной, например, пароводяной, переходной, прямоточного, равномерного, распределения, смеси, трубам
...трубы на равные части, число которых равно числу отводящих труб. Базддачоние перегородок состоит в том, чтобы разделить смесь на равные части еще до поступления се з отводящие трубы, что способствует более равномерному распределению смеси по трубам..ддд соеспечсния ддоследудощого деления уя;е отведенной части оощего потока на более мс;дддддс части в донце кажной ддз отводящих труо (2) установлсньд аналогичные идндольньдс псредородки (3),Панеодяддадд смесь в переходной зо. не практичного котла поступает в распрсдслддде,ддднудо труоу (1), в нижней части которой поток смеси разделяется на несколько раиных частей до поступления его в отз лящпе трубы (2). Далее ка;кдый разделенный пото; направляется в отводящие труоы, где он, в конце кдждой...
Устройство для очистки труб, например, металлическим песком

Номер патента: 170846
Опубликовано: 01.01.1965
Метки: металлическим, например, песком, труб
...собой два кронштейна. На концах последних закреплены вращающиеся головки с перьями, Отличие центров друг от друга заключается в том, что на корпусе верхнего центра смонтирована гидравлическая поворотная головка.5 Механизм зажима трубы состоит из пневматического цилиндра, который закреплен на верхнем центре, и штанги, соединяющей пневматический цилиндр с нияним центром. Верхний и нижний центры могут раздвигаться и 0 сближаться. При зажиме трубы механизм зажима имеет три положения: исходное, промежуточное и конечное, Вращение трубы осуществляется от гидравлической поворотной головки б, которая позволяет совершать реверс 5 трубы, т. е, поворот трубы в одну сторону от0 до 270.Очистка трубы начинается с момента подьема трубы механизмом...
Измерительное устройство для автоматической рассортировки элементов колебательных контуров, например магнитных сердечников катушек, по действующей реактивности и добротности

Номер патента: 123621
Опубликовано: 01.01.1959
Авторы: Папировский, Соколов
МПК: G01R 27/26, G01R 33/12
Метки: автоматической, действующей, добротности, измерительное, катушек, колебательных, контуров, магнитных, например, рассортировки, реактивности, сердечников, элементов
...практически пропорциональна амплитуде напряжения генератора 11, чем исключается влияние амплитудной нестабильности последнего на результат измерения. Кроме того, амплитуда импульса на выходе детектора 1 б меняется так, что обеспечивает уровень отсечки амплитудного селектора, неооходимый для при ведения результатов разбраковки на изменяющейся частоте к результатам разбраковки на постоянной частоте.Величина выходного импульса селектора 17 может регулироваться двумя потенциометрами, находящимися в цепях контура 15 и детектора 1 б. Первый потенциометр служит для первоначальной настройки, а второй имеет шкалу, градуированную в процентах, добротности.Импульсы с выходов детекторов 14 и 1 б подаются на аМплитудный селектор 17, на выходе...
Устройство для намотки, например, тороидальных сердечников

Номер патента: 478642
Опубликовано: 30.07.1975
Автор: Черников
МПК: B21C 47/04
Метки: намотки, например, сердечников, тороидальных
...намотки, напр сердечников из стальных лент микро тол щин. Устройство состоит из выдающей кассеты лентой, ванны 2 с суспензией, нагревателя щем.Лента проходит через ванну 2 с суспензией, нагреватель 3 и закрепляется в оправке на роторе в неподвижных опорах 4 с приводом 5. К оправке с закрепленной лентой подведен поджимной ролик 6. Поджимной ролик давит на ленту, прижимая ее к оправке ротора с определенным усилием под действием сил электромагнита 8, ярмо которого связано с рычагом 7. Давление на поджимной ролик зависит от толщины наматываемой ленты и заданного коэффициента заполнения металлом сердечника, Установленное давление остается постоянным в течение всего времени намотки. Привод 5 вращает ротор с оправкой и осуществляет намотку, в...