Способ ковки металлов и сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 725769
Авторы: Изотов, Корякин, Петров, Стародубцев, Ярцев
Текст
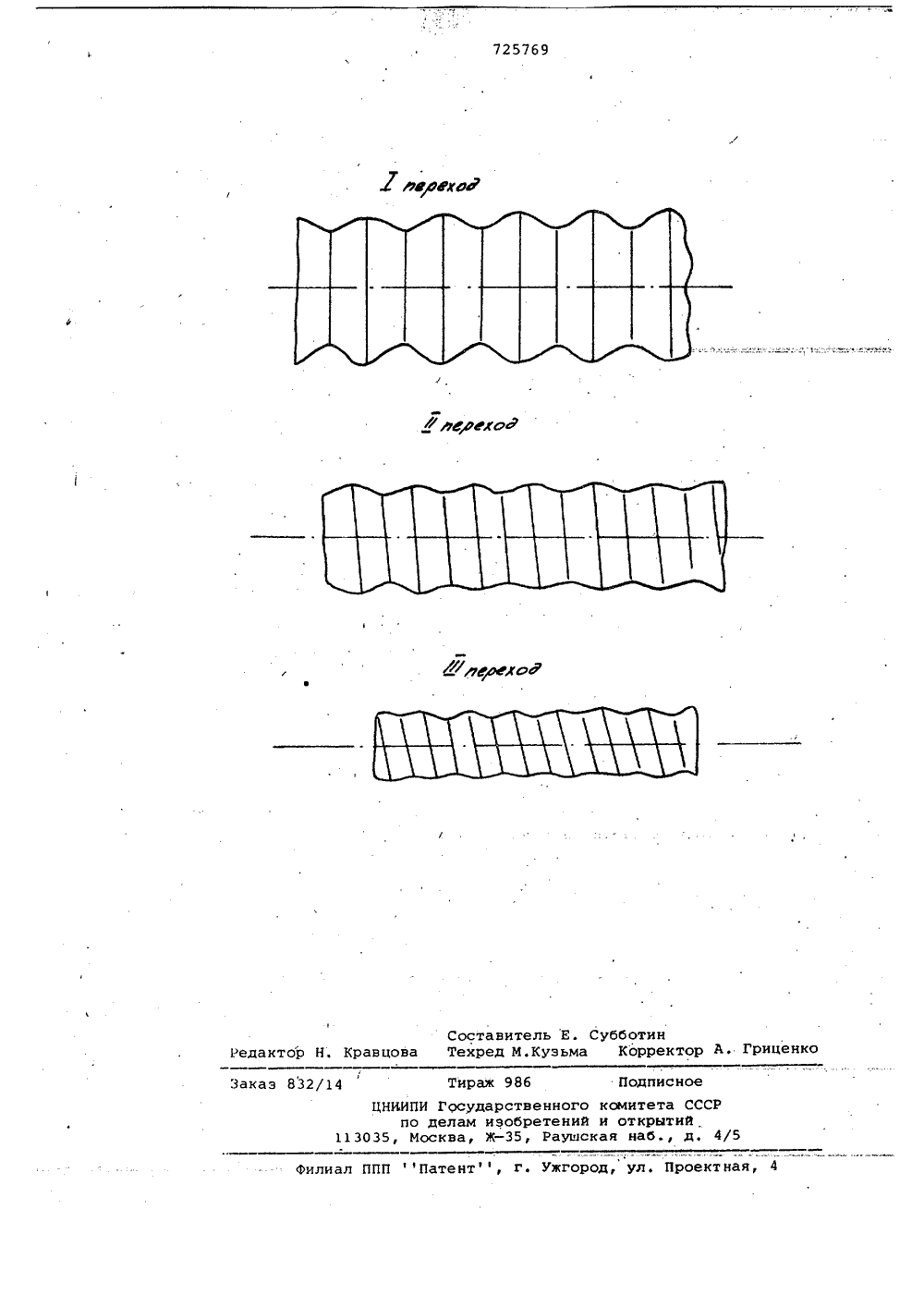
п 112569 ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических Республик(51)М. Кл.В 21 т 1/04 В 21 У 5/00 Государственный комитет СССР по делам изобретений и открытий(71) Заявитель Всесоюзный научно-исследовательский и проектный институт тугоплавких металлов и твердых сплавов(54) СПОСОБ КОВКИ МЕТАЛЛОВ И СПЛАВОВ Изобретение относится к .обработке металлов давлением, а именно к способам ковки металлов и сплавов.Известен способ ковки металлов и сплавов, включающий протяжку заготов ки за несколько переходов, с кантовкой на вырезных рельефных бабках с наклонными относительно оси протяжки выступами, с формообразованием вначале на заготовке наклонных выступов и 10 последующим деформированием полученных выступов 11).Недостатком известного способа являются невысокие и неравномерные в различных направлениях механические 15 свойства полученных изделий, а именно низкая прочность и малая пластичность. Низкие механические свойства обусловлены образованием аксиальной волокнистой структуры металла и воэникно вением местных напряжений, которые приводят к расслаиванию и растрескиванию изделий.Цель изобретения - повышение механических свойств получаемых изделий 25 путем создания спиралеобразной волокнистой структуры.Поставленная цель достигается тем,что при протяжке последовательно в каждом переходе уменьшают на 10-15 30 угол наклона выступов рельефа заготово ки относительно оси протяжки от 90 в первом переходе до 40 в последнем, при этом кантовку ведут после каждого обжатия на угол 10-20На чертеже представлено преобразование заготовки в процессе обработки.Выбранные параметры процесса ковки являются оптимальными с точки зрения улучшения свойств получаемого иэделия.П р и м е р, Нагретый до 1400- 1600 С штабик вольфрама сечением 12 х х 12 мм куют на ротационно-ковочных машинах в комплекте вырезных рельеф- ных бойков, рабочая поверхность кото-, рых выполнена в ниде чередующихся вол" нообразных выступов и впадин. При этом угол наклона фронта рельефной поверхности меняется от 90 о до 40 относительно оси протяжки заготовки. Рельеф" ная рабочая поверхность на верхнем и нижнем бойках расположена крест-накрест.На первомпроходе заготовку проковывают доФ 12,0 мм на ротационно-ковочной машине в паре бойков с углом наклона фронта рельефной поверхности А = 85 , При обжатии заготовки металл заполняет волнообразные впадины ревеличину абсолютной подачи постепенно снижают в интервале 1,0-5,0 мм, аугол кантовки остается постоянным.При совпадениивыступов рельефабойков с аналогичными выступами заготовки обуславливается благоприятная схема напряженно-деформированного состояния с локализацией зоны затрудненной деформации и развиваютсядополнительные плоскости сдвига, Кроме того, такая схема способствует мм. проникновению деформации в централь:ную зону заготовки, Это способствуетинтенсивной и более равномерной проработке структуры металла, Последова тельное уменьшение угла наклона фронта рельефной поверхности при минимальном угле кантовки и подаче способствует непрерывному изменению Формы инаправления очага деформации, в кото О ром течение металла подобно винтообразной линии.В прутке образуется хорошо проработанная спиралеобразная волокнистаяструктура, деформации. Учитывая; чтометалл имеет такое течение, каждыйэлементарный объем заготовки получает ка-бы дополнительную деформацию(общая деформация складывается иэ угловой и продольной). При этом повышаются показатели прочности и пластичности металла.Предлагаемый способ ковки позволяет получить иэделия со спиралеобразной структурой, обладающие повышенными механическими свойствами.35 Формула изобретения льефа бойков, Настройку ротационно- коночной машины осуществляют таким .образом, чтобы подача примерно 0,1- 5 мм не превышалапериода рельефа бойков. Угол кантавки определяют условиями работы на ротационно-ковочных машинах, должен быть меньше 15оПрйковке в подкладных штампах"на молотах свободной ковки угол кантовки и подачу назначают так, чтобы деформирование заготовки осуществлялось по винтовой линии, при этом угол кантовки ранен 10 О, а подача от 1,0 до 5,0 Чем меньше подача йугол кантовкй "тем интенсивнее вовлечен в последовательную деформацию весь объем деформируемой заготовки и тем лучше образуется спиралеобразная структура.Эатем пруток ф 12,0 мм деоформируют в паре бойков с углом А=77 до Ф10;0 мм-с аналогичными параметрами подачи и кантовкой. При этом в процессе ковки для создания благоприятной схемы напряженно-деформированного состояния выступы рельефа на поверхности деформированной заготбвки совпадают с аналогичными выступами бойков.Далее проводят обработку на бойкахс рельефной поверхностью дополученияпрутка ф 2,5 мм с уменьшением диамет-ра прутка, мм: 10,0-8,7-7,5-6,3-5,2 ф4, 2-3, 3 и угла наклона рельефной рабочей поверхности бойков, град: 7770-64-58-54-50-48.Последний проход с 4 2,5 мм доф 2,0 мм"осуществляют- на гладких цилиндрических бойках с углом наклонафронта расположенной крест-накрестрабочей поверхностью д -" 45 о, чтобысгладить рельеф поверхности заготовкии придать продукции товарный вид.При уменьшении угла наклона фронта рельефной поверхности меньше 400значительно возрэстает протяженностьочаГа деформации, и вследствие:этого"заготовка интенсивно охлаждается ичасто расслаивается.Дальнейшее снижение угла целесообразно при производстве проволочнойзаготовки, подвергающейся последую" щему волочению.При изготовлении прутков большегосечения прбводят болееинтейбивноеуменьшение угла наклона фронта рельефной поверхности, но не более 1520 ф,;так как в противном случаеспиралеобразная структура не образуется,Следует"отметить что "на" в:-ех перехода)с(кроме последнего) соблюдаетсяусловие совпадения при подаче и кантовке выступов рельефа"на поверхности заготовки " аналогичными выступами бойков. В противном случае обраэуются заковы и заусенцы. При этом Спосо ковки металлов и сплавов,40 включающий протяжку заготовки за несколько переходов, с кантовкой, навырезных рельефных бабках с наклонными относительно оси протяжки высту-пами, с формообразованием вначале назаготовке наклонных выступов и последующим деформированием полученныхвыступов, о т л и ч а ю щ и й с ятем, что, с целью повышения механических свойств, при протяжке последовательно в каждом переходе уменьшаютна 10-15 угол наклона выступов рельефа заготовки относительно осипротяжки от 90 ф в первом переходе до40 в последнем, при этом кантовкуведут носле каждого обжатия на угол55 10-20Источники информации,принятые во внимание при экспертизе1, Авторское свидетельство СССР9 261882, кл. В 21 У 1/02, 1968,725769 РмкоР ставитель Е. Субботинхред М.Куэьма Корректор А. Гриценко Подпис Закаэ 832/14 86 Тир ЦНИИПИ Госу по делам 113035, Москва, город, ул, Проектная, 4 илиал ППП Патент, г едактор Н. Кравцова арств иэобр Ж,ного енийаушс омитета СССР открытийя наб., д, 4/5
СмотретьЗаявка
2465075, 22.03.1977
ВСЕСОЮЗНЫЙ НАУЧНОИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ ТУГОПЛАВКИХ МЕТАЛЛОВ И ТВЕРДЫХ СПЛАВОВ
ИЗОТОВ ВАЛЕРИЙ МИХАЙЛОВИЧ, ЯРЦЕВ ВИКТОР ГРИГОРЬЕВИЧ, ПЕТРОВ ВЛАДИМИР АНАТОЛЬЕВИЧ, СТАРОДУБЦЕВ ГЕННАДИЙ НИКОЛАЕВИЧ, КОРЯКИН ИГОРЬ ВИКТОРОВИЧ
МПК / Метки
МПК: B21J 1/04
Метки: ковки, металлов, сплавов
Опубликовано: 05.04.1980
Код ссылки
<a href="https://patents.su/3-725769-sposob-kovki-metallov-i-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ ковки металлов и сплавов</a>
Устройство к радиально-ковочной машине для фиксирования заготовки при ковке

Номер патента: 634829
Опубликовано: 30.11.1978
МПК: B21J 7/16
Метки: заготовки, ковке, машине, радиально-ковочной, фиксирования
...винта 11, ввернутого в прилив корпуса закимной головки.Устройство работаетзом.В полость 23 закимпой головки 1 подастся насосом 20 раоочая жидкость под давлением, настроенным с помощью предохранительного клапана 21, создавая усилие прижима заггтовкн. Понижение давления в полости 23 производится в заданном месте по длине обрабатываемого изделия с помощью изменения сжатия прукипы в предохранительном клапане 9. Это происходит при изменении положения ролика 8, уста новленного на штоке предохранительного клапана 9, под действием эксцентрикового вала 4. Ролик регулируемого предохранительного клапана 9 приводится в соприкосновение с поверхностью а плиты 3. Регули ровочным винтом 11 корпус предохранительного клапана 9 опускается к плите...
Способ обработки наружной поверхности толстостенного цилиндра с радиальными выступами

Номер патента: 1571288
Опубликовано: 15.06.1990
Авторы: Галенко, Денисенко, Панченко, Сухиненко, Тихий
МПК: B23B 1/00, F04B 39/12
Метки: выступами, наружной, поверхности, радиальными, толстостенного, цилиндра
...комитета по изобретениям113035, Лосква, Ж - 35, Раушскаявенно.издательский комбинат Патент, г шкинКорректорПодписноеи открытиям праб., д. 4/5жгород ул Редактор 11. Горна Заказ 4983 НИИПИ Государств и ГКНТ СССРГагарина, 101 извод Изобретение относится к машиностроению и может быть использовано в компрессорах и насосах, рассчитанных на боль:шие давления и производительность.Цель изобретения - снижение металло- емкости и упрощение технологии.На фиг, 1 изображен толстостенный цилиндр с радиальными выступами, разрез; на фиг. 2 - цилиндр, обработанный в зоне выступов до удаления металла околовыступной зоны, вид сверху; на фиг. 3 - обработан,.ный цилиндр, вид сверху. Способ обработки наружной поверхности толстостенного цилиндра с радиальными...
Заготовка для ковки изделий

Номер патента: 276707
Опубликовано: 01.01.1970
Авторы: Гринюк, Игнатьев, Лебедев, Московский, Охрименко, Прохоренко, Пузанков, Сплавов, Тюрин, Цветаев
МПК: B21J 1/00
...этой заготовки является то, что для полной проработки осевой зоны крупных поковок необходимы значительные степени укова, при этом требуются большие мощности и специальный кузнечный инструмент, усложняющий технологический процесс ковки,Предложенная заготовка отличается тем, что заготовка в поперечном сечении выполнена с тремя расположенными под углом 120 выступами, площадь поперечного сечения которых превышает площадь поперечного сечения оставшейся части заготовки. Это сокращает технологический цикл ковки и улучшает проработку осевой зоны ковки.На фиг.показана заготовка для ковки; на фиг. 2 схематически изображены зоны деформации в поперечном сечении заготовки в начале оожатия (а) и после единичного обжатия (б),Заготовка для ковки...
Заготовка для ковки

Номер патента: 795689
Опубликовано: 15.01.1981
Авторы: Берец, Бобров, Кононенко, Семеняга, Стрельцова
МПК: B21J 1/00
...1, прияякаюшие к вы795689 Формула изобретения фиг,резному бойку 3, принудительно перемещаются к центру сечения (оси) заготовки, образуя недеформированный объем 5, а выступы, расположенные у свободной поверхности заготовки, на которые не воэдеЯствует инструмент, образуют недеформированные объемы 6 и перемещаются в поперечном направлении. Поскольку объемы 5 и 6 обладают равным сопротивлением деформации, обжатие сосредотачивается в осевой" зоне 7.При ковке заготовки в нижнем вырезном 3 и верхнем вырезном 8 бойках (фиг. 3) в начальный период обжатия выступы заготовки, примыкающие к вырезным бойкам 3 и 8, прину дительно перемещаются к центру сечения (оси) заготовки, образуя недеформированные объемы 9, а выступы, расположенные у...
Способ савинова е. а. контроля смещения бойков радиально ковочной машины относительно оси ковки
Номер патента: 1543687
Опубликовано: 15.12.1994
Автор: Савинов
МПК: B21J 7/16
Метки: бойков, ковки, ковочной, оси, относительно, радиально, савинова, смещения
Способ контроля смещения бойков радиально - ковочной машины относительно оси ковки, включающий контроль точности изготовления на ней поковок и последующее исправление смещения бойков в зависимости от результатов контроля, отличающийся тем, что, с целью повышения качества процесса контроля и снижения его трудоемкости, контроль точности смещения бойков осуществляют на контрольной цилиндрической поковке по относительному смещению отпечатков на ней, полученных путем обжатия поковки вырезными бойками с плоскими гранями, имеющими заходные наклонные участки, при этом отпечатки наносят вдоль оси контрольной поковки без ее вращения на длине не менее длины заходного участка вырезного бойка.
Предыдущий патент: Инструмент для продольной периодической прокатки
Следующий патент: Матрица для гидропрессования металлов
Случайный патент: Способ переработки хлорсодержащей свинцовой пыли