Способ изготовления форм по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
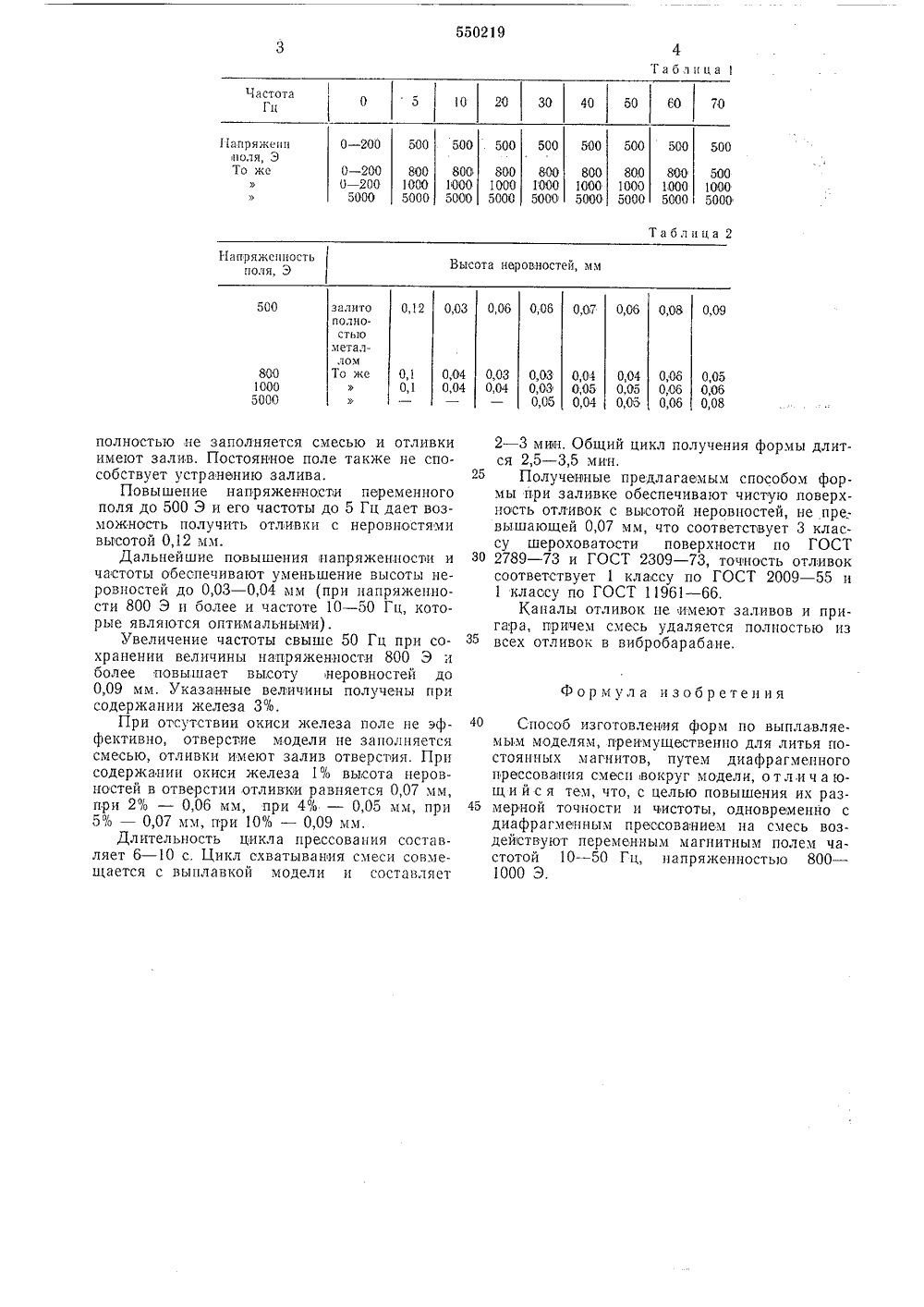
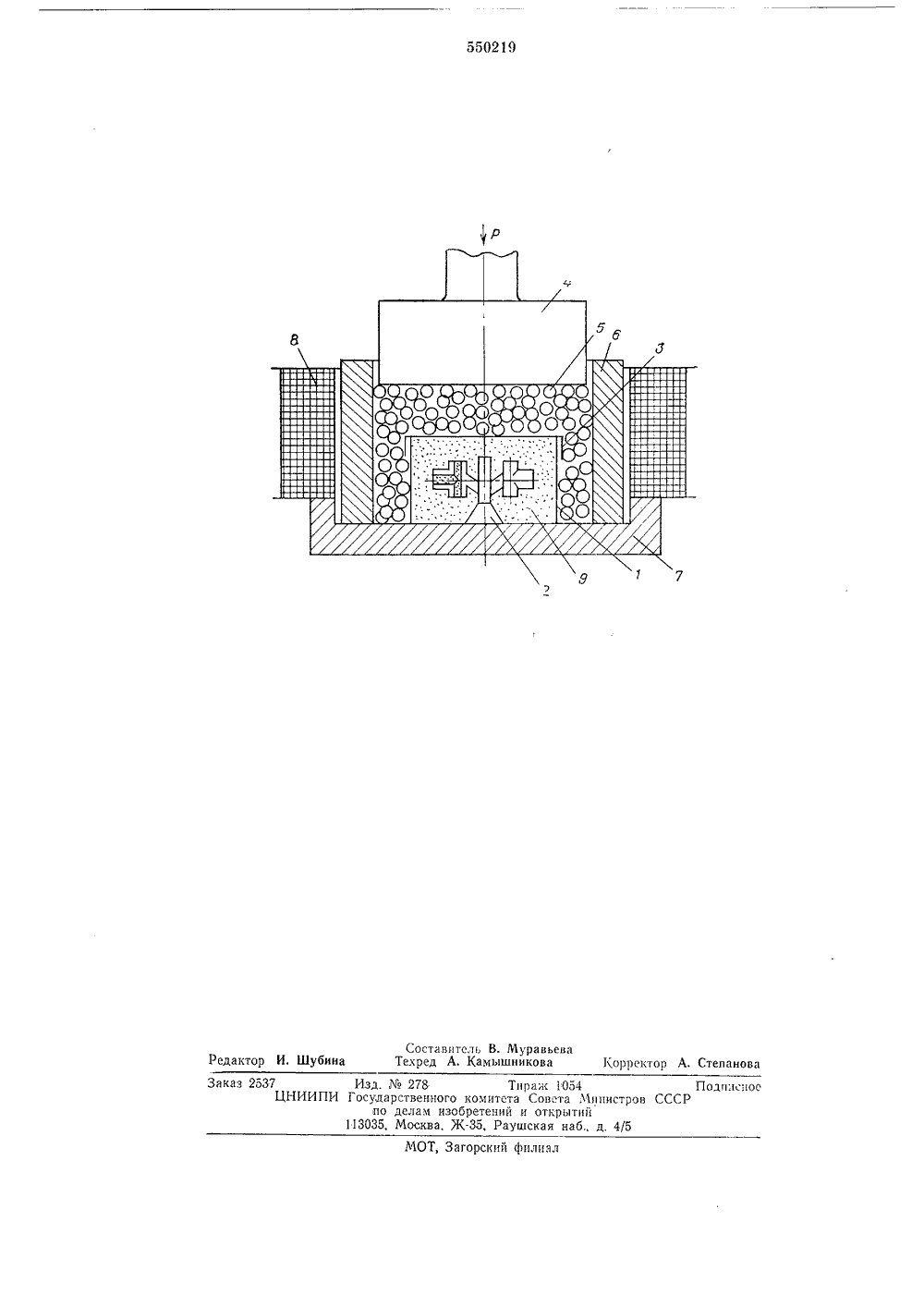
ОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалист ицескихРеспублик(61) Дополнительное и авт, свид-ву (22) Заявлено 08.08.75 (21) 2181787/02с присоединением заявки- (23) Приоритет -Опубликовано 15.03,77, Бюллетень10 Дата опубликования описания 27.04.77,(51) М, Кл. В 22 С 9/04 Государственный комитет Совета Министров СССР по делам иэооретений и открытий(71) Заявитель Новочеркасский завод постоянных магнитов(54) СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫММОДЕЛЯМ 1Изобретение относится к способам изготовления форм по выплавляемым моделям длялитья, постоянных магнитов.Наиболее близким к описываемому изобретению по технической сущности и достигаемому эффекту является способ изготовленияформ путем диафрагмецного прессования смеси вокруг модели.Известный способ не позволяет получитьотливки, имеющие тонкие и глубокие отверстия, с высокой размерной точностью и чистотой поверхности. Кроме того, не обеспечивается хорошая заполняемость смесью отверстий и подцутрений.Для повышения размерной точности и чистоты поверхности форм по предлагаемомуспособу одновременно с диафрагменным прессованием на смесь воздействуют переменныммагнитным полем частотой 10 - 50 Гц, напря. -женностью 800 - 1000 Э.Способ реализуют, например, следующимобразом,Формовочная смесь содержит (вес. %): песок 1 К 02 А/Б до 97, окись железа с размеромчастиц до 25 мкм до 5, сверх 100 смолыМ-62 до 1, фурилового,спирта (ТУ 59-17-69)до 0,7, смеси 3:1 ортофосфорной и азотнойкислоты 0,6. Возможны, однако, и другие сочетания компонентов смеси.Способ поясняется чертежом,2Смесь засыпают в резцповую опоку 1 памодель 2, изготовленную из сплава Вуда.Опоку закрывают резиновой крышкой 3 и через пуансон 4 стальные шарики 5, а также5 кожух 6 и подмодельную плиту 7 на стенкиопоки передается усилие сжатия, обеспечивающее прессование с давлением 7 - 10 кг/см,Во время прессования посредством соленоида8 смесь 9 приводится в колебательное движе 10 ние переменным магнитным полем и частотой10 - 50 Гц. Величина поля в центре соленоидаравна 800 в 10 Э.После снятия усилия и удаления шарикови предварительного твердения форму осво 15 бождают из опоки, а модель выплавляют пзформы путем помещения формы на 2 - 3 минв высокочастотный индуктор.Затем форму при помощи захватов, облицованных огнеупорной обмазкой, на 35 - 40 с20 погружают в тигель плавильной печи, вследствие чего металл заполняет полость формы ичастично закристаллизовывается. Окончательная кристаллизация производится вне печи,Частота тока и напряженность поля прц 25 ведены в табл, 1, высота пригара в зависимости от напряженности и частоты приведецав табл, 2.Качество формовки оценивают по высотенеровностей в отверстии,зО При отсутствии поля отверстие моделиВысота неровностей, мм 500 0,06 0,06 О,ОЗ 0,06 0,07 0,12 0,09 0,08 залито стью металлом То же800 1000 5000 О, 0,1 О,ОЗ 0,04 О,ОЗ 0,03 0,05 0,04 0,04 0,08 0,06 0,06 0,04 0,05 0,04 0,04 0,05 О,Оо 0,05 О,Юб 0,08 полностью не заполняется смесью и отливки имеют залив. Постоянное поле также не способствует устранению залива.Повышение напряженности переменного поля до 500 Э и его частоты до 5 Гц дает возможность получить отливки с неровностями высотой 0,12 мм.Дальнейшие повышения напряженпосги и частоты обеспечивают уменьшение высоты неровностей до 0,03 - 0,04 мм (при напряженности 800 Э и более и частоте 10 - 50 Гц, которые являются оптимальными).Увеличение частоты свыше 50 Гц при сохранении величины напряженности 800 Э и более повышает высоту неровностей до 0,09 мм. Указанные величины получены при содержании железа 3%.При отсутствии окиси железа поле не эффективно, отверстие модели не заполняется смесью, отливки имеют залив отверстия. При содержании окиси железа 1% высота неровностей в отверстии отливками равняется 0,07 мм, при 2% - 0,06 мм, при 4% - 0,05 мм, при 5% - 0,07 мм, при 10% - 0,09 мм.Длительность цикла прессования составляет 6 - 10 с. Цикл схватывания смеси совмещается с выплавкой модели и составляет 2 - 3 мии, Общий цикл получения формы длится 2,5 - 3,5 мин,25 Получен)ные предлагаемым способом формы при заливке обеспечивают чистую поверхность отливок с высотой неровностей, не прел вышающей 0,07 мм, что соответствует 3 классу шероховатости поверхности по ГОСТ ЗО 2789 - 73 и ГОСТ 2309 - 73, точность отливоксоответствует 1 классу по ГОСТ 2009 - 55 и 1 классу по ГОСТ 11961 - 66.Каналы отливок не имеют заливов и пригара, причем смесь удаляется полностью из всех отливок в вибробарабане. Формула изобретения 40 Способ изготовления форм по выплавляемым моделям, преимущественно для литья постоянных магнитов, путем диафрагменного прессования смеси вокруг модели, о тл и ч а ющ и й с я тем, что, с целью повышения их раз мерной точности и чистоты, одновременно сдиафрагменным прессованием на смесь воздействуют переменным магнитным полем частотой 10 - 50 Гц, напряженностью 800 - 1000 Э.550219 Составитель В. МуравьеваТехред А. Камышникова Корректор А. Степанова 1 зедактор И. Шубина МОТ, Загорский филиал Заказ 2537 Изд.278 Тираж054 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытии 113035, Москва, Ж, Раушская наб., д. 4/5
СмотретьЗаявка
2181787, 08.08.1975
НОВОЧЕРКАССКИЙ ЗАВОД ПОСТОЯННЫХ МАГНИТОВ
СТОПЧЕНКО ЮРИЙ ВИКТОРОВИЧ, ЛАНКО АНАТОЛИЙ ИВАНОВИЧ, ДОРОШЕВ БОРИС ГРИГОРЬЕВИЧ, КУПРИЯНОВ ВИКТОР ИВАНОВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, моделям, форм
Опубликовано: 15.03.1977
Код ссылки
<a href="https://patents.su/3-550219-sposob-izgotovleniya-form-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления форм по выплавляемым моделям</a>
Способ определения формы ультразвукового поля при биологических исследованиях

Номер патента: 918840
Опубликовано: 07.04.1982
МПК: G01N 29/00
Метки: биологических, исследованиях, поля, ультразвукового, формы
...приготовление и обработку препаратов химическими реагентами и оценку изменений в препаратах в качестве биологической ткани 5 используют ткань клубня картофеля, облучение ультразвуком проводят в течение 1-0 с с интенсивностью 0,3 - 5 10 Вт.см препарат гоТовят путем нареэания ткани клубня карто О феля на пластинки, а обработку химическими реактивами проводят путем 5-10 с экспозиции в 1 М растворе йодистово калия с последующей экспозицией в течение 2-5 с в 1%-ном раотворе перекиси водорода.П р и м е р 1, Цилиндрический образец диаметром -25 мм и высотой -40 мм вырезается из клубня картофеля, помещается в воду на расстоянии б 5-70 мм от излучателя (так, чтобы фокальная область оказалась внутри образца) и подвергается воздействию в...
Способ умножения частоты следования импульсного сигнала прямоугольной формы

Номер патента: 295195
Опубликовано: 01.01.1971
Автор: Кошевой
МПК: H03K 5/159
Метки: импульсного, прямоугольной, сигнала, следования, умножения, формы, частоты
...импульсов. знаков; триггер б.Прямоугольная импульсная последовательность поступает на входное устройство и схему привязки 1. Здесь знакоперемены импульсноц последовательности привязываются к тактовым импульсам основной магнитной линии задержки 2 ц попадают в виде единиц на ее 10 вход. С выхода основной магнитной линии задержки 2 едцнццы попадают на вход ключевоц схемы 3 ц на вход триггера б. Прц срабатывании кгцочевой схемы 3 происходит перепись информации с основной магнитной 15 линии задержки 2 на дополнительную магнитную линию задержки 4, в которой таким образом формируется дополнительная последовательность едцнцц с частотой следования, равной частоте следования единиц в основ ной магнитной линии задержки 2. Обе...
Способ сверления отверстий в полых крупногабаритных деталях конической формы

Номер патента: 1013125
Опубликовано: 23.04.1983
Автор: Кузьмин
МПК: B23B 35/00
Метки: деталях, конической, крупногабаритных, отверстий, полых, сверления, формы
...оси, причем осевое переме"щение сообщают на величину 35с = . э 1 псС,,оа осгде - величина окружного вага;А - угол конусности детали,На фиг. 1 представлена схемаустройства, реализующая способ; нафиг. 2 - схема перемещений за циклобработкиУстройство для сверления отверстийсодержит сверлильную головку 1, перемещающуюся вдоль направляющей 2,ОЬрабатываемую деталь 3, например носовую часть фюзеляжа самолета конической формы, располагают с помощьюроликов 4 и 5 разного диаметра так,что оЬразующая 6 в нижней части конуса располагается параллельно напрФвляющей 2, что оЬеспечивает положениесверла 7 по нормали к поверхности.Перемещением роликов ч и 5 вдоль веду55 щего вала 8 достигается возможность установки в указанное положение деталей с разным...
Форма для изготовления предварительно напряженных изделий из бетонных смесей

Номер патента: 1080972
Опубликовано: 23.03.1984
Авторы: Егоров, Радченко, Чуйко
МПК: B28B 7/04
Метки: бетонных, напряженных, предварительно, смесей, форма
...поперечные борта и упоры для арматуры 12.Недостатком, известных форм является то, что они предназначены для изготовления изделий только определенного размера. В случае необходимости изготовления изделий меньшего, чем форма, размера, значительное количество арматуры идет в отходы.Целью изобретения является обеспечение возможности переналадки формы на изготовление изделий заданного типоразмера. 25Указанная цель достигается тем, что форма для изготовления предварительно напряженных изделий из бетонных смесей, содержащая смонтированные на поддоне поворотные продольные и поперечные борта, и упоры для арматуры, снабжена до- ЗО полнительными поворотным поперечным бортом и упорами для арматуры, поддон - сменным опорным листом с отверстиями для...
Устройство для формирования в электромагнитном поле непрерывнолитых слитков прямоугольной формы (его варианты)

Номер патента: 1269734
Опубликовано: 07.11.1986
Авторы: Гейри, Герхард, Дерек, Джон
МПК: B22D 11/01
Метки: варианты, его, непрерывнолитых, поле, прямоугольной, слитков, формирования, формы, электромагнитном
...к вертикальной оси устройства, ири этом угол наклона угловых участков меньше угла наклонасмежных участков (фиг. 4 и 5), с переменным по высоте сечением (Аиг, 8и 9) или за одно целое с системойохлаждения (фиг, 12),Кроме того, индуктор 1 имеет форму, создающую электромагнитное иоле с различной интенсивностью по .периметру, и может быть выполнен с углублениями наружу относительно его продольной оси, угловые участки индуктора могут иметь треугольное (фиг. 13) или прямоугольное (Фиг, 14) поперечное сечерие и могут быть соединены со смежными боковыми участка- ми с помощью криволинейных переход- ных участков (фиг. 15).Устройство работает следующим образом. Расплавленный металл подают в индуктор 1, гце происходит Формирование слитка 4 за счет...
Предыдущий патент: Устройство для контроля формуемости смеси
Следующий патент: Литниковая система
Случайный патент: Выпрямитель с электронной стабилизацией напряжения