Способ контролирования процесса формования нити из расплава
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 651056
Автор: Пупышев

Текст
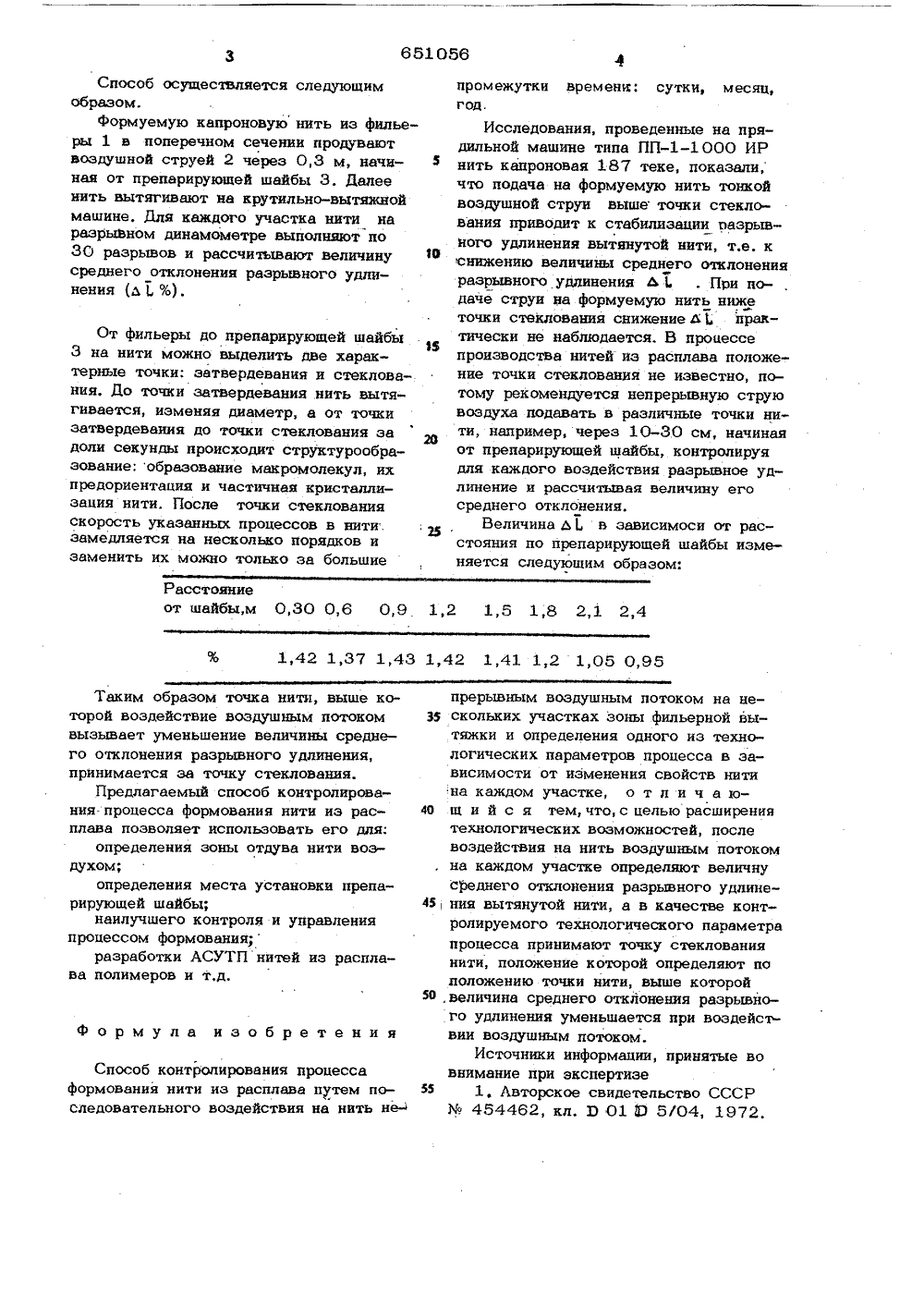
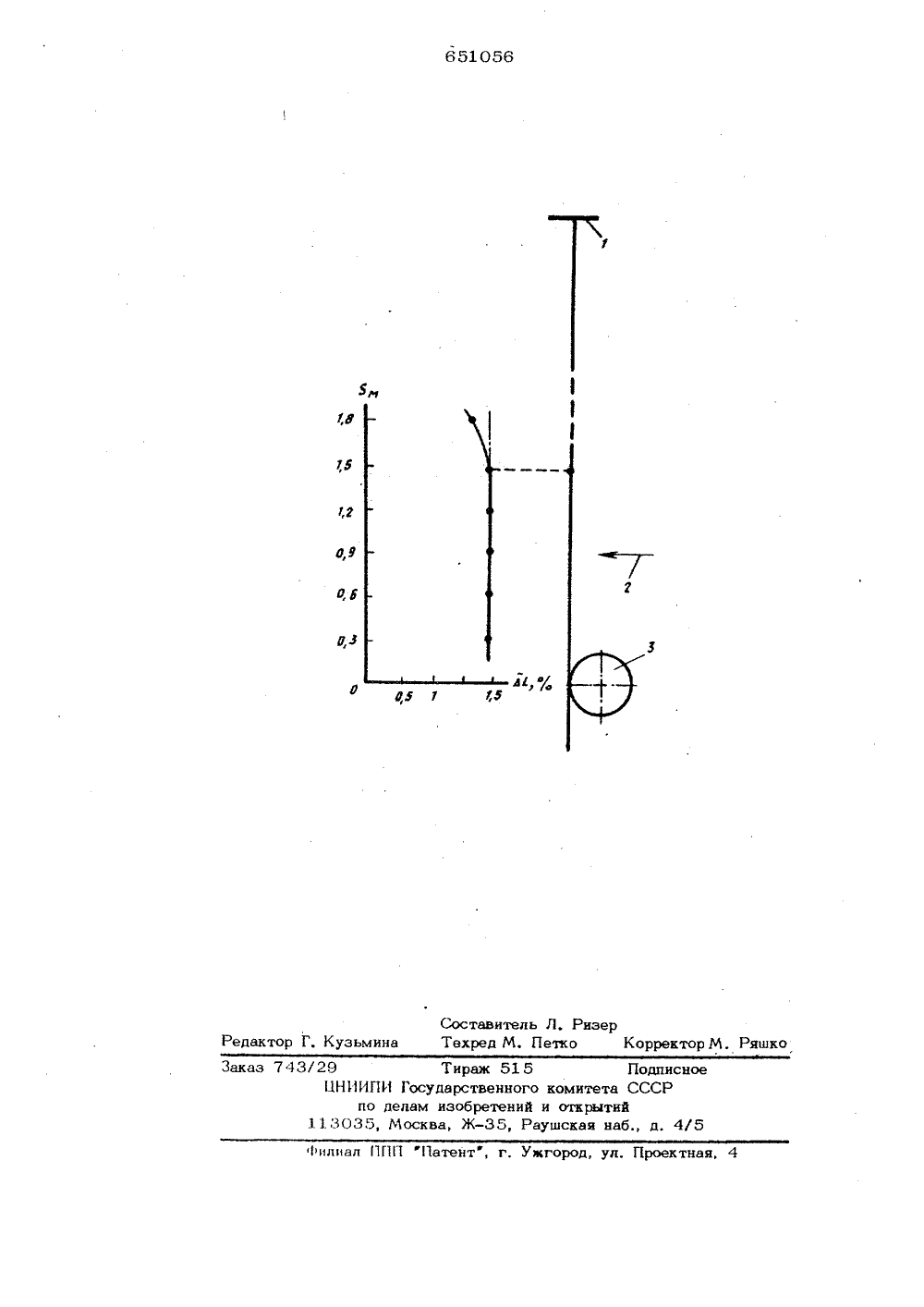
. Пупышев 7) Заявитель 84) СПОСОБ КОНТРОЛИРОВАНИЯ ПРОБЕСНИТИ ИЗ РАСПЛАВА МОВА Н оторойрывноздейи график и я разрывно е ния. Изобретение относится к области производства химических нитей.Известен способ контролирования процесса формования нити из расплава путем последовательного воздействия на нить непрерывным воздушным пото ком на нескольких участках зоны фипьерной вытяжки и определения одного из технопогических параметров процесса в зависимости от изменения свойств нити на каждом участке 1.тоИзвестный способ не позвопяет опред пить положение точки стеклования нити в зоне фильерной вытяжки.Белью изобретения является расширение технологических возможностей.Это достигается тем, что после воздействия на нить воздушным потоком на каждом участке определяют вепичину среднего отклонения разрывного уд 20 пинения вытянутой нити, а в качестве контролируеМого технического параметра процесса принимают точку стеклова,ния нити, положение которой определяют ия описания 07,03,79 по положению точки нити, выше к величина среднего отклонения раз го удлинения уменьшается при во ствии воздушным потоком.Изобретение поясняется чертежом, на котором представлена схема реапизазации способа змененяя среднего отклонени го удлинения ( Ь ь ) по длине шахты в зоне фипьерной вытяжки.Способ контролирования процесса формования нити из расплава заключается в последоватепьном воздействии на нить непрерывным воздушным потоком на нескольких участках зоны фипьерной вы- ки, определении величины среднего откпонения разрывного удлинения вытянутой нити и определении положения точки стекпования нити, положение которой опредепяют по положению точки нити, выше которой воздействие воздушным потоком вызывает уменьшение величины среднего отклонения разрывного удлине651056 От фильеры до препарирующей шайбыИ 3 на нити можно выделить две характерные точки: затвердевания и стеклования. До точки эатвердевания нить вытягивается, изменяя диаметр, а от точки эатвердеваиия до точки стекловання за 26 доли секунды происходит структурообразование;образование макромолекул, их предориентация и частичная кристаллизация нити. После точки стеклования скорость указанных процессов в нити.23 замедляется на несколько порядков и заменить их можно только за большие Расстояниеот шайбы,м 0,30 0,6 0,9 1,2 1,5 1;8 2,1 2,4 1,42 1,37 1,43 1,42 1,41 1,2 105 0,95 прерывным воздушным потоком на не- ЗЮ скольких участках зоны фильерной вытяжки и определении одного из технологических параметров процесса в зависимости от изменения свойств нити на каждом участке, о т л и ч а ю щ и й с я тем,что,с целью расширениятехнологических возможностей, после воздействия на нить воздушным потоком на каждом участке определяют величну среднего отклонения разрывного удлинения вытянутой нити, а в качестве контролируемого технологического параметра процесса принимают точку стеклования нити, положение которой определяют по положению точки нити, выше которой 50, величина среднего отклонения разрывного удлинения уменьшается при воздейстСпособ осуществляется следующим образом,Формуемую капроновую нить из фильеры 1 и поперечном сечении продувают воздушной струей 2 через 0,3 м, начиная от препарирующей шайбы 3. Далее нить вытягивают на крутильно-вытяжной машине. Для каждого участка нити на разрывном динамометре выполняют по 30 разрывов и рассчитывают величину среднего отклонения разрывного удлинения (ь . %). Таким образом точка нити, выше которой воздействие воздушным потокомвызывает уменьшение величины среднего отклонения разрывного удлинения,принимается за точку стеклования.Предлагаемый способ контролирования.процесса формования нити из расплава позволяет использовать его для;определения зоны отдува нити воздухом;определения места установки препарирующей шайбы;наилучшего контроля и управленияпроцессом формования;разработки АСУТП нитей из расплава полимеров и т.д,формула изобретения Способ контролирования процесса формования нити из расплава путем последовательного воздействия на нить непромежутки времени; сутки, месяц,год. Исследования, проведенные на нрядильной машине типа ПП-1000 ИР нить капроновая 187 теке, показали, что подача на формуемую нить тонкой воздушной струи выше точки стеклования приводит к стабилизации разрывного удлинения вытянутой нити, т,е. к снижению величины среднего отклонения разрывного удлинения Ль 7 При но- даче струи на формуемую нить ниже точки стеклования снижение д 1. практически не наблюдается. В процессе производства нитей иэ расплава положение точки стеклования не известно, потому рекомендуется непрерывную струю воздуха подавать в различные точки нити, например, через 10-30 см, начиная от препарирующей шайбы, контролируя для каждого воздействия разрывное удлинение и рассчитывая величину его среднего отклонении.Величина Ь Ь в зависимоси от расстояния по препарирующей шайбы изменяется следующим образом: вин воздушным потоком.Источники информации, принятые вовнимание при экспертизе1, Лвторское свидетельство СССР Мо 454462, кл. Э 01 1 О 5/04, 1972.651056 г,гд"% ф юу т тяСоставитель Л. Ризер Редактор Г, Кузьмина Техред М. Петко Корректор М. Рящко Заказ 743/29 Тираж 515 Подписное ЦНИИПИ Государственного комитета СССРпо делам изобретений и открытий 113035, Москва, ЖРаушскаи наб., д. 4/5 Филиал ППП "Патент, г. Умгород, ул. Проектнан, 4
СмотретьЗаявка
2528258, 26.09.1977
154) СПОСОБ КОНТРОЛИРОВАНИЯ ПРОЦЕССА ФОРМОВАНИЯ НИТИ ИЗ РАСПЛАВА, I, Изобретение относится к области производства химических нитей, Известен способ контролирования процесса формования нити из расплава путем последовательного воздействия на нить непрерьшным воздушным потоком на нескольких участках зоны фидьерной вытяжки и определения одного из технологических параметров процесса в зависимости от изменения свойств нити на каждом участке i-, Известный способ не позволяет определить положение точки стеклования нити в зоне фильерной вытяжки, Целью изобретения является расширение технологических возможностей, Это достигается тем, что после воздействия на нить воздушным потоком на каждом участке определяют величину среднего отклонения разрьтного удлинения вы. тянутой нити, а в качестве контролируемого технического параметра процесса принимают точку стеклова;: ЦКЯ НИТИ, положение которой определяют, 10, 15, 20, ПО положению точки нити, выше которой величина среднего отклонения разрывного удлинения уменьшается при воздействии воздушным потсжом, Изобретение поясняется яертежсйл, на котором пре1ставлена схема реализазации способа и график изменения реднего отклонения разрьшного удлинения по длине шахты в зоне фильерной вытяжки, Способ контролирования процесса формования нити из расплава заключается в последовательном воздействии на нить непрерьшным воздушным потоком на нескольких участках зоны фильерной вытяжки, определении величины среднего отклонения разрьтного удлинения вытянутой нити и определении положения точки стеклования нити, положение которой определяют по положению точки нити, выше которой воздействие воздушным потоком вызывает уменьшение велич1шы среднего отклонения разрывного удлинения
ПУПЫШЕВ ИВАН ДМИТРИЕВИЧ
МПК / Метки
МПК: D01D 5/04
Метки: контролирования, нити, процесса, расплава, формования
Опубликовано: 05.03.1979
Код ссылки
<a href="https://patents.su/3-651056-sposob-kontrolirovaniya-processa-formovaniya-niti-iz-rasplava.html" target="_blank" rel="follow" title="База патентов СССР">Способ контролирования процесса формования нити из расплава</a>
Устройство для изучения процесса транспортировки минералов водным потоком

Номер патента: 594477
Опубликовано: 25.02.1978
Авторы: Воронцов, Шевченко, Шумилов
МПК: G01V 9/00
Метки: водным, изучения, минералов, потоком, процесса, транспортировки
...низкую 15достоверность получаем ых экспериментальныхданных, допускаюших неоднозначность ихинтерпретации.Целью изобретения является повышениедостоверности исслецований, 20Достигается это тем, что врацгаюииесялопатки выполнены в виде решеток с изменяемой плогцадью относительно поперечногосечения потока, а дно лотка выполнено ввиде набора съемных заменяемых трафаретов с различной степенью шереховатости,Таким образом, отличительные признакиустройства за счет максимального приближения моделируемого водного потока к естественному позволяет повысить достоверность 30экспериментальных данных а также ускоритьпроведение опытов за счет возможности непосредственно регисгрировать явления, возникающие при транспортировке минералов,водным потоком,35На...
Прибор для определения упругого удлинения и числа кручений кордовой нити

Номер патента: 44162
Опубликовано: 31.08.1935
Автор: Лебедев
МПК: G01N 33/36
Метки: кордовой, кручений, нити, прибор, удлинения, упругого, числа
...зажим должен быть нагружен дополнительным весом оО (фиг. 6) в 36 г. Таким образом раскрутка кордовой нити, как нити 2-го жручения, производится под действием того же веса первоначального натяжения 54 г,После полного раскручивания полуметрового участка нити между зажимами делают записи: 1) числа кручения по счетчику, где каждое деление шкалы большего радиуса ,(длинная стрелка) равняется одному обороту зажимов, а деление шкалы меньшего радиуса (внутренней - малая стрелка) равно 100 оборотам;2) удлинения от раскрутки, читае. мого на шкале б 4.Сделав записи раскрутки кордовой нити, приступают к испытанию на упругость отдельной стренги, для чего необходимо: 1) запереть нижний зажим с кареткой шпилькой бб; 2) освободить нить из верхнего...
Способ управления процессом формования нити из расплава

Номер патента: 588265
Опубликовано: 15.01.1978
МПК: D01D 5/04
Метки: нити, процессом, расплава, формования
...ее зоны затвердевания. Кроме того, способ предусматривает управление режимом охлаждения путем изменения расхода охлаждающего воздуха, что является причинной нестабильности также аэродинамического режима и последующей неровности нити по толщине.Целью изобретения является улучшение качеспва нити.Для этого по предлагаемому способу измеряют интенсивность теплового потока охлаядающего воздуха и,по ней изменяют мощность воздухоподогревания, а режим охлаждения,регулируют в зависимости от изменения мощности воздухоподогревателя.На чертеже представлена схема управлеппя процессом формования ни путем регулирования режим нити. Вытекающие из фильеры 5 плава остужают потоком во нити 2, при этом интенсивност тока воздушного,слоя контро ком 3...
Способ контроля качества процесса производства комплексной нити

Номер патента: 899742
Опубликовано: 23.01.1982
Автор: Пупышев
МПК: D01D 5/04
Метки: качества, комплексной, нити, производства, процесса
...вывод о необходимости регулировки параметров полимера, а при отрицательном - о необходимости замены фильеры, регулировки охлаждения нити и равномерности нанесения препарации. фар мула изобретения Способ контроля качества процесса производства комплексной нити путем измерения параметров процесса и определения необходимости регулировки процесса по знаку отклонения одного из параметров от заданного его значения, о т л и -ч а ю ш и й с я тем, что, с целью повышения эффективности контроля равномерно вытягивают пробный отрезок комплексной нити, измеряют величину удлинениянити до разрыва одной из элементарныхнитей, затем измеряют величину удлинения до разрыва всей комплексной нити и фее прочность, а определение необходимостирегулировки...
Способ изготовления резиновых нитей и устройство для его осуществления

Номер патента: 115574
Опубликовано: 01.01.1958
МПК: B29C 35/02, B29C 41/24, B29C 67/06, B29D 31/00
...нитей, о т л и ч а ю щ и й с я тем, что, с целью получения нитей, однородных по калибру и устранения операции по разборке нитей после вулканизации, прядение нитей (продавливание латекса или эмульсии через фильеру), промывку, сушку и вулканизацию их осуществляют раздельно для каждой нити.2. У, геройство для осуществления способа по п. 1, отличающееся тем, что для сушки и вулканизации каждой нити применены последовательно расположенные парные валки или сетчатые барабаны. Комитет по делам изобретений и открытий при Совете Министров СССРРедактор Е. Г. Гончар Гр. 158 Информационно-издательский отдел.Обьем 0,34 и .л. Зак. 3957 Поди. к печ. 6.Чг. Тираж 800 Цена 50 коп.Типография Комитета по делам изобретений и открытий при Совете Министров...