Способ регулирования сварочного тока
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз Советских Социалистических Республик(22) Заявлено 280978 (21) 2668683/25-2с присоединением заявки М дарствеииый комитетСССРзобретеиийрытий риоритет о делам и и отк.80. Бюллетень Моя описания 18038 Опубликовано 1 Дата опубликова 621791 763(72) Авторы изобретен тейн, Ю.И.Горлов, АЛ.Канин, А.Я.Ящунский и Е,Р.Озолин О,Н,Бо липп 1) Заяви 4) СПОСОБ РЕГУЛ ИЯ СВАРОЧНОГО ТОК ных промежуточныхво которых тем болглубина регулировашаг . волов, количее, чем большея и меньше Оба способа регулирования свароч ного тока используются в машинах постоянного тока, содержащих трехфазный нулевой выпрямитель, управ - ляеьюй с первичной стороны трехфазного трансформатора тремя тиристора ми, При необходимости глубокого регулирования сварочного тока в укаэанных машинах усложнение конструкции сварочного трансформатора особен но существенно, так как приходится переключать витки первичной обмотки одновременно в трех фазах. Глубокое фазовое регулирование тока также нежелательно, так как оно повышает глубину пульсаций, ухудшая технологические характеристики машины. Целью изшение качестДля этогпряжения умлярности подмоток транс 2 Изобретениеческой контактнменяться для тофной сварки .Известен способ регулирования сварочного тока в контактных электрдсварочных машинах введением фазовой отсечки при включении управляемых вентилей, подводящих напряжение к первичной обмотке сварочного трансформатора 1). Фазовое регулирование позволяет плавно изменять величину сварочного тока, но при этом уменьшаетсякоэффициент мощности машины и увеличиваются пульсации тока, что отрицательно сказывается на качестве сварки.ИзвЕстен также способ регулирования.,сварочного тока при котором изменяют вторичное напряжение сварочного трансформатора 2), Изменение напряжения осуществляют путем переключения числа витков его первичной обмотки, подключенной к питающемунапряжению,Основной недостаток такого способа - усложнение конструкции первичной обмотки трансформатора, необходимость выполнения дополнительотносится к электриой сварке и может причечной шовной и рельебретения является повыва сварки.величину вторичного наньшают изменением поключения первичных обформатора к тиристорам.На чертеже представлена схемауправляемого выпрямителя согласноописываемому способу.При согласовании полярности подключения первичных обмоток трансформатора к тиристорам с полярностьюПодключения диодов к вторичным обмоткам полуволна напряжения, подводимая поочередно каждым тиристоромх соответствующей первичной фазнойобмотке, наводит во вторичной обмотке той же (своейф) фазы ЭДС, полярность которой соответствует направлению проводимости диода и которая действует в сварочном контуремашины, Величина ЭДС равна первичному напряжению, деленному на коэффициент трансформации. Во вторичныхобмотках двух других. Фаэ при этомтакже наводится ЭДС, полярность кото-рых противоположна, направлению проводимости диодов. Величина этих фЭДС вдвое меньше ЭДС в обмотке сво-ей фазы. При изменении полярностиподключения первичных обмоток наобратную, в соответствии с предлагаемым способом, в сварочном контуре 25машины начинают действовать ЭДС несвоей, а других Фаэ, величинакоторых вдвое меньше. Таким образом,при изменении С прямой на обратнуюполярности подключения к тиристорам 30первичных обмоток трансформатора ЭДС,выпрямляемые диодами на его вторичной стороне, уменьшаются в два раза.Кроме того, увеличивается сопротивление Рассеяния обмоток из-эа недостаточной связи работающих одновременно первичной обмотки одной фазы ивторичных обмоток двух других фаз,1Схема содержит тиристоры 1-3,включенные последовательно в первич-ные обмотки 4-6 трансформатора 7.Вторичные обмотки 8-10 соединены сдиодами 11-13 по схеме трехфазногооднополупериодного выпрямления.,Полярность подключения первичныхобмоток трансформатора определяется 45положением перемычек 14-16, которые:в соответствии со способом переключаются с перекрестного положения дляполучения больших токов на прямое -для умеиьшения вторичного напряжения н тока.При перекрестном положении пере.мычек включение тиристора 1 приводит к, появлению в магнитопроводетрансформатора магнитного потока, унаводящЕго во вторичной обмотке 8ЭДС, полярность которой положительна поотношению к диоду 11. Во вторичных обмОтках 9 и 10 других фаз тоженаводятся ЭДС, величина которых вдвоеменьше ЭДС обмотки 8, а полярностьотрицательна по отношению к диодам12 и 13Диод 11 проводит ток, величинакоторого определяется ЭДС вобмотке 8 и сопротивлениями цепи. Диоды 12 н 13 заперты. При включении тиристора 2 аналогично работает диод 12 и т.д.При переключении перемычек 14-16на прямое положение включение тирнстора 11 приводит к появлению в магнитопроводе трансформатора магнитногопотока обратного, направления, в результате чего во .вторичной обмотке 8 полярность ЭДС отрицательна по отношению к диоду 11, а полярностьЭДС в обмотках 9 и 10 положительнапо отношению к диодам 12 и 13. Диод11 при этом заперт, а диоды 12 и 1 3 проводят ток, величина которого приданных сопротивлениях цепей определяется величиной ЭДС в обмотках 9 и 10, имеющих вдвое меньшую величину, чем в обмотке 8, Благодаря этому величина тока во втором случае при том же числе витков обмоток и том же угле фазового .регулирования тиристоров почти вдвое меньше, чем в первом,Способ регулирования сварочноготока может использоваться в машинахпостоянного тока, содержащих трехфазный нулевой выпрямитель на вторичной стороне трехфазного трансфорМатора, с первичными обмотками которого включены последовательно трн тиристора, При этом в существующих машинах расширяется глубина регулирования тока, что улучшает технологические возможности машин н повышает качество сварки. ИспользованиепредЛагаемого способа при разработкеновых машин позволит получить необходимые пределы регулирования тока при упрощении конструкции трансформатора..Формула изобретенияСпособ регулирования сварочного тока, преимущественно в маиинах для контактной сварки,. содержащих трехфазный нулевой выпрямитель, управляемый тиристорами со стороны первичных обмоток трансформатора, прнкотором изменяют вторичное напряжение сварочного трансформатора, о т л и ч аю щ и й с я тем, что, с цельюповышения качества сварки, величину вторичного напряжения уменьшают изменением полярности подключения первичных обмоток трансформатора к тиристорам.Источники инФормации,принятые во внимание при экспертизе1, Рыськова З.А. Трансформаторыдля электрической контактной сварки,Энергия, Л., 1975, с.142-174.2. Рыськова З.А. Трансформаторыдля электрической контактной сварки,Энергия, Л., 19 75, с.78-102.721278 Составитель Л;КомароваМ Ларитонова Техред М,Петко Корректор В,Синицкая дакт ППП Патент, г.Ужгород, ул.Проектная,4 Ф аказ 45/13 ЦНИИП по 113035, Госуда елам и осква,твенно бретен -35, Р 1160комитет и откры ушская на ПодписноСССРЙ
СмотретьЗаявка
2668683, 28.09.1978
ПРЕДПРИЯТИЕ ПЯ А-3959
БОКШТЕЙН ОЛЕГ НАТАНОВИЧ, ГОРЛОВ ЮРИЙ ИВАНОВИЧ, КАНИН АЛЕКСАНДР МИХАЙЛОВИЧ, ФИЛИППОВ ЮРИЙ ИВАНОВИЧ, ЯКУШИНСКИЙ АЛЕКСАНДР ЯКОВЛЕВИЧ, ОЗОЛИНГ ЕВГЕНИЙ РИЧАРДОВИЧ
МПК / Метки
МПК: B23K 11/10
Метки: сварочного
Опубликовано: 15.03.1980
Код ссылки
<a href="https://patents.su/3-721278-sposob-regulirovaniya-svarochnogo-toka.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования сварочного тока</a>
Трансформатор для дуговой сварки

Номер патента: 125636
Опубликовано: 01.01.1960
Автор: Тазьба
МПК: H01F 29/12, H01F 38/08
Метки: дуговой, сварки, трансформатор
...18000 - 22000 гаус. В этом случае в магнитном потоке возникает, кроме основной волны, третья гармоническая составляющая, Соответственно этому во вторичной обмотке возникнет электродвижущая сила тройной частоты. Сумма э.д.с. основной волны в первичных обмотках равна нулю, так как при трехфазном питании магнитные потоки основной волны в отдельных сердечниках магнитопровода расположены под углом 180 и сумма их равна нулю.При указанных значениях индукции величина третьей гармонической составляющей потока достаточна для получения во вторичной обмотке трансформатора напряжения 60 - 65 в, необходимого для сварки.Наличие у предлагаемого трансформатора трехфазной первичной обмотки дает возможность равномерно загружать трехфазную сеть, а125636...
Трансформатор для дуговой сварки и рез-ки

Номер патента: 842992
Опубликовано: 30.06.1981
МПК: H01F 38/08
Метки: дуговой, рез-ки, сварки, трансформатор
...2 и 3 соединены между собойпоследовательно (фиг,2), при этомпоследовательно соединены и катушкивторичной обмотки 4 и .5. При работе 559в диапазоне больших токов часть витков первичной обмотки, выполненнаяпроводом с сечением, вдвое большим сечения провода остальной части катушек-10 Ро кт (оо г),части=дх игде%,щ - число витков той частиокаждой из катушек, которая выполнена проводомвдвое большего сечения остальных витков первичнойобмотки;.Ът - полное число витков первичной обмотки;0 - вторичное напряжение холостого хода трансформатора диапазона малых токов;О- вторичное напряжение холостого хода трансформатора диапазона больших 1,токов,4.На фиг. схематически изображенпредлагаемый трансформатор для дуговой сварки и резки; на...
Трансформатор для электродуговой сварки
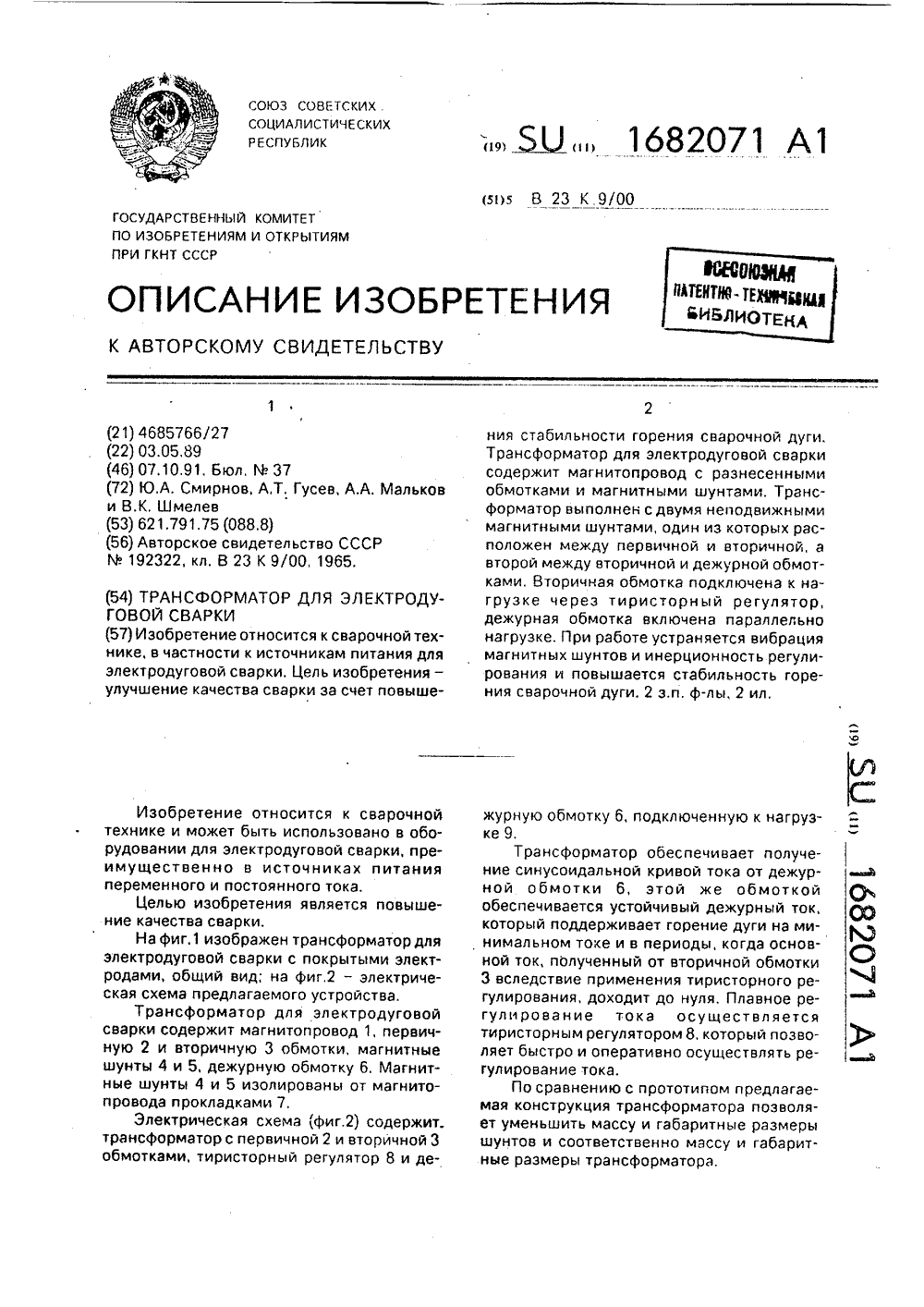
Номер патента: 1682071
Опубликовано: 07.10.1991
Авторы: Гусев, Малков, Смирнов, Шмелев
МПК: B23K 9/00
Метки: сварки, трансформатор, электродуговой
...через тиристорный регулятор, дежурная обмотка включена параллельно нагрузке. При работе устраняется вибрация магнитных шунтов и инерционность регулирования и повышается стабильность горения сварочной дуги. 2 з.п, ф-лы, 2 ил,журную обмотку б, подключенную к нагрузке 9.Трансформатор обеспечивает получение синусоидальной кривой тока от дежур- а ной обмотки б, этой же обмоткой ( обеспечивается устойчивый дежурный ток, (р который поддерживает горение дуги на минимальном токе и в периоды, когда основной ток, полученный от вторичной обмотки 3 вследствие применения тиристорного регулирования, доходит до нуля, Плавное регулирование тока осуществляется тиристорным регулятором 8, который позволяет быстро и оперативно осуществлять ре- ь гулирование...
Трансформатор, предназначенный для поддержания достоянной величины вторичного напряжения

Номер патента: 11175
Опубликовано: 30.09.1929
Автор: Улитовский
МПК: H01F 29/10, H01F 30/10
Метки: величины, вторичного, достоянной, поддержания, предназначенный, трансформатор
...воздушным регулируемым зазором, Подведенное к первичным зажимам 1 напряжение посылает ток 1 - главный взмагничивающий и регулнрозочный с. Навагничивающая и регулировочная обмотки соединены параллельно. Главный магнитный поток В, создаваемый током 1, разветвляется на две части; одна чйсть (В") идет со вторичной обмоткой, а другая часть (В") - в сердечник с регулировочной обмоткой; регулировочные же ампер-витки работают в таком направлении, что поток, создаваемый ими, ослабляет главный поток. В обыкновенном трансформаторе колебания вторичного напряжения происходят вследствие изменения величины пронизывающего вторичную обмотку магнитного :потока В", который изменяется в соответствии с изменением первичного напряжения, В данном случае...
Трансформатор однофазного тока, предназначенный для поддержания величины вторичного напряжения постоянным

Номер патента: 9971
Опубликовано: 29.06.1929
Автор: Улитовский
МПК: H01F 29/10
Метки: величины, вторичного, однофазного, поддержания, постоянным, предназначенный, трансформатор
...складываются, при чем с целью получения вторичного напряжения T, постоянным при разных вторичных токах и при меняющемся первичном напряжении г 1, между крайними сердечниками а и а и верхним ярмом У средних сердечников Ь и с имеются регулируемые воздушные зазоры е, е; при уменьшении первичного напряжеИЗОБРЕТЕН ния 7; или увеличении нагрузки трансформатора напряжение Рз уменьшается, так же, как и индукция вмагнитной системе. Для поддержания напряжения Т постоянным, указанные воздушные зазоры е, е помощью винтов й, й уменьшаются на требуемую величину, благодаря чему возрастает индукция в магнитной системе и напряжение 7 опять становится нормальным, В случае увеличения первичного напряжения или уменьшения нагрузки трансформатора для...
Предыдущий патент: Механизм шаговой подачи
Следующий патент: Способ контроля качества точечной контактной сварки
Случайный патент: Способ производства песочного полуфабриката для мучных кондитерских изделий