Способ изготовления профильных изделий типа колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
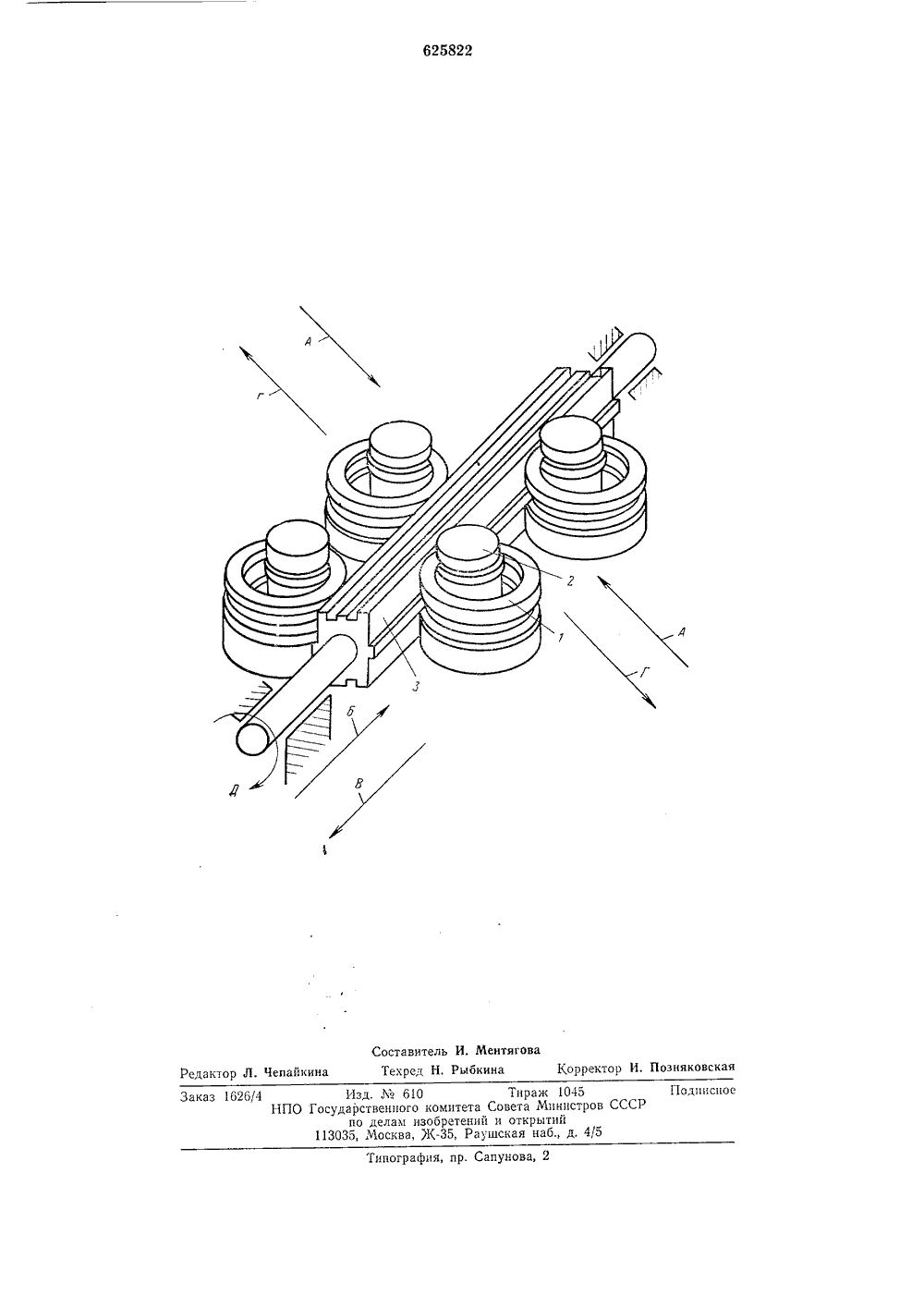
О П И"А"-Й-Й Е ИЗОБРЕТЕНИЯ 1)625822 Союз Советски,".Сокиалистичесхн Республик К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ополнительпое к авт. свид-ву 236 /269/25(51) 1 1, тВ 21 Н 1,06 пр псоедпнешгем з а яь Государственный комите 23) Приоритет43) Опубл 1.Озапо 30.09.78. Бюллетень36 Совета Министров СССпо делам изобретенийи открытий 53) УДК 621,771,292(088.8) 45) Дата опубликования псапия 14.08. 2) Авторы В. Е, Плю) СПОСОБ И 31 ОТОВЛЕНИЯ ПРОФИЛЬНЫХТИПА КОЛЕЦ едоваботкп, особа, ки пеК 11- уголь- внут- офпля Перечисление приемов в тельпости с указанием режим пе ограничивая всех возможн 25 дается на конкретном пример редвижной зубчатой муфты т ровецс нару 5 кнык днам Н 2 ружной кольпсвой к 2 Н 2 вко ного профиля размером 7,5 30 ренней поверхностью ступенчгх посл ов обра остен сп раскат рактора етром 2 1 ПРЯМОмм, гого п Изобретение относится к обрабопе металлов давлением и может быгь использовано для изготовления профильных изделий типа колец.Известен способ, при котором изготовление колец осуществляют путем обжатия заготовки и ее профилирования в калибре сближа 1 ощихся между собой рабочих роликов, уменьшая попсречное сечение заготовки и увеличивая ес диаметр до требуемой всл ич и ны.Недостатком известного способа является низкая производительность в силу одновременной раскатки только лишь одной заготовки, Кроме того, при раскатке в несколько стадий переустановка раскатанной заготовки и смена рабочих роликов приводит к снижению точности раскатанной детали.Известен способ изготовления профильных изделий типа колец, при котором одновременно профилируют заготовки, установленные вдоль двух противолежащих образующих инструмента, формующего наружную поверхность, симметрично относительно его оси при взаимном относительном перемещении инструмента и заготовки и повороте последнего вокруг своей оси.Известный способ не позволяет обрабатывать одновременно внутренние и наружпые поверхности пздел 1 ш, ч;о ведет к низкой пропзвод 1 тс:1 ьностп,Целью изооретснпя явл 5:ется повьшш 1 шс производитслы;ости процесса,ДЛ 51 итого прн Оораооткс пспользу 10 т кольцевыс заготоьки, усгановленные вдоль 1 а:кдой Ооразу 10 щей пиетров мснта, с лом, крагпым двум, одновременно с наружной поверхностью формуют внутреншою поверхность кольцевой заготовки внутренним профилирующим инструментом, а в качестве инструмента, формующего наружпу 1 о поверхность, использу ют штангу с полностью профилпроваш ой поверзи остью, сообщая в процессс профилирования шт ангс в 0,1 вратно-поступательное перемещение в направлении се Оси с пзмененисм длины хода штанги в процессе роста диаметра кольца.На чертеже изображена принципиальная схема осуществления способа.с перепадами диаметров по краям муфты со 172 мм до 182 мм.Для этого берут трубные заготовки 1 с наружным диаметром 194 - з мм, толщиной стенки 30=5 мм и шириной 40" мм. Эти заготовки 1 в количестве кратном двум (в данном случае 4 штуки) устанавливают между профильными рабочими валками 2 и длинномерной профильной штангой 3, располагая их равномерно по обе стороны штанги. Заготовки 1 подают в направлении, перпендикулярном к продольной оси длин- номерной профильной штанги 3, по стрелкам А и производят обжатие заготовок с помощью штанги и рабочих валков.11 ри этом усилие вдавливания устанавливают равным половине максимального усилия раскатки, которое равно 25 т, Затем осуществляют профилирование путем вращения заготовок и рабочих валков за счет перемещения штанги вдоль оси по стрелке ь.В результате таких действий увеличивается диаметр заготовки и накатывается требуемый кольцевой профиль на наружной и внутренней поверхностях заготовок,11 осле первого перемещения штанги увеличивают усилие подачи рабочих валков до максимального значения, равного 50 т, и процесс повторяют, перемещая штангу в обратном направлении по стрелке В. После раскатки наружного диаметра до 222 мм, наругкной кольцевой канавки прямоугольного профиля размерами 7,5)(13 мм, внутренних перепадов диаметров на концах муфты до 182 мм, заготовки отводят от штанги по стрелке Г, а штангу поворачивают вокруг оси по стрелке Д на требуемый угол, определяемый количеством переходов раскатки. Б данном примере этот угол равен 90, Затем опять производят обжатие и осуществляют профилирование наружных перепадов диаметров на концах муфты, равных 218 мм, и наружного диаметра до 225 мм.При этом раскатку производят аналогично вышеописанному, т. е. с двумя перемещениями штанги: вначале заготовки прижимают к штанге усилием 50% от максимального, при втором ходе штанги устанавливают максимальное усилие раскатки.11 о мере возрастания длины округкностираскатываемой детали производят изменение длины хода штанги.Как показывают опытные работы, проведенные в лаооратории предприятия, при раскатке этих деталей передвижных зуочатых муфг) по данному спосооу производительность изготовления повышается в 3,0 раза включая операции раскатки и последующеи механообработки по сравнению с известными спосооами. За счет по;1 учения заготовки повышеннои 1 очности сокращаются приписки под механооораоотку.,экономия на условную программу ОООО Деталей составляет около 100 норм 1 ч; экономия металла составляет порядка ,( т,Формула изобретенияспособ изготовления профильных изделий типа колец, Rрп котором одновремеп ИО прОфилируют заготОВки, ус 1 анОВ.1 ОИ 1,ые,ВДОль ДВУХ пР 01 иВОлсжащих 001 г азУ 1 ОЩ,х инструмента, 0 рму 1 ощего нару жну 1 о ИО- иерхность, симме 1 р инно относи ельпо е. о Оси при взаимном относительном пер.мещении инструмента и заготовки и поВОро 1 е последнего вокруг своей оси, о т л и ч а ющ и й с я тем, что, с целью повышения производительности процесса, для обработки используюг кольцевые за 1 отоьки, ус 1 а;1 овЗд ле 1 шые Вдоль кагкдой 001 эазующей инсгру,мента, с числом, кратным диум, одновре,менно с наружной поверхностьго формуют внутреннюю поверхность кольцевой заготовки внутренним профилирующим инстру ментом, а ь качестве инструмента, формующего наружную поверхность, используют штангу с полностью профилированной поверхностью, сообщая в процессе профилирования штанге возвратно-поступательное перемещение в направлении ее оси с изменением длины хода штанги в процессе роста диаметра кольца.625822 Составитель И. Ментягова Текред Н, Рыбкина Корректор И, Позняковская Редактор Л, Чепайкина Заказ 1626/4 Подписное Типография, пр. Сапунова, 2 Изд. М 610 Тираж 1045 НПО Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, К, Раушская наб., д. 4/5
СмотретьЗаявка
2367269, 01.06.1976
ПРЕДПРИЯТИЕ ПЯ Г-4585
ПЛЮТА ВИКТОР ЕФИМОВИЧ, АЛЕНКИН ГЕННАДИЙ ИВАНОВИЧ, СИЗОВ ЮРИЙ ИВАНОВИЧ, ЯКОВЛЕВ ЛЕВ ЕВГЕНЬЕВИЧ
МПК / Метки
МПК: B21H 1/06
Метки: колец, профильных, типа
Опубликовано: 30.09.1978
Код ссылки
<a href="https://patents.su/3-625822-sposob-izgotovleniya-profilnykh-izdelijj-tipa-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления профильных изделий типа колец</a>
Инструмент для раскатки заготовок типа колец

Номер патента: 677802
Опубликовано: 05.08.1979
МПК: B21K 1/38
Метки: заготовок, инструмент, колец, раскатки, типа
...пружинами 6 поджаты кцентру,Перед ковкой нагретая заготовка 7укладывается на рабочую поверхность 10оправки. При рабочем ходе пресса верхний вырезной боек 8 опускается и производит деформацию заготовки. Приэтом усилие Р пресса через деформируюший металл передается на рабочие секторы 2, которые вместе с металлом перемешаются от центра к периферии (на черт.стрелки А).,При рабочем ходе пресса будет происходить деформация заготовки, при этом 20металл будет вытеснять:я по направлениюЯ . Процесс раскатки осуществляетсяв условиях "подпора внешних недеформируемых зон Б. Следствием этого является появление потоков О металла,перпендикулярных меныдей стороне контактной поверхности. Однако потоки Слокализованы в приконтактных обьемахочага...
Инструмент для раскатки колец

Номер патента: 871942
Опубликовано: 15.10.1981
Авторы: Арефьев, Лебединский, Рогожин, Субботин
МПК: B21H 1/06
Метки: инструмент, колец, раскатки
...сква, Ж - 35, Рауш Патент, г. Ужгор митетаоткрытийкая наб., д. 4/5, ул. Проектная, 4 30,02 - 0,04 от расстояния между валками в конце раскатки, При меньшей глубине канавки ухудшается разрушение окалины, а при большей глубине канавки остаются следы инструмента на поверхности готового кольца, 5Расстояние между канавками составляет 1,0 - 1,2 от ширины канавки и определяется требованием равномерного распределения нагрузки вдоль образующей валка.Угол наклона 3 винтовой канавки по отношению к продольной оси валка состав 1 О ляет 15 - 35. Раскатка колец с большими или меньшими углами наклона винтовой канавки ухудшает условия разрушения и отделения окалины и увеличивает шерохо-. ватость поверхности раскатаных колец. 15Инструмент для...
Валковый инструмент для раскатки колец

Номер патента: 1542679
Опубликовано: 15.02.1990
МПК: B21B 27/02, B21H 1/06
Метки: валковый, инструмент, колец, раскатки
...Ограничение верхнего предела диаметра осевого отверстия величиной 1,05 диаметра оси связано с тем, что при увеличении этого значения возрастает перемещение компенсирующих дисков 3 и торцовых дисков 2, при этом увеличивается нагрузка на фиксирующие болты 5, 6, которые приводят к их разрыву, снижается стойкость инструмента до ремонта. Эти нагрузки зависят также и от углов конусности дисков 3, которые в данном решении могут быть приняты равными 5 - 25.Кольца большого диаметра на кольцепрокатном стане с использованием данного инструмента раскатывают следующим образом. 5 10 15 20 25 30 35 4Бандаж из пакета дисков 2, 3 и 4 собирают на оси 1 внутреннего нажимного валка кольцепрокатного стана, на бандаж устанавливают заготовку кольца 8 и...
Инструмент для раскатки колец

Номер патента: 202863
Опубликовано: 01.01.1967
Авторы: Рождественский, Смирнов
МПК: B21H 1/06
Метки: инструмент, колец, раскатки
...раскатываемого кольца 4. Боковые валки установ лены по обе стороны матрицы и соосно посажены на нажимном валу 5 кольцераскатной машины, Матрица имеет ширину меньше ширины раскатываемого кольца и предназначс.на для раскатки средней части его наружной 30 поверхности,аказ 3839/15НИИПИ Комитет Подписпо овете Министров СССипография, пр, Сапунова,Боковые валки служат для формирования наружных фасок б раекатываемого кольца.Боковые валки;матица, и внутренний валок:мефи Ьыть расположены так, что ось От - 01 боковых валков лежит вне,плоскости, проходящей через ось Ов - Оа матрицы и ось Оз - Оз внутреннего валка для удаления заусенцев в процессе раскатки кольца 4.Исходная кольцевая заготовка, превращающаяся на завершающей стадии раскатки в...
Инструмент для раскатки колец

Номер патента: 721202
Опубликовано: 15.03.1980
МПК: B21H 1/06
Метки: инструмент, колец, раскатки
...3 содержит установленный с возможностью радиального перемещения направляющий ролик 4 и5 расположенные по окружности ограничительные ролики 5, Кроме того, обойма 3 содержит ограничительные полуцилпндрические кулачки 6, расположенные по окружности между ограничительными ро ликами 5, а также между направляющим роликом 4 и близлежащим ограничительным роликом 5. Один из ограничительных кулечков 6 снабжен установленным с воэможностью линейного перемещения пальцем 7, подпружиненным пружиной 8. На пальце 7 закреплена державка 9, на которой жестко установлены на размер соответствующего диаметра кольцо 10 или на его высоту ножи 11 для удаления заусен ца 12.Инструмент работает следующим образом.При сближении вращающихся наружного 1 и...
Предыдущий патент: Валок для прокатки высокоребристых биметаллических труб
Следующий патент: Инструмент для поперечной прокатки
Случайный патент: Емкость для строительного раствора