Устройство для управления процессом сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
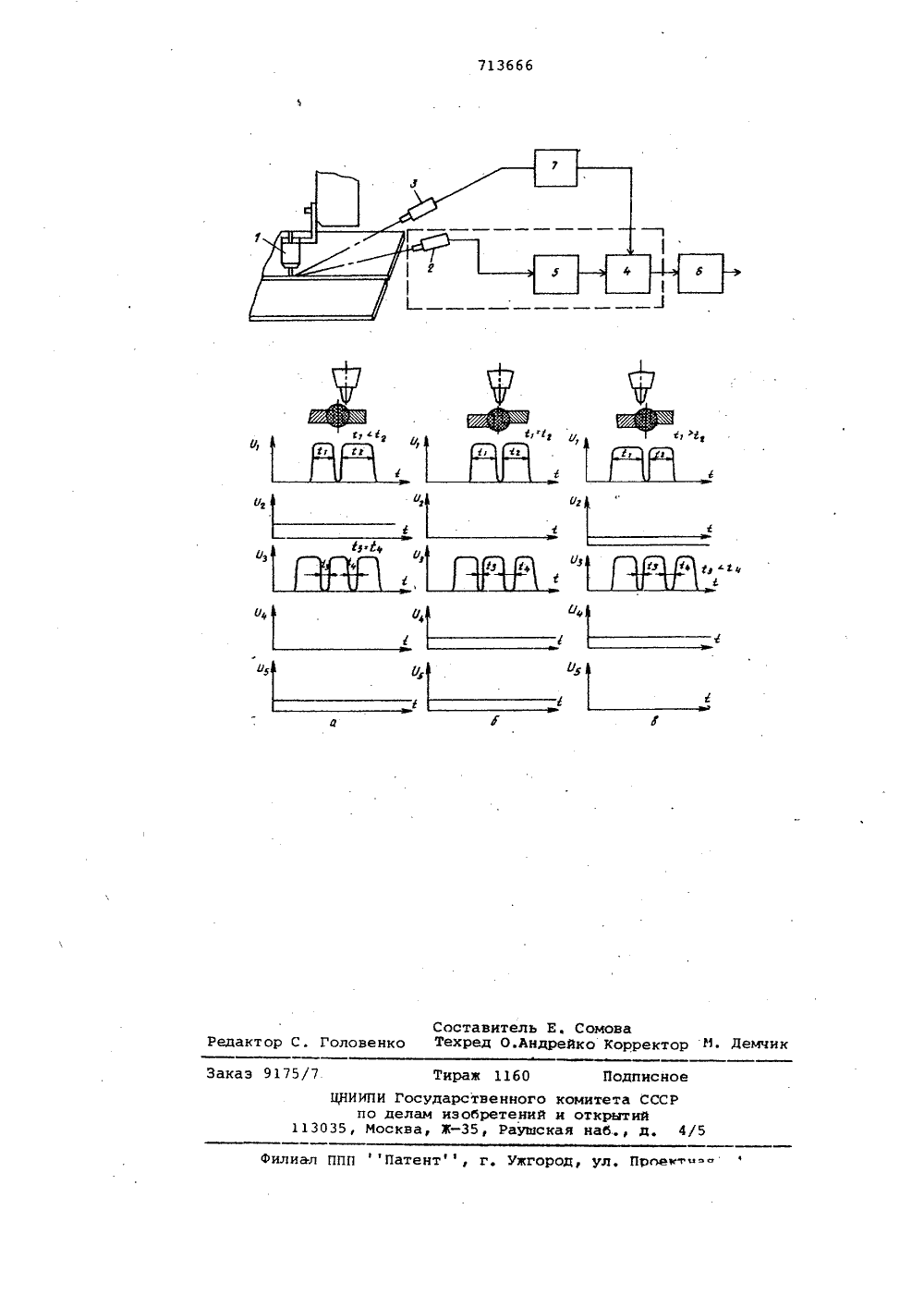
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДИПЛЬСТВУ Сюз Сеаетскик Сециалжтнчесаик ф Рестгвбев и 713666 1Ф ч 61) лнительнае к авт. свид-ву9/ дииением заявки Государственный кои ите СССР по деяаи изобретеви и открытей(53) УДК 621, 791, 75 (088 8) публикавана 05.02,80 Бюллетень Мо 5 ата опубликования описании 10.02. 80(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕ ПРОЦЕССОМ СВАРКИ но о 1 б,сигнаением дата Изобретение относится к автоматизации сварочных процессов, а именно к системам слежения по стыку и может быть использовано при сварке стыковых соединений с невысокой точностью сборки кромок.Известно устройство для автоматического управления процессом сварки криволинейных швов 1, в. котором ориентация сварочной головки осущест. вляется с помсе 1 ьв сканирующего по кругу Фотодатчика, который пересекает кромки стыка и шва, иа выходе которого получается сигнал путем сравнения промежутков времени сканирова иия непосредственно между швом и кромками стыка. Однако устройство не обеспечивает точности слежения при появлении технологических возмущений.Известно также устройство для ав томатического управления процессом сварки, содержащее датчик положения стыка и датчик превышения кромок, жестко соединенные со сварочной головкой и сумматор, связанкзй одним входом с датчиком положения стыка через формирователь сигналов перемещения сварочной головки к оси стыка, а выходом - с блоком управления перемещением головки 23 . ЗО Устройство обеспечивает слежение по стыку при появлении технологических возмущений в виде превышения кро мок. Недостатком этого. устройства является несимметричное расположение шва относительно оси стыка.Цель изобретения - обеспечение симметричного расположения шва от сительно оси стыка.Поставленная цель достигается тем что в устройство введен йормировател сигналов перемещения сварочной голов ки к оси стыка, связанный с датчиком превышения кромок и со вторым входом сумматора.На фиг, 1 представлена блок-схема предлагаемого устройстваБлок-схема включает сварочную гловку 1, оптический датчик 2 положения стыка, оптический датчик 3 пре вышения кромок, сумматор 4, блок 5 Формирования сигналов перемещения сварочной головки к оси стыка, блок 6 управления перемещением сварочной головки, формирователь 7 сигналов перемещения сварочной головки к осистыка.На Фиг. 1 а, в напряжением О представлен л на выходе чйка 2, напряж- сигнал нвыходе блока 5, напряжением 0 З - сигнал на выходе датчика 3, напряжением 04 - сигнал на выходе блока 7 и напряжением 05 - сигнал на выходе сумматора.Устройство работает следующим образом.Оптические датчики 2 и 3 жестко связаны со сварочной головкой 1 и расположены нод углом к сварочному электроду таким образом, что датчик 2 сканирует освещенные дугой кромки у входа их в зону сварки, а датчик 3 сканирует конец сварочного электрода и освещенные дугой кромки свариваеьвх изделий.Выходной сигнал датчика 2 0 несет инФормацию о положении стыка относительно сварочного электрода. При несовпадении оси стыка с осью электрода (Фиг. 1 а)Ф й блок 5 Формирования сигнала йреобраэует поступающий с датчика 2 сигнал в постоянное напряжение 0 , полярность которого определяет направление смещения электрода относительно оси сты ка. При отсутствии превышения кромок сигнал 0 , поступающий с выхода датчика 3 с мметричен 13С 4. При этом сигнал на выходе формирователя 7 - 04 - отсутствует. Сигнал управления 0 поступает на один вход сумматора 3 и на выходе сумматора появляется сигнал 0 на перемещение сва 5рочной головки к оси стыка. В случае расположения головки по оси стыка при наличиии превышения кромок (Фиг. 1 б) сигнал 0 1 симметричен Ф 1 = 1 , на выходе блока 5 сйгнал отсутствует. Сигнал же 0 З с датчика 3 несимметричен, и на выходе блока .7, появляется постоянное напряжение.0 полярность которого соответствует ,тому, какая из кромок смещена. Сигнал 0 поступает на второй вход сумматора 7, на выходе которого появляетсясигнал 0 на перемещение сварочной головки к оси стыка, обеспечивая симметричное расположение шва относи- тельно оси стыка. При сдвиге горелки в сторону от стыка (Фиг. 1 в) на выходе блока 5 появится сигнал 04, который поступит на второй вход сумматора, и на выходе сумматора сигнал исчезнет.Сварка со смещенным электродомбудет длиться до тех пор, пока не исчезнет превышение свариваемых кромок, не пропадет сигнал 04, и электрод будет перемещаться от сигнала 0 уп равления,полученного на выходе блока 5.формула из обретения20 Устройство для управления процессом сварки, содержащее датчик положения стыка и датчик превышения кромок, жестко соединенные со сварочнойголовкой, сумматор связанный одним25 входом с датчиком положения стыкачерез Формирователь сигналов перемещения сварочной головки к оси стыка,а выходом с блоком управления перемещения головки, о т л и ч а ю щ ее с я тем, что, с целью обеспечениясимметричного положения шва относительно оси стыка, в устройство введен Формирователь сигналов перемещения сварочной головки к оси стыка,связанный с датчиком превышения кромок и со вторым входом сумматора.Источники иноформации,принятые во внимание при экспертизе1. Авторское свидетельство СССР. 9 221872, кл. В 23 К 9/10, 19 б 74 О 2. Авторское свидетельство СССРР 411971, кл. В 23 К 9/10, 1971.713666 остав ехред ел едакт ор С . Голове нк ик.А Заказ 9175/ ж 116 одписное твенного комитета СС брЕтений и открытий 5, Рауыская наб., д. илиал ППП Патентф, г. Ужгород, ул, Проект ЩЧИИПИ Госуда по делам и 113035, Москва, Ж
СмотретьЗаявка
2405976, 17.09.1976
КИЕВСКИЙ ИНСТИТУТ АВТОМАТИКИ ИМ. ХХУ СЪЕЗДА КПСС
КОТОВА ВАЛЕНТИНА ГЕОРГИЕВНА, ГАЛИЦКИЙ АНАТОЛИЙ ИВАНОВИЧ, ГОЛИН ЮРИЙ ПЕТРОВИЧ
МПК / Метки
МПК: B23K 9/10
Опубликовано: 05.02.1980
Код ссылки
<a href="https://patents.su/3-713666-ustrojjstvo-dlya-upravleniya-processom-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для управления процессом сварки</a>
Механизм останова револьверного суппорта с горизонтально расположенной осью револьверной головки

Номер патента: 780967
Опубликовано: 23.11.1980
Авторы: Башлаев, Белявцев, Лейкин
МПК: B23B 21/00
Метки: головки, горизонтально, механизм, останова, осью, расположенной, револьверного, револьверной, суппорта
...4 с двух сторон к стойке 3, создавая зазор а между левым торцом пиноли и кронштейном 1, В отверстии шейки пиноли 4 установлена штан.5га 17 с рукояткой 18, Штанга поджата пружиной 19, а закрепленный в штиге штифт 20 р 1 ужит для фиксации положения пиноли при помощи паза 21 втулки 10. На станине уста.новлена коробка 22, в которой расположен микропереключатель с рычажной системой для перехода суппорта на "ползучую" подачу и отключения подачи суппорта с выдержкой времени. Рычажная система связан с механизмом упора подпружиненным штоком 23, на конце которого укреплена шайба 24. К механизму присоединен индикатор (на чертеже не показан) для точной настройки останова суппорт.Устройство работает следующим образом.После того, как на...
Двухкоординатный фотодатчик для автоматического управления сварочным автоматом

Номер патента: 135557
Опубликовано: 01.01.1961
Автор: Вайнер
МПК: B23K 7/10, B23Q 35/128
Метки: автоматом, двухкоординатный, сварочным, фотодатчик
...мых сигнала ошибки при смешениях сварочной головки в горизонтальном и вертикальном направлении относительно объекта сварки. Фото. датчик движется вдоль светлой линии, которая наносится на изделия алюминиевым карандашом, с помощью специального шаблона.Подсвет располагается в плоскости У - Л под углом 60 - 65 к вертикальной оси датчика, что необходимо для раздельного получения составляющих сигнала ошибки по осям Х и Л при помощи одного фото- датчика,При отклонении олой линии из среднепротивлений 3, измен135557 При смещении вдоль оси Л на величину ЛЛ освещенный участок линйи перемещается на величину ЬУ относительно оси датчика, изменяя освещенность фотосопротивлений 4 и практически оставляя неизменной освещенность фотосопротивлений...
Головка сварочного автомата

Номер патента: 1655735
Опубликовано: 15.06.1991
Автор: Доценко
МПК: B23K 37/02
Метки: автомата, головка, сварочного
...4 и сварочной горелки, что повышает качество сварки и обеспечивает плавную заварку кратера шва, 1 ил. терни б.Головка сварочного автомата работает следующим образом.Момент вращения привода 2 передает- шестерне 3, планшайбе 4, сварочной елке и механизму подачи электродной волоки с шестерней 9. Шестерня 9 вхов зацепление с зубчатым колесом 8 и вращении планшайбы 4 получает вращение от колеса 8. Дополнительный венец 7 получает вращение от шестерни 6, установленной на вал дополнительного редуктора 5, Если дополнительный редуктор 5 не получает. вращения, то шестерня б не вра1655735 Формула изобретения остав рехред М.Моргентал Корректор Т.Палий дакто ит аказ 2019 Тираж 520 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям...
Устройство для сканирования изделия

Номер патента: 1665296
Опубликовано: 23.07.1991
Авторы: Белокур, Сташкевич, Татаринов
МПК: G01N 29/26
Метки: изделия, сканирования
...датчика б с системой 5 преобразователя 3 осуществляется посредством траверсы 15. В ходе контроля датчики б и 7 соединены с УЗ-дефектоскопом 16, В том случае, если контролируемое изделие 12 - труба, направляющие 1 устанавливаются на поясе 17, который закрепляется на изделии 12.Устройство для сканирования датчиком контроля изделия работает следующим образом,На иэделии 12, например трубе, закрепляют пояс 17 с направляющими 1, Вручную осуществляют продольные перемещения каретки 2 по направляющим 1, Датчик 7, например, трансформаторный, генерирует на своем выходе сигнал 07, пропорциональный продольной скорости перемещения каретки 2 (фиг.За), С выхода датчика 7 сигнал поступает в пороговую схему 8, выполненную, например, с применением...
Устройство для направления сварочной головки по стыку

Номер патента: 1199518
Опубликовано: 23.12.1985
Авторы: Бирюков, Вейшнарович, Курышев
МПК: B23K 9/10
Метки: головки, направления, сварочной, стыку
...сварочной головки и к приводу 1 О перемещения сварочной головки поперек стыка.Устройство для направления движения сварочной головки по стыку работает следующим образом.Электроискровая головка 1 устанавливается впереди сварочной горелки над свариваемым стыком.При подаче в устройство напряжения питания от сети, синхронный двигатель 2 головки 1 приводит во вращательное движение датчик 3 стыка. С источника 5 высоковольтных зондирующих импульсов через измерительный элемент 4 на датчик"3 стыка подаются высоковольтные зондирующие импульсы. При прохождении датчика 3 над стыком с отбортовкой либо разделкой кромок происходит электроискровой пробой промежутка, а так199518 2 5 10 15 20 25 30 как длина искрового пррмежутка периодически изменяется,...
Предыдущий патент: Устройство для питания сварочной дуги переменного тока
Следующий патент: Способ зачистки поверхности металлических заготовок
Случайный патент: Следящая система для управления гелиостатом