Система контроля и управления процессом травления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 735660
Автор: Братухин
Текст
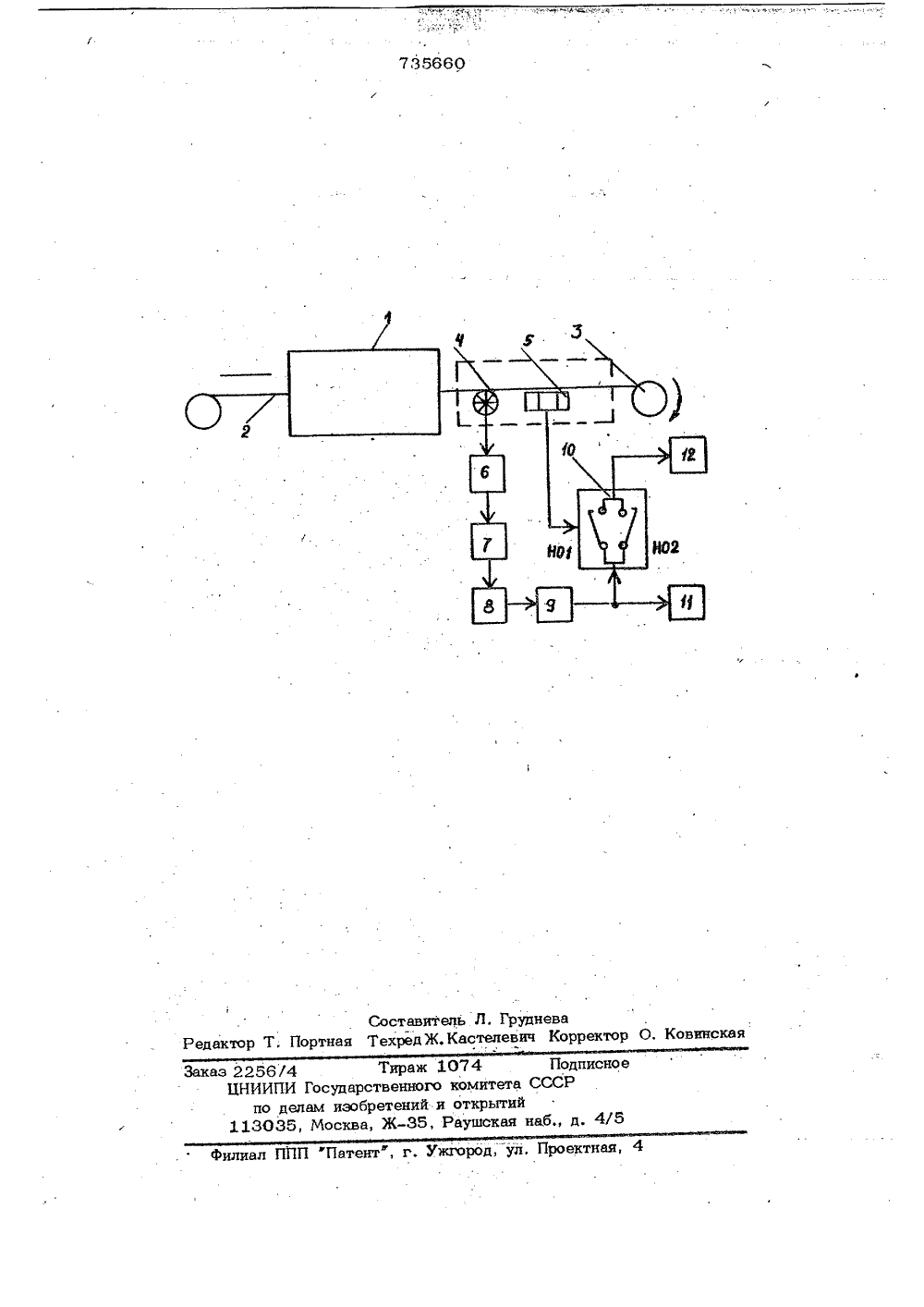
ОП ИСАКИИИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ61) Дополнительное к авт, свнд-ву22) Заявлено 28.12.77 (21) 2567904/22-02 Союз СоветскнхСоциалистическихРеслублик 11735660Ъ ц аС 23 Г 1/08 Э 01 В 7/04 нсоеднненнем заявки 3 аиуАЭРстииииыи кемита СИР в делам изобритеиий и отирктий3)Приоритет Опубликовано 25,05.80. Бюллетень М 19 УДК 621,9,047.0 6(08 8. Дата опубликования описания 28.05.8Изобретение относится к области гальванотехники и может быть использовано при автоматизации контроля производительности технологического оборудования в единицу времени при заданном5 качестве травления.Известна система контроля и управления процессом травления металлоизделий, например, проволоки, содержащая технологический агрегат, механизм перемотки,30 блоки первичных преобразователей скорости и отклонений диаметра от номинального значения 11Эта система является наиболее близкой к предложенной по технической сущности и достигаемому результату.Недостатками известной системы являются низкая точность контроля производительности при заданном качестве травления и ограниченная область применения, При использовании известной системы на промышленных установках электрохимической обработки металлоизделий не обеспечивается контроль обшей длины проволоки, прошедшей через технологический агрегат и количества полученной при этом некондиционной проволоки, диаметр которой превышает установленные технологические пределы.Цель изобретения - повышение точности контроля производительности процесса.Поставленная пель достигается тем, что система снабжена ждущим мульти- вибратором, формирователем импульсов, делителем частоты, согласующим устройством, элементом переключения с регулируемыми нормально открытыми контактами и цифровыми счетчиками длины проволоки, причем выход первичного преобразователя скорости через последовательно соединенные ждуший мультивибратор, формирователь импульсов, делитель частоты и согласующее устройство подключен к цифровому счетчику обшей длины проволоки, прошедшей обработку, а выход первичного преобразователя отклонений диаметра от номинального зна15 чения связан со входом элемента переключения включенного посредством регулируемых нормально открытых контактов в линию связи выхода согласующегоустройства с цифровым счетчиком длинынекондиционной проволоки.На чертеже схематически изображенасистема.Она содержит технологический агрегат"1, через который движется обрабатываемая проволока 2 с помощью механизмаперемотки 3, блок первичных преобразователей 4,5скорости иотклонений диаметра от номинального значения, ждущиймультивибратор 6, формирователь 7 импульсов, делитель 8 частоты, согласующее устройство 9, элемент 10 переключения с регулируемыми нормально открытыми контактами Н 01, Н 02 и цифровыесчетчики 11 и 12 соответственно общей длины проволоки, прошедшей обработку, и длины некондиционной проволоки,Система работает следующим образом.Обрабатываемая проволока 2 движется через технологический агрегат.1 спомощью механизма перемотки 3, На выходе агрегата 1 установлен блок первичных преобразователей 4,5 скорости и от клонений диаметра от номинального значения. Преобразователем 4 скоростьперемещения проволоки преобразуется впропорциональное число импульсов, поступающих на вход мультивибратора 6, навыходе которого формируются прямоугольные импульсы, С помощью формирователя 7 улучшаетсяформа импульсов длянадежной работы делителя 8 частоты,коэффициент пересчета которого равен К=о2 , где и - число последовательно соединенных триггеров делителя; на выходепоследнего из них снимаются импульсы, .частота следования которых соответствует1 м, что фиксируется счетчиком общейдлины проволоки 11, подключенным к выходу делителя 8 частоты с помощьюсогласующего устройства 9, необходимогодля согласования выходного сопротивления делителя с входным сопротивлениемсчетчика. Первичным преобразователем 5измеряются отклонения диаметра проволоки, прошедшей обработку;, от номинального значения, Регулируемыми нормальнооткрйтыми контактами НО 1, Н 02 элемента 10 переключенйя предварительно устанавливаются соответственно верхний инижний пределы допусков на отклонениядиаметра проволоки от номинальногозначения.,В процессе обработки при отклоении диаметра за пределы установленных допусков срабатывают контакты Н 01, Н 02, и связь выхода согласующего устройства 9 со счетчиком 12 длины некондиционной проволоки замыкается. Счетчик 12 фиксирует количество проволоки, диаметр которой превышает заданные допуски. Система реализуется на серийно выпускаемых элементах атоматики. Область применения системы может быть расширена за счет использования ее для входного контроля диаметра проволоки, поступающей на электроламповые заводы от предприятий-изготовителей, что позволит сократить выпуск некондиционных источников света. Формула изобретения Система контроля и управления про 25 цессом травления металлоизделий, например, проволоки, содержащая технологический агрегат, механизм перемотки,блок первичных преобразователей скорости и отклонений диаметра от номинальзО ного значения, о т л и ч а ю щ а яс я тем что, с целью повышения точности контроля производительности процесса, она снабжена ждущим мультивибратором, формирователем импульсов, делителем частоты, согласующим устройством,элементом переключения с регулируемыми нормально открытыми контактами ицифровыми счетчиками длины проволоки,причем выхед первичного преобразовате 40 ля скорости через последовательно соединенные ждущий мультивибратор, формиро, ватель импульсов, делитель частоты исогласующее устройство подключен к цифровому счетчику общей длины проволоки,45 прошедшей обработку, а выход первичного преобразователя отклонений диаметраот номинального значения связансовходом элемента переключения, включенного посредством регулируемых нормаль 5 О но открытых контактов в пинию связи вы-хода согласующего устройства с цифровым счетчиком длины некондиционной про волоки,Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР,1 Чо 100078,кл. С 23 Р 1/08, 1954, ул Проектная, 4 илиал ПП тент 225614 ЦНИИПИ Г по делам 113035, Тираж 1074 Подписноеударственною комитета СССРизобретений и открытийсква, Ж, Раушская набд, 4/5
СмотретьЗаявка
2567904, 28.12.1977
ЗаявительВ. В. Братухиа
БРАТУХИН ВЛАДИМИР ВАЛЕНТИНОВИЧ
МПК / Метки
МПК: C23F 1/08
Опубликовано: 25.05.1980
Код ссылки
<a href="https://patents.su/3-735660-sistema-kontrolya-i-upravleniya-processom-travleniya.html" target="_blank" rel="follow" title="База патентов СССР">Система контроля и управления процессом травления</a>
Устройство для контроля отклонений длительности импульсов от номинальных значений

Номер патента: 686032
Опубликовано: 15.09.1979
МПК: G01R 29/02
Метки: длительности, значений, импульсов, номинальных, отклонений
...вход через элементзадержки 13 - с выходом второго элемента И 8. Выход реверсивного счетчика 12 соединен с блоком сравнения14, который производит сравнениякода на реверсивном счетчике 12 снулем,Работа устройства происходит следующим образом,Перед поступлением каждого изпрямоугольных импульсов, длительностькоторого подлежит проверке, триггеры 4,5 и реверсивный счетчик 12 устанавливают в нуль, Затем от программного блока 11 в счетчик 6 заносят код числа. Вн , связанного с заданной номинальной длительностью Тясоотношением Ин =Е Тн, где й - частота следования тактовых импульсовгенератора тактовых импульсов. Вмомент поступления на вход 1 5 прямоугольного импульса Тх , благодаря дифференцнрующей цепи 2, триггер 5 устанавливается в 1...
Устройство для определения отклонений частоты от номинального значения

Номер патента: 1386935
Опубликовано: 07.04.1988
Авторы: Ионенко, Костецкий, Рудик
МПК: G01R 23/10
Метки: значения, номинального, отклонений, частоты
...строба ключ 6 открывается, пропуская сформированные импульсы на счетный вход счетчика 4, Счетчик 4 ведет подсчет числа импульсов в измерительном стробе с нулевого значения возрастающим итогом по модулю числа, равного объему 11 счетчика 4, Разрядность и счетчика 4 выбрана так, чтобы его объем 11=2 был больше, чем произведение максимального возможного диапазона отклонения измеряемой частоты ЬРот номинального значения Ри; и длительности измерительного интервала1Ь РмоисТ избДля измерения отклонения частоты Г., поступающей на вход 8 формирователя 1 импульсов, от номинального значения Гд в регистр 5 хранения кода вычета загружается дополнительный код числа К;, равного отрицательному вычету от произведения значения номинальной частоты Р...
Счетно-цифровое устройство для измерения отклонений частоты от номинального значения

Номер патента: 240106
Опубликовано: 01.01.1969
МПК: G01R 23/10
Метки: значения, номинального, отклонений, счетно-цифровое, частоты
...импульсов 1, формирующего из входных сигналов импульсы с частотой следования, равной х, Выходные импульсы формирователя 1 поступают на входвременного селектора 4. После отпирания селектора 4 выходным импульсом триггера 14импульсы с его выхода поступа;от на счетчик6 измерительного канала.Первый импульс с выхода селектора 4 опрокидывает триггер 12 управления, выходнойимпульс которого, в свою очередь, отпираегвременной селектор 5, через который на счетчик 7 эталонноо канала поступают выходныеимпульсы формирователя 3, На вход формирователя 3 подается выходное напряжение генератора 2 эталонной частоты. Счетчик 6 выдает выходной импульс через промежуток времени 1 х =- х+ 1 хзаддгде 1- промежуток времени между моментами поступления первого...
Способ измерения отклонений частоты от номинального значения

Номер патента: 336612
Опубликовано: 01.01.1972
Авторы: Ндин, Обретен, Рыжевский, Смагин, Шахов
МПК: G01R 23/10
Метки: значения, номинального, отклонений, частоты
...способ позволяет упростить процесс измерения,1-1 а чертеже показана блок-схема устройства, реализующего предложенный способ. Устройство состоит цз формирователя 1 импульсов, ключа 2, формирователя 8 импульса, ограниченного во времени периодом измеряемой частоты, генератора 4 образцовой частоты, счетчика 5 импульсов, блока 6 управления, схемы 7 ццвсрсиц индикации и блока 8 индикации.Перед началом цзчсренпя блок 6 устанавливает в счетчике 5 начальное число./. - значение образцовой частоты. Одновре меццо блок 6 приводит схему 7 в исходное состояние, при котором ко входу блока 8 подключены выходы прямого кода счетчика 5.Ключ 2 открывается выходным импульсомформирователя д ца время Т по истечении 1 О которого прц /, )/в счетчике 5...
Устройство для измерения отклонения частоты от номинального значения

Номер патента: 365661
Опубликовано: 01.01.1973
Авторы: Килна, Математики
МПК: G01R 25/04
Метки: значения, номинального, отклонения, частоты
...импульсов и схему 15индикации,Устройство работает следующим образом.Триггеры 5 и б, формирователи импульсов 9 н10, линия задержки 12 и схема ИЛИ 11 слу 10 жат для определения абсолютного значенияотклонения периода сигнала. Первые два входные импульса проходят через вентиль 2 и двараза опрокидывают триггер 5, перепады напряжения на выходах которого формируются15 в виде импульсов формирователями 9 и 10.Второй по времени импульс поступает на схему ИЛИ 11 непосредственно, а первый - через линию задержки 12, время задержки которой равно номинальному периоду исследуемо.20 го сигнала. Таким образом, триггер б в единичном состоянии находится в течение времени, равном абсолютному значеншо отклоненияпериода.Код отклонения частоты...
Предыдущий патент: Состав для хромосилицирования стальных деталей
Следующий патент: Агрегат для химической обработки деталей
Случайный патент: Способ трубопроводного транспорта угля