Система программного управления станками
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
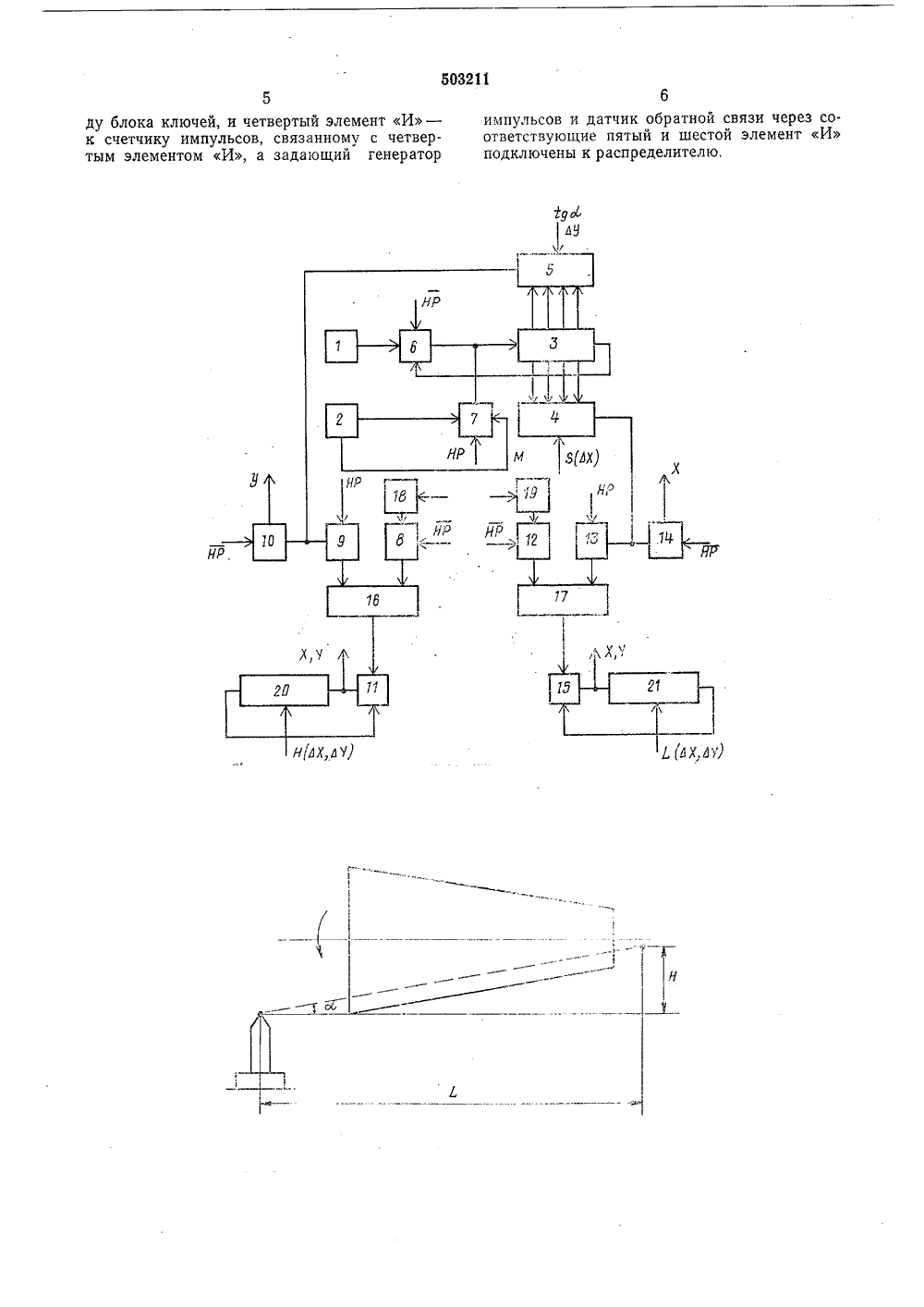
ш 1 5032 П И Е ИЯ ОПИС ИЗОБРЕ Сова Советских Соцнвлнотнчэскнх Республик(51) М. Кл. 6 05 В 19/1 с присоединением заявки23) Приоритет Государственный комите Совета Министров СССРпо делам изобретенийн открытий УДК 621-503.55(088.8) Опубликовано 15.02.76. БюллетеньДата опубликования описания 15.04,76(54) СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ СТАНКАМИ Изобретение относится к области автоматики и вычислительной техники и предназначено для использования в системах числового программного управления токарными и карусельными станками с несколькими суппортами.Известны системы программного управления станками, содержащие датчик обратной связи, задающий генератор импульсов и распределитель, подключенный к блокам ключей.Недостатком этих систем является большой объем электронного оборудования и ограниченная область применения.Целью изобретения является расширение области применения систем.Для достижения этой цели в предлагаемую систему введены два элемента И и по каждой координате управления четыре элемента И, элементы ИЛИ, счетчик импульсов и управляемый генератор импульсов, подключенный через последовательно соединенные по соответствующей координате управления первый элемент И, элемент ИЛИ, один из входов которого подсоединен через второй элемент И ко входу третьего элемента И и к выходу блока ключей, и четвертый элемент И - к счетчику импульсов, связанному с четвертым элементом И, а задающий генератор импульсов и датчик обратной связи через соответствующие пятый и шестой элеме.пы И подключены к распределителю. Это гпэзволяег сократить объем электронного оборудования и расширить о-ласть применения сис 1 емы,На фиг. 1 показана функциональная схема5 описываемой системы, на фиг. 2 - траекториядвижения инструмента при резьбонарезании,В систему входит задающий генератор 1,датчик обратной связи 2, распределитель 3,блоки ключей 4 и 5, элементы И 6 - 15, эле 10 менты ИЛИ 16 и 17, управляемые генераторы 18 и 19 и счетчики импульсов 20 и 21.Как видно из фиг. 1, в системе выход задающего генератора 1 подключен через элемент И 6 ко входу распределителя 3, сиг 15 нал переполнения которого служит сигналомЗапрет элемента И 6, а выходы распределенных по времени импульсов подключаются ко входам настраиваемых по программеблоков ключей 4 и 5. Выход блока ключей 520 подключен ко входам двух элементов И 9и 10, Один из которых 10 управляется сигналом Не нарезание резьбы НР, а другой 9 -сигналом Нарезание резьбы НР.Вторая пара аналогично управляемых эле 25 ментов И 13 и 14 подключена к выходу блока 4, Выходы элементов И 10, 14 являютсявыходами интерполятора и подключаются ксхеме управления приводами суппортов (нафиг. 1 не показано). Выходы элементов И30 9 и 13 подключаются соответственно к эле50 55 60 65 ментам ИЛИ 16 и 17, выходы которых подключаются через элементы И 11 и 15 ко входам счетчиков импульсов 20 и 21. Выходы элементов И 11 и 15 являются выходами системы и подключаются к схеме управления приводами суппортов. Сигналы переполнения счетчиков импульсов 20 и 21 являются сигналами запрета для элементов И 11 и 15.Выход датчика обратной связи 2, связанного со шпинделем станка, подключен через элемент 7, управляемый сигналами НР и маркером М, ко входу распределителя 3. Выходы управляемых генераторов 18 и 19 служат для задания скорости подачи при управлении прямолинейными перемещениями и подключаются через элементы И 8, 12, управляемые сигналом НР, соответственно ко входу элементов ИЛИ 16, 17.Система работает в двух основных режимах.Первый режим - режим одновременного управления работой трех суппортов. В этом режиме в системе присутствует сигнал Не нарезания резьбы НР, который дает разрешение на схемы элементов И б, 8, 10, 12 и 14, при этом элементы И 7, 9 и 13, управляемые сигналом Нарезание резьбы НР, находятся в закрытом состоянии. Система перекоммутируется в три независимых устройства; двухкоординатный интерполятор, состоящий из блоков 1, 3, 4, 5, 6, 10 и 14, и два одинаковых устройства прямоугольного управления, состоящие соответственно из блоков 8, 11, 16, 18, 20 и 12, 15, 17, 19, 21,Информация ЬХ и ЛУ о перемещениях суппорта, обрабатывающего конусную поверхность, заносится в блоки 4, 5. По сигналу Пуск частота с выхода генератора 1 через элемент И б поступает на вход распределителя 3, с выхода которого последовательность распределенных импульсов поступает на блоки ключей 4, 5, с их выходов через элементы И 10, 14 унитарные коды перемещений ЛХ, ЬУ подаются на управление приводами первого суппорта (на чертеже не показан). Сигнал переполнения распределителя 3 поступает на вход элемента И 6 в качестве сигнала запрета. На этом отработка одного кадра программы заканчивается. Информация о перемещениях другого суппорта заносится в виде дополнительного кода в счетчик 20. По сигналу Пуск срабатывает элемент И 11, и частота генератора 18 через элемент И 8, элемент ИЛИ 16 и элемент И 11 поступает на вход счетчика 20 и одновременно на вход схемы управления второго суппорта.Сигнал переполнения счетчика 20 закрывает элемент И 11, и тем самым отработка перемещения заканчивается. Аналогично работает устройство, состоящее из блоков 12, 15, 17, 19, 21. Используя коммутатор (на чертеже не показан), можно подключить выходные сигналы интерполятора ко входам схем управления приводами того суппорта, который 5 10 15 20 25 Зо 35 40 45 4ведет отработку поверхности отличной от цилиндрической, а выходы устройства путевого прямолинейного управления - ко входам управления приводами суппортов, ведущих обработку цилиндрических поверхностей или подрезку торцов,Второй режим - режим нарезания резьбы одним из суппортов. В этом режиме в системе присутствует сигнал Нарезание резьбы НР и отсутствует НР. Разрешающие сигналы подаются на элемент И 7, 9, 13. Для нарезания резьбы параметры резьбы (фиг. 2) заносятся в блоки системы резьбы: шаг 5 - в блок ключей 4; конусность резьбы 1 да - в блок ключей 5; длина резьбы 1. - в счетчик 21, а величина подъема конической резьбы Н - в счетчик 20.Сигналом Пуск резьбонарезания служит сигнал, поступающий с маркерной щели датчика обратной связи на элемент И 7 с двойным управлением, открытый по второму управляющему входу сигналом НР. При этом импульсы с установленного ца шпинделе датчика 2 через элемент И 7 поступают на вход распределителя 3, и на выходе блока 4 появляется частота, определяющая выбранный шаг резьбы, Эта частота через элемент И 13, элемент ИЛИ 17, элемент И 15 поступает на вход счетчика 21 и одновременно на вход управляемого суппорта одной координаты. Конусность резьбы задается частотой с выхода блока ключей 5 и поступает на элемент И 9, элемент ИЛИ 16, элемент И 11, на вход счетчика 20, где записана величина подъема резьбы Н, и на вход управляемого суппорта другой координаты. Работа про. должается до тех пор, пока сигналы переполнения счетчиков 20 и 21 закроют элементы 11 и 15, частота с которых поступает на вход.Система отличается рядом преимуществ. При ничтожном объеме дополнительного электронного оборудования система обеспечивает одновременное управление работой трех рабочих органов, что при традиционном способе построения системы потребовало бы применения трех независимых устройств управления, например интерполяторов. Формула изобретенияСистема программного управления станками, содержащая датчик обратной связи, задающий генератор импульсов и распределитель, подключенный к блокам ключей, о т л ич а ю щ а я с я тем, что, с целью расширения области применения, в нее введены два элемента И и по каждой координате управления - четыре элемента И, элементы ИЛИ, счетчик импульсов и управляемый генератор импульсов, подключенный через последовательно соединенные по соответствующей координате управления первый элемент И, элемент ИЛИ, один из входов которого подсоединен через второй элемент И ко входу третьего элемента И и к выходу блока ключей, и четвертый элемент И - к счетчику импульсов, связанному с четвертым элементом И, а задающий генератор импульсов и датчик обратной связи через соответствующие пятый и шестой элемент Иподключены к распределителю,
СмотретьЗаявка
1956673, 03.09.1973
ПРЕДПРИЯТИЕ ПЯ В-2190
КОШКИН ВЛАДИМИР ЛЬВОВИЧ, БОЛДИНОВ ВЯЧЕСЛАВ НИКОЛАЕВИЧ, ФЕДОРОВ СТАНИСЛАВ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: G05B 19/418
Метки: программного, станками
Опубликовано: 15.02.1976
Код ссылки
<a href="https://patents.su/3-503211-sistema-programmnogo-upravleniya-stankami.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управления станками</a>
Логический элемент на магнитном ключе

Номер патента: 264456
Опубликовано: 01.01.1970
МПК: H03K 19/166
Метки: ключе, логический, магнитном, элемент
...(фиг. 5,б).Действительно, при отсутствии сигналов подмагничивающее поле отрицательно, на выходе э. д. с. фазы ср+ч - ноль (первая строка таблицы соответствия) при поступлении хоть одного из сигналов, а тем более обоих сразу, подмагничивающее поле становится положительным, и на выходе наводится э.д,с, фазы ср - единица (вторая, третья и четвертая строки таблицы соответствия).Логическая функция штрих Шеффера х= =а/Ь (фиг, 5,в) реализуется при подаче положительного смещения и отрицательных сиг- налов, н. с. которых по абсолютной величине меньше н, с, смещения/ - Р / = / - Р/(Р (з)Действительно, при отсутствии сигналов или даже при наличии одного из них подмагничивающее поле положительно, на выходе э, д, с, фазы ср - единица (первая,...
Многоканальный программируемый генератор импульсов

Номер патента: 1054894
Опубликовано: 15.11.1983
МПК: H03K 3/64
Метки: генератор, импульсов, многоканальный, программируемый
...паузы.Блок 7 управления соответствующих 55 формирователей 3-5 служит для Формирования посредством триггера 8 и зле" мента И 9 сигналов разрешения прохожЭ 4 4дения тактовых импульсов с выхода ге-, нератора 1 опорной частоты на блок 10 управления и счетчик 13.Блок 1 О управления предназначен для организации посредством триггера 11 и элемента И 12 пропуска тактирующих импульсов в моменты времени, программируемые блоком 16 памяти.Счетчики 13 формирователей временных интервалов предназначены для.формирования соответствующих временных интервалов (задержки, длительности, паузы ) с длительностями, кратными целому периоду импульса генератора 1 опорной частоты, Счетчики 13 выполнены в виде программируемых счетчиков, работающих в режиме...
Формирователь импульсов

Номер патента: 785974
Опубликовано: 07.12.1980
Автор: Турченков
МПК: H03K 5/01
Метки: импульсов, формирователь
...9 соединен с общейшиной. Выход 10 спускового элемента7 соединен с управляющим входом 11дополнительного ключа 12, а сигнальный вход 13 и выход 14 дополнительного ключа 12 соединены соответственно с выходом источника 15 тока ивходом элемента 7,Устройство работает следующимобразом.При разомкнутом управляющем ключе9 конденсатор 4 заряжается черезбольшое сопротивление резистора 3.Заряд конденсатора 4 прекращается,785974 чительно меньшем токе разряда конденсатора 4, так как удерживающийток элемента 7 является суммой токовисточника 15 и тока разряда конденсатора 4. Таким образом, не увели-чивая расхода потребляемой мощностив состоянии покоя и не увеличиваягабариты и номинал конденсатора 4,можно увеличить длительность выходного импульса в...
Управляемый генератор импульсов

Номер патента: 847497
Опубликовано: 15.07.1981
Авторы: Мишин, Олеринский
МПК: H03K 3/72
Метки: генератор, импульсов, управляемый
...введены счетчик и делитель, вход которого подключен к выходу инвертора, а выход через счетчик соединен со входом дешифратора.На чертеже представлена блок-схема генератора импульсов.Управляемый генератор импульсов содержит инвертор 1, линию 2 задержки, элементы И 3 - 1, 3 - 2,3 - п (где и - целое число), элемент ИЛИ 4, дешифратор 5, счетчик 6, делитель 7 частоты.Генератор работает следующим образом.Автоматическое переключение режимовработы генератора по заданной программе производится с помощью делителя 7 часто ты и счетчика 6. Делитель 7, включенныйв цепь обратной связи, осуществляет деление выходной частоты до значения, указанного программой, задающей необходимый847497 елен иЯ Составитель М, ЛеонТехред А. БобкасТираж 988И...
Устройство для контроля последовательности импульсов

Номер патента: 930630
Опубликовано: 23.05.1982
Авторы: Вульфсон, Гойхман, Калиниченко, Лурье, Трофимов, Фланчик
МПК: H03K 5/19
Метки: импульсов, последовательности
...соедиинены с соответствующими входами второго Я -входового элемента ИЛИ 6 и соответствующими входами индикатора 8. Индикатор 8 может состоять, например, из многовходового буферного регистра, входы которого являются вхо. дами индикатора, а к каждому выходу этого регистра подключен светодиод, соответствующий номеру определенного канала, и триггера блокирования, Выходом устройства является выход второго Й -входового элемента ИЛИ 6,Устройство для контроля последовательности импульсов работает следующим образом.Контролируемый сигнал первого канала с первой входной шины 1 поступает одновременно на первый вход элемента 2 ИЛИ и на второй вход первого элемента 4запрета. С выхода элемента ИЛИ 2 контролируемый сигнал поступает на вхоф...
Предыдущий патент: Цифровой регулятор
Следующий патент: Устройство для позиционирования
Случайный патент: Бункерное устройство