Способ изготовления сварных конструкций
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
) Заявлено 23.03.72121) 1768752/25-27 с присоединением заявки гй 23 К 8/00 ПриоритетГосударственный кометет Совета Менеотрое СССР оо делам азобретеей н открмтв(43) Опубликовано 25.11 Изобретение относится к сварке, в частности, к способам изготовления сварных конструкций и может быть применено в различных отраслях машиностроения,Известны способы изготовления сварныхконструкций, при которых в процессе сварки снижают погонную энергию источникатепла, управляют параметрами физико-механических свойств материала 111.Эти способы имеют существенный недостаток. Они не позволяют получить одинаковыми по величине остаточные деформациивдоль шва,Известен также способ изготовления сварных конструкций, наиболее близкий к изобретению по технической сущности и достигаемому эффекту, при. котором в процессесварки к иэделию прикладывают растягивающую нагрузку 21Недостатком способа является малая точность изготовления, поскольку остаточныепродольные деформации в сечениях шва подлине пластины распределяются неравномер.но, т. е. присутствует переменная составляющая деформация. Такая неравномерностьобъясняется тем, что условия формированияпластических деформаций по сечению различны из-эа неодновременности выполнения шва, изменения силового поля за счет накапливания пластических деформаций укорочения по мере движения дуги, краевых эффектов, колебаний режима сварки и других факторов, которые носят случайный характер.Цель изобретения - повышение точности изготовления конструкций путем устранения остаточных сварочных деформаций.Для достижения этого в процессе сварки измеряют деформации незаваренной части изделия, по ним определяют величину и знак нагрузки в каждый момент времени и прикладывают ее с обратным знаком к изделию.На фиг. 1 дана схема расположения тензодатчиков для записи кривых деформаций, возникающих в процессе сварки; на фиг. 2- графическое изображение кривых деформаций, возникающих в соответствующих сечениях в процессе сварки беэ приложения нагрузки; на фиг, 3 - графическое изображение кривых деформаций, полученных в результате сварки по .предложенному способу.Пример. Сварка осуществляется дуговым способом на пластинах размером 1,5 80 б 20 мм, иэ материала ВНС, при режиме сварки 1= 155 А, 11 = 11 Ом,у, = 12 ммсек. Перед сваркой торцы пластин жестко эащемляют. Участок пластины, примыкающИЙ к торцу, в процессе сварки подвергается нагреву и охлаждению от дополнительных источников тепла и холода. Интенсивность нагрева и охлаждения под бирается так, что деформации в неэаварен. ной части сохраняются постоянными. Дейст. вие такого термического цикла, температура которого является функцией деформации, аналогично действию усилия приложенной к незакрепленным торцам пластины, Это усилие в каждый момент времени равно по величине и обратно по знаку усилию в заделке от сварки, под влиянием которого возникает переменная составляющая деформаций, С помощью тензодатчиков 1 регистрируют пластины, которые сварочная дуга пересекает в последнюю очередь. Анализ полученной кривой 2 показывает, что в начале процесса усилие в ненагретой части пластины, а значит и в заделке, является сжимающим, за. тем прн 1 = 300 сек оно переходит в растя. 20 гнвающее.Следствием изменения величины и знака усилия в заделке является то, что кривые, записанные тенэодатчиками 2 и 3, наклеенными на соседние участки, не совпадают.Затем сваривают пластину на тех же ре. жимах с приложением нагрузки к изделию, при этом измеряют деформации в незаварен. ной части иэделия, определяк)т по деформации с помощью известных формул величину усилия и прикладывают его с обратным знаком к иэделию. По полученным кривым деформаций видно, что все сечения пластины проходят через один и тот же цикл деформаций. Способ позволяет повысить точность изготовления конструкций в 1,5 - 2 раза.формула изобретенияСпособ изготовления сварных конструк. ций, при котором в процессе сварки к иэделию прикладывают растягивающую нагруз. ку, отличающийся тем, что, с целью повышения точности изготовления конструкций путем устранения остаточных сварочных деформаций, измеряют деформации незаваренной части изделия, по ним определяют величину и знак нагрузки в каждый момент времени и прикладывают ее с обратным знаком к изделию.Источники информации, принятые во внимание при экспертизе;1, Шигаиов Н. В. Влияние активных снл на деформации и напряжения при сварке, М., Сборник МВТУ, 1949, вып. 6.2. Винокуров В, А, Сварочные деформации и напряжения. М., 1968, с. 81.Составитель ЛТехред О. ЛуговТираж 122 арственного комитета по делам изобретен нй 1 М 35, Москва, Ж.35, Рауш нал ППП Патент, г. УжгоФил Резак 1 ор Н. Разумова ЗалаГи 4 Л 5 ННИИПИ Госуд Назароваая Корректор Л. ВеселовПодписноеСовета Министров СССРн открытийекая наб., д. 46род, ул, Проектная. 4
СмотретьЗаявка
1769752, 23.03.1972
ПРЕДПРИЯТИЕ ПЯ М-5671
ЖУКОВ МИХАИЛ БОРИСОВИЧ, ДЕДОВА ДИАНА ВИТАЛЬЕВНА
МПК / Метки
МПК: B23K 28/00
Метки: конструкций, сварных
Опубликовано: 25.11.1978
Код ссылки
<a href="https://patents.su/3-633691-sposob-izgotovleniya-svarnykh-konstrukcijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления сварных конструкций</a>
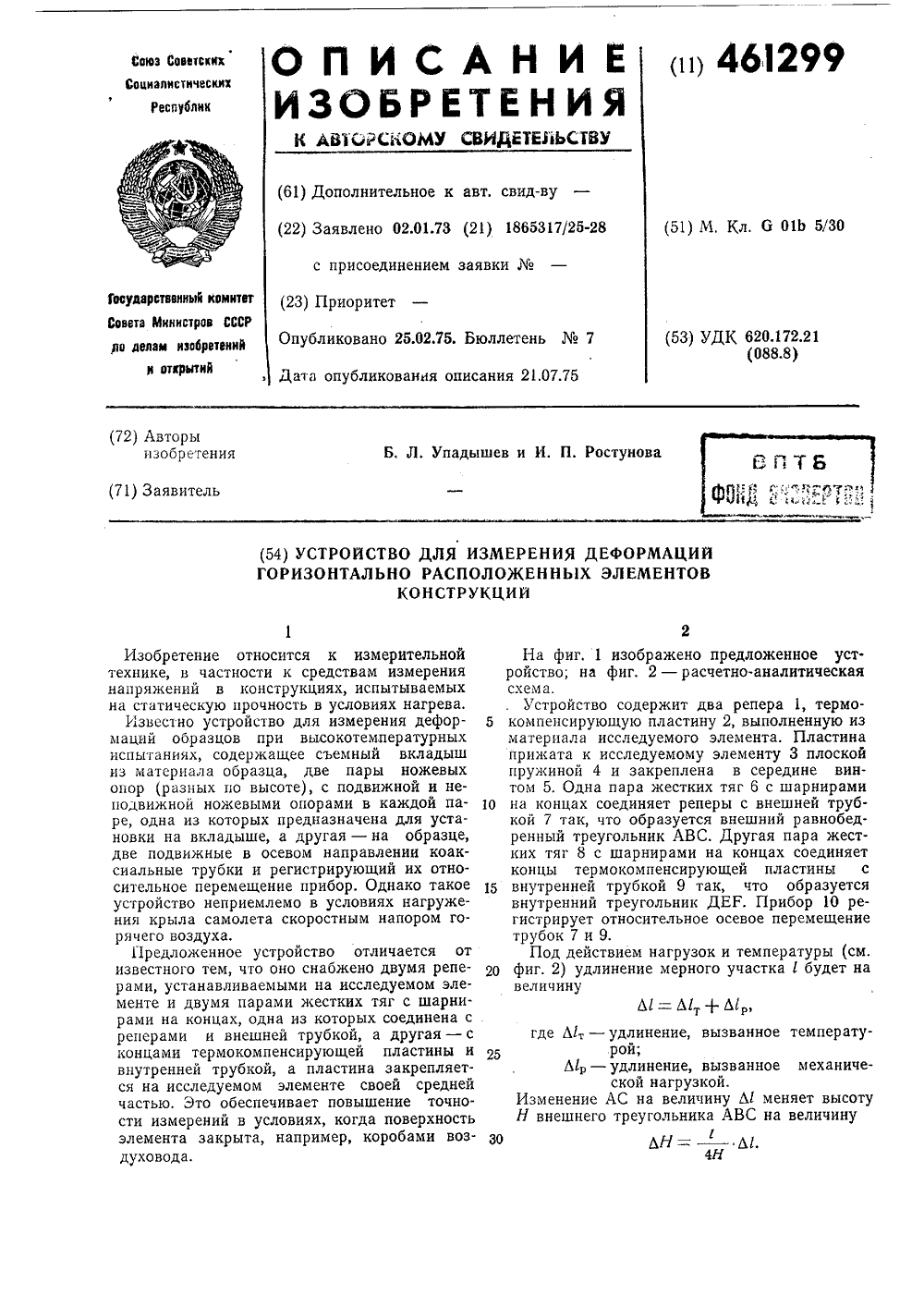
Устройство для измерения деформации горизонтально расположенных элементов конструкции
Номер патента: 461299
Опубликовано: 25.02.1975
МПК: G01B 5/30
Метки: горизонтально, деформации, конструкции, расположенных, элементов
...концах, одна из которых соединена среперами и внешней трубкой, а другая - сконцами термокомпенсирующей пластины ивнутренней трубкой, а пластина закрепляется на исследуемом элементе своей среднейчастью. Это обеспечивает повышение точности измерений в условиях, когда поверхностьэлемента закрыта, например, коробами воздуховода,На фиг, 1 изображено предложенное устройство; на фиг. 2 - расчетно-аналитическая схема,Устройство содержит два репера 1, термокомпенсирующую пластину 2, выполненную из материала исследуемого элемента. Пластина прижата к исследуемому элементу 3 плоской пружиной 4 и закреплена в середине винтом 5. Одна пара жестких тяг 6 с шарнирами на концах соединяет реперы с внешней трубкой 7 так, что образуется внешний...
Способ уменьшения остаточных деформаций и напряжений при сварке

Номер патента: 539713
Опубликовано: 25.12.1976
МПК: B23K 28/00
Метки: деформаций, напряжений, остаточных, сварке, уменьшения
...деформаций опор под пластическую околошовную зону.Целью изобретения является уменьшение остаточных деформаций и напряжений при сварке любых конструкций при любых условиях охлаждения.Это достигается уменьшением остаточных деформаций и напряжений при сварке путем воздействия на образующуюся при нагревании пластическую зону внешними силами, точки приложения которых перемещают в процессе сварки,Отличительными признаками является то, что в процессе сварки непрерывно замеряют возникающие в изделии сварочные напряжения, сравнивают их с заданным уровнем допустимых напряжений и затем точки приложения сил перемещают по сигналу рассогласования между текущими значениями сварочных напряжений и заданным их уровнем.На фиг. 1 изображена схема установки...
Способ сварки кругового элемента в оболочковую конструкцию

Номер патента: 572351
Опубликовано: 15.09.1977
Автор: Мамрыкин
МПК: B23K 28/00
Метки: конструкцию, кругового, оболочковую, сварки, элемента
...ввариваемого элемента, и после установки кругового элемента в отверстие перед сваркой растягивающую нагрузку снимают.Иа чертеже представлена схема сварки по предлагаемому способу, Сферическую оболочку 1 собиратот с фланцем 2 в специальном приспособлении, состоящем из штока 3, подкладного сварочного кольца 4, жесткой плиты 5,В процессе сборки под сварку отверстие в ооолочке 1 растягивают за счет упругого выгиба кромок на величину Л 0)0,5 мм, затем в деформированное отверстие вставляют фланец 2, изготовленный с плюсовым допуском по диаметру на 0,2 - 0,3 мм. После этого усилие, деформирующее отверстие, снимают, перемещая шток З,в обратном направлении, затем осуществляется обваривание шва.Перемещение оболочки ограничивается жесткой...
Способ сварки давлением с подогревом тавровых конструкций

Номер патента: 774861
Опубликовано: 30.10.1980
Авторы: Вигдорчик, Каракозов, Лавров, Ростковский, Терновский
МПК: B23K 20/00
Метки: давлением, конструкций, подогревом, сварки, тавровых
...Е.Гаврилешко Коррек азарова каз 7616/19 Тираж 1160 ВНИИПИ Государственного ко по делам изобретений и 113035, Москва, Ж, РаушскПодписнитета СССРткрытийя наб., д.4/5 иал ППП "Патент", г,ужгород, ул.Проектная,4 стенкой и полкой тавра и промежуточным элементом в условиях упругопластического деформирования материалапри температуре сварки. Это исключает образование непроваров и подрезовв зоне соединения, Сварочное давле-.ние, передаваемое от стенки к полкечерез промежуточный элемент, остается в диапазоне допустимых значений,обеспечивающих высокое качество сварного соединения,Соединение нижней части стенки с боковыми поверхностями паза промежуточного элемента происходит за счет напряжений, обусловленных пластической деформацией нижней части...
Способ контроля деформаций рабочей поверхности электродов при контактной точечной сварке

Номер патента: 1459862
Опубликовано: 23.02.1989
Авторы: Казаков, Романов, Серегин, Чакалев
МПК: B23K 11/10
Метки: деформаций, контактной, поверхности, рабочей, сварке, точечной, электродов
...своего максимального эначення при критическом износе рабочейповерхности электродов, устанавливаемым из условия получения допустимого минимального диаметра ядра,время сварки; й- время, за которое общее сопротивление достигаетсвоего максимального значения,С этой целью на одном и том жережиме производят сварку двух партийобразцов из нержавеющей сталиХ 18 Н 10 Ттолщиной 1 + 1 мм на однофазной машине переменного тока МТПУ. Ма"териал электродов - БрНБТ, форма ихрабочей части сферическая, К ф .== 50 мм, а параметры режима выбираютв соответствии с известными рекомендациями,При сварке каждой партии образцовс помощью светолучевого осциллографаНпроизводят осциллографированиесварочного тока и падение напряжения между электродами сварочной машины....
Предыдущий патент: Способ диффузионной сварки чугуна
Следующий патент: Гратосниматель для удаления внутреннего грата с продольного шва в трубах
Случайный патент: Агрегатный станок для изготовления стеклопластиковых труб