Фазо-импульсное устройство для программного управления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
(51) М. Кл. Я 05 В 19 соединением за Гасударственный комитет Совета Мнннатроа СССР па делам изобретений и открытий) фАЗО-ИМПУЛЬСНОЕ УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ Изобретение относится к программному управлению и контролю производственных процессов и предназначено для использования на фрезерных станках преимущественно при обработке крупногабаритных плоских де талей.Известно устройство, содержащее программный блок, управляющий блок, датчик обратной связи, исполнительный механизм, где регулирующее воздействие передается на ис О полнительный орган, который смещается на величину возникающей погрешности в размере динамической настройки, Обратная связь в этом устройстве осуществляется через датчик положения исполнительного механизма,а величина корректирующей погрешности заранее вносится в программу обработки детали 111,Известна также фазовая система для управления металлорежущими станками, содержащая фазовый дискриминатор, первый вход 20 которого через блок для считывания рабочего сигнала подключен к первому выходу блока для задания программы, второй вход соединен с выходом датчика обратной связи, вход которого через блок для считывания 25 опорного сигнала подключен к второму выходу блока для задания программы, координатный привод, вход которого через усилитель подключен к выходу элемента ИЛИ, первый вход элемента ИЛИ соединен с выходом фазового дискриминатора, а выход координатного привода соединен с входом исполнительного механизма и датчиком обратной связи, управляющий блок, первый вход которого соединен с выходом блока для считывания опорного сигнала, второй вход с выходом блока для считывания рабочего сигнала, а выход соединен с вторым выходом элемента ИЛИ МОднако известная система позволяет корректировать расстояния между режущими кромками Фрезы и установочной базой стола только на заранее запрограммированное значение,причем некоторые погрешности, такие как неплотное прилегание заготовки на отдельных участках к плоскости стола и т.п.,возникающие из-за коробления заготовки или присутствия посторонних предметов между плоскостью стола и заготовкой не учитываются; сложно также учесть и неточности изготввления самого станка, что приводит к дополнительным погрешностям при обработке.Целью изобретения является повышениеточности устройства.Для этого в него введены последователь- Ьно соединенные датчик толщины детали иформирователь сигнала коррекции, выход которого подключен к третьему входу управляющего блока,На чертеже приведена структурная электрическая схема устройства.Фазо-импульсное устройство для программного управления содержит блок для заданияпрограммы 1, блок для считывания опорного сигнала 2, блок для считывания рабочего сигнала 3, фазовый дискриминатор 4,элемент ИЛИ 5, усилитель мощности 6, координатжй привод 7, датчик обратной связи 8,исполнительный механизм 9, датчик 10 толшины детали, формирователь сигнала коррек ции 11 и управляющий блок 12.Устройство работает следующим образом.При отработке координаты на заданнуютолщину полотна детали (при рассмотрениив прямоугольных координатах х,, Х ) Лкоординатный привод 7 фиксирует конечноезначение координаты исполнительного механизма 9 и датчика обратной связи 8, приэтом прерывается подача рабочего сигналас блока для задания программы 1, т. е. 30фазы рабочего и опорного сигналов равны.При отсутствии корректирующего сигнала инструмент продолжает движение покоординатам х и у с зафиксированной координатой Е . В процессе обработки детали тол- Збшина ее непрерывно контролируется датчикомтолщины детали 10. При отклонении толщины от заданного значения формировательсигнала коррекции.11 вырабатывает управляющий корректирующий сигнал, величина 40которого пропорциональна значению, а знак -направлению отклонения толщины детали вточке касания с инструментом.Корректирующий сигнал с выхода формирователя 11 поступает на вход блока 12,с выхода которого через элемент ИЛИ 5передается на усилитель мощности 6, в результате чего координатный привод перемещает исполнительный механизм 9 (вместе50с ним и режущий инструмент) на соответствующую величину по координате Е . Причемсигнал коррекции с блока 12 на усилитель 6поступает только в тот момент, когда отсутствует рабочий сигнал с выхода блока 3б 5и отклонении толщины детали от заданногоэначения. При этом блок 12 пропускает сигналытолько до определенного значения, например в пределах+0,5 мм от толщины 5 м,Этим исключается подача ложных сигналовпри другой величине отработанной координаты Ь ,Введение в фазо-импульсное устройстводля программного управления датчика 10толщины детали и формирователя сигналакоррекции 11 повышает точность обработкидеталей, что позволяет выдержать толщинуполотна детали с допуском + 0,1 мм, врезультате чего ликвидируется ручная доводка размеров полотна детали, При изготовлении полотна на нижнем пределе установленного значения позволит в среднем уменьшитьвес летательного аппарата на 200-300 кг.Формула изобретенияФазо-импульсное устройство для программного управления, содержащее фазовый дискриминатор, первый вход которого черезблок для считывания рабочего сигнала подключен к первому выходу блока, задающегопрограмму, второй вход соединен с выходомдатчика обратной связи, вход которого через блок для считывания опорного сигналаподключен к второму выходу блока, задающего программу, координатный привод, входкоторого через усилитель подключен к выходу элемента ИЛИ, первый вход элементаИЛИ соединен с выходом фазового дискриминатора, а выход координатного привода соединен с входом исполнительного механизмаи датчиком обратной связи, управляющийблок, первый вход которого соединен с выходом блока для считывания опорного сигнала, второй вход - с выходом блока для считывания рабочего сигнала, а выход соединенс вторым входом элемента ИЛИ, о т л ич а ю щ е е с я тем, что, с целью повышения точности устройства, в него введеныпоследовательно соединенные датчик толщины детали и формирователь сигнала коррекции, выход которого подключен к третьемувходу управляющего блока,Источники информации, принятые во внимание при экспертизе:1. Адаптивное управление станками подред. Б. С Бапакшина. М., "Машиностроение",1971, с, 368 - 370,2, Киселев В. М, Фазовая система числового программного управления станками.М "Машиностроение", 1966, с. 291-293.Составитель И. КолокольцевРедактор А, Зиньковский Техред Н. Андрейчук Корректор В. КуприяновЗаказ 5720/28 Тираж 1028 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д, 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
2115574, 21.03.1975
ПРЕДПРИЯТИЕ ПЯ Р-6877
АРТЕМОВ ВЛАДИМИР МИХАЙЛОВИЧ, ФРОЛОВ ДМИТРИЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: G05B 19/04
Метки: программного, фазо-импульсное
Опубликовано: 05.12.1976
Код ссылки
<a href="https://patents.su/3-538341-fazo-impulsnoe-ustrojjstvo-dlya-programmnogo-upravleniya.html" target="_blank" rel="follow" title="База патентов СССР">Фазо-импульсное устройство для программного управления</a>
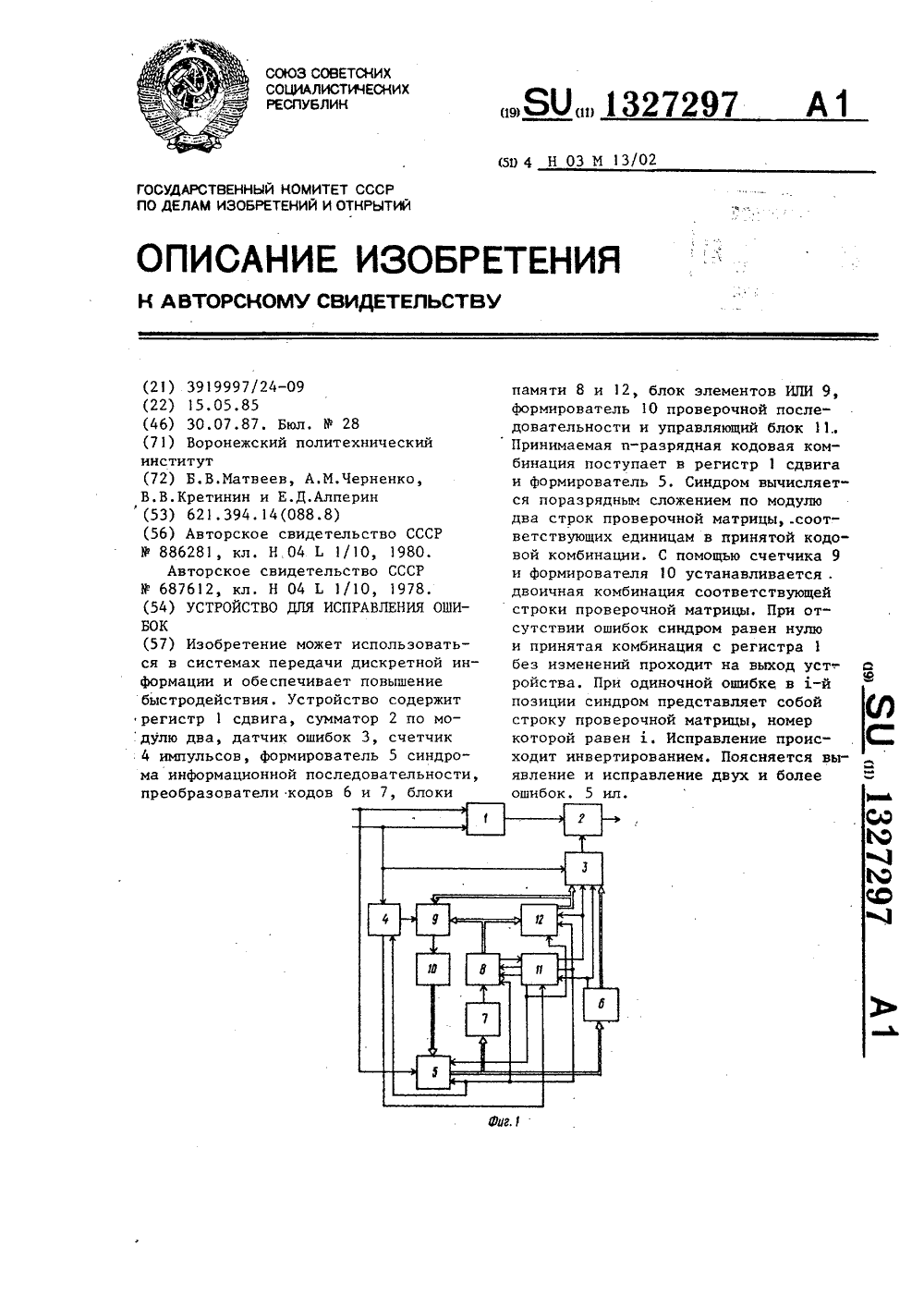
Устройство для исправления ошибок
Номер патента: 1327297
Опубликовано: 30.07.1987
Авторы: Альперин, Кретинин, Матвеев, Черненко
МПК: H03M 13/51
Метки: исправления, ошибок
...устанавливается записанный код. По следующему сигналу "Вывод" этот код переписывается во второй счетчик, а 1-разрядный код позиции ошибки записывается в первый счетчик и т.д. Далее по тактовым импульсам соответствующие счетчики начинают отсчет, В те моменты, когда количество отсчитанных тактовых импульсов совпадает с номером позиции ошибки, ранее записанном в каком-либо из счетчиков, на выходе (Оя этого счетчика появляется сигнал, который 35 через элемент ИЛИ 15 поступает на выход.Формирователь 5 (фиг.3) работает следующим образом.и-разрядный двоичный код, соот ветствующий соответствующей строке проверочной матрицы, поразрядно поступает на первые входы элементов И блока элементов, на вторые входы которых поступает сигнал с выхода эле...
Защитно-герметический блок входа

Номер патента: 367227
Опубликовано: 01.01.1973
Авторы: Ануфриев, Илюкнн, Кашкинов, Кудр, Лугачев, Маштаков
МПК: E06B 5/10
Метки: блок, входа, защитно-герметический
...естен за нитпо-Гсрд я, В е.1 к) ч 13 н) и)и Й и 0 г 0 т н 0НСРСГОРОДЕ(, ОПОРНО РДР с 1 И Ванн 51.Ц(.Л Ь И 300 Р С ТЕ 1 1 51 еР)л:ы 1 , В еОГОРьс 13.(од 51 Г елиноь(. 31- ПОРЫ с).1 протиоположной от петель стороне01 ОР)51 )Л:(Л .Т СЕОС О ГГМОС(.;15 и С 15 -5 00,БОГО 130.3 ГермстичноЙ нсрсГороде Брн0 Г 1)Л 1 с 111;1;3;11, ) 13 Л 1;11О 1,; Л1 ОС 11 и я 5),1(:с(е Го м В 0 лоее 5113 г не Гся н 0 г От н О:1 В(. р н, н л и Я п р Я ВГ 1 500 и и ( и л г ь 1 0 е 0- ТОРОВ, Бзс 1 ИМОДСИСТ 310011 с С БПНТ 013 Ы.131 10 с пораи а, нй;1 сижно нс 130 н 311 ется Г(рмсти 111;51С Р (0 Р 0 Д Е (111,10 ГВО д 1 ер; посре:1 ст 30 пете;1 ь 7 н;113(НП 11)с 1 ЮТ И 1 ОПОРН) 10 РЛ 1 У с), Г 111 ГОДЛР 5 Е) 11)0 С.ОДТ 0 1 Е)ьс 31(.Зс 1 ЕРЬ 31(. РО(М(1.15 3 с 1 Д р...
Способ измерения среднего значения периодического сигнала, переменная составляющая которого модулирована по амплитуде

Номер патента: 1575124
Опубликовано: 30.06.1990
Авторы: Котовщиков, Левин, Пеховский, Севрюков
МПК: G01R 19/02
Метки: амплитуде, значения, которого, модулирована, переменная, периодического, сигнала, составляющая, среднего
...интегрирования и определение среднего значения периоди- а ческого сигнала как полусуммы каждыхе двух соседних по времени результатов интегрирования обеспечивают уменьшение погрешности, обусловленной моду- С ляцией амплитуды переменной составляющей периодического сигнала. 1 ил.1575124 среднее значение входного сигнала какполусумму запомненных в блоках 8результатов интегрирования. Формула и з о б р е т е и и я Составитель С, РыбТехред М,Ходанич рректор Э,Лончаков едактор Л. Веселовска 4 Заказ 1782 Тираж 561 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС113035, Москва, Ж, Раушская наб., д, 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101 7 каналов 1 и 1...
Способ измерения периода сигнала и устройство для его осуществления

Номер патента: 938181
Опубликовано: 23.06.1982
Авторы: Василевский, Павлов, Романов, Садов, Шестаков
МПК: G01R 23/00
...увеличиваютот нуля частоту квантования на значение образцовой частоты (интервал времени 3-М; Фиг. 16), Подсчитывают число пересеченных сигналом уровней, количество импульсов квантования измеряющейся и эталонной частот в интервале времени между пересечением сигналом основного и верхнего убывающего уровня а 4 и а 4, количество импульсов квантования эталонной частоты в интервале времени между пересечением сигналом верхних возрастающих и убывающего уровней а ; Фиксируют моменты повторного пересечения дополнительных, убывающих друг за другом фиксированных уровней; увеличивают от нуля частоту квантования на значение образцовой частоты при пересечении каждого убывающего уровня (интервал времени Й, Фиг. 16); подсчиты" вают количество...
Устройство установления соединений в телефонной сети связи

Номер патента: 1121786
Опубликовано: 30.10.1984
Авторы: Емельянов, Угрюмов, Ховен
МПК: H04M 3/00
Метки: связи, сети, соединений, телефонной, установления
...горизонтали подсоединяются вертикали, 5 соответствующие единичным разрядам кода адреса, за которым закреплена данная горизонталь. Вертикали коммутационной матрицы 2 подсоединяются к тем горизонталям которые соответ ствуют единичным разрядам кода номера направления, закрепленного эа данным адресом. Таким образом, в первом блоке коммутационной матрицы 2 кодируется номер первого (основ ного) направления, закрепленного эа данным адресом, во втором блоке кодируется номер второго (первого обходимого) направления связи и т.д. Аналогично в каждой горизонта ли коммутационной матрицы 4 кодируются номера первого и последнего каналов в направлении связи, эа которым закреплена данная горизонталь.Код адреса поступает из регистра 25 13 на вход...
Предыдущий патент: Логическое устройство
Следующий патент: Фазовое устройство для задания программы
Случайный патент: Устройство для уборки сыпучих материалов