Способ управления ритмом работы прокатных станов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 502669
Авторы: Бердзенишвили, Табидзе, Чачхиани


Текст
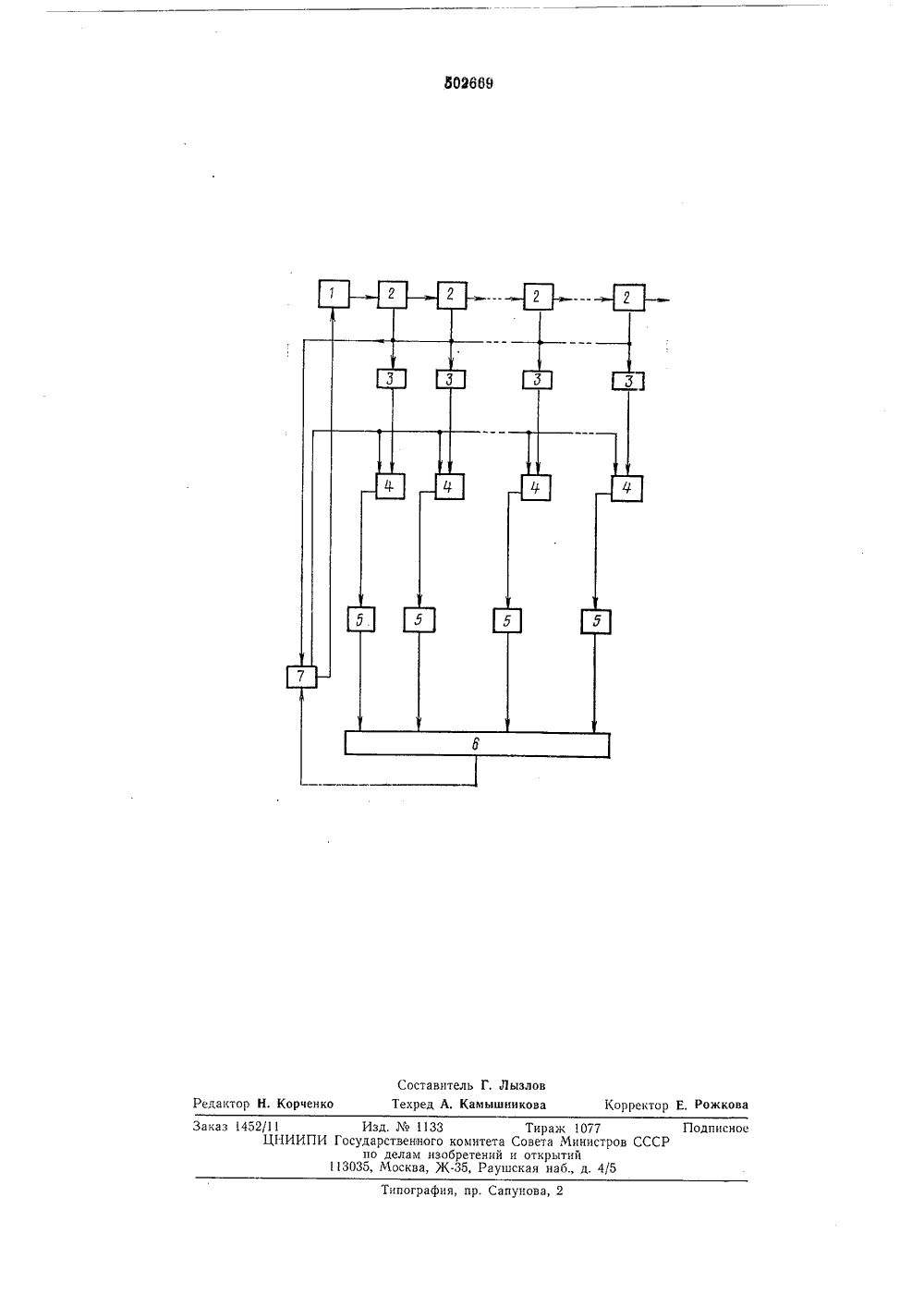
О П И С А Н И Е 111502669 Фвюв Советских Социалистических Республик(51) М, КлВ 21 В 37/00 Государственный комитет Совета Министров СССР ло делам изобретенийи открытий 15,02.76. Бюллетеньубли кон(71) Заявитель Т, Н. Чачхиани, Д. Г. Табидзе и Г. А, Бердзеиишвили 11 роектио-конструкторский институт автоматизации производственных процессов в промышленности(54) СПОСОБ УПРАВДВНИЯ РИТМОМ РАБОТЫ ПРОКАТНЫХ СТАНОВИзобретение относится к металлургии, в частности к способам управления ритмом работы комплексов печь - прокатныи стан; оно может также нанти применение в производствах с циклическим характером прохождения различных стадии оораоотки.известны способы управления ритмом работы прокатных станов, предусматривающие определение путем расчетов времени выдачи каждои последующеи заготовки по максимальному времени, затрачиваемому одним из станов технологическои линии и определяемому различными мгновенными значениями характеристик отдельных элементов комплекса, такими как нагрузка печи, работа чистовои группы клетеи, моталок и т, д. Однако известные способы не учитывают случайный характер изменения времени обраоотки заготовок на каждом стане, следствием чего является снижение производительности, качества прокатываемых изделии, увеличение безвозвратных потерь тепла и электроэнергии.Цель изобретения - увеличение производительности технологической линии, улучшение качества проката и уменьшение потерь тепла и электроэнергии. Это достигается тем,что для всех прокатных станов технологической линии в отдельности непрерывно определяют распределение времени обработки заготовок, для каждого распределения определяют математи- Зо 2ческие ожидания времени обработки заготовок и из полученных математических ожиданий выбирают максимальное, по которому изменяют время выдачи очередной заготовки из печи так, чтобы интервал времени между концом прокатки очередной заготовки и началом прокатки последующей заготовки был минимальным.На чертеже показана схема одного из вариантов реализации описываемого способа.В технологическую линию прокатки объединены нагревательная печь 1 (или несколько печей) и прокатные станы 2, количество которых в общем случае равно и, Сигналы о времени проката, затраченном на каждом стане 2, подаются на входы соответствующих дискриминирующих устройств 3, выходы которых соединены с входами соответствующих распределительных устройств 4, Выходы последних связаны с соответствующими устройствами 5 расчета математических ожиданий, выходы которых соединены с соответствующими входами устройства 6 отбора максимума. Выход устройства 6 через устройство 7 перераспределения времени выдачи, на второй вход которого поступают величины временных интервалов, затрачиваемых станами 2, связан с машинами загрузки и выгрузки нагревательной печи 1. Второй выход устройства 7 соединен с распределительными устройствами 4,Заказ 1452/11 Изд.1133 Тираж 1077 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5 Типография, пр, Сапунова 2
СмотретьЗаявка
1894537, 19.03.1973
ПРОЕКТНО-КОНСТРУКТОРСКИЙ ИНСТИТУТ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ В ПРОМЫШЛЕННОСТИ
ЧАЧХИАНИ ТЕЙМУРАЗ НИКОЛАЕВИЧ, ТАБИДЗЕ ДЖИМШЕР ГРИГОРЬЕВИЧ, БЕРДЗЕНИШВИЛИ ГЕННАДИЙ АКАКИЕВИЧ
МПК / Метки
МПК: B21B 37/00
Метки: прокатных, работы, ритмом, станов
Опубликовано: 15.02.1976
Код ссылки
<a href="https://patents.su/3-502669-sposob-upravleniya-ritmom-raboty-prokatnykh-stanov.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления ритмом работы прокатных станов</a>
Устройство управления торможением заготовки на рольгангах прокатного стана

Номер патента: 749477
Опубликовано: 23.07.1980
МПК: B21B 37/00
Метки: заготовки, прокатного, рольгангах, стана, торможением
...набор уставок в зависимости от типа заготовки и направления прокатки.Выходы блоков 1, 2, б подключены ко входу блока 3, выход блока 4 подключен ко входам блоков 5 и б, вы- ф ходы блока 5 подключены к системам автоматизированного электропривода переднего и заднего рабочих рольгангов. Отрезки ВС и АС (фиг, 2) харак-.теризуют изменение скоростей заготовки 1 и рольгангов, Отрезок ОС - время торможения. Рассмотрим условия выбора скорости рольгангов, обеспечивающей минимальное время торможения заготовкипри данной скорости выброса. Как видно из фиг. 2, в момент выброса необходимо обеспечить такое значение скорости заготовки ЧО и скорости роль /гангов Н о, чтобы время торможениязаготовки относительно рольганговравнялось времени...
Устройство для автоматического задания скорости захвата металла в валки прокатного стана

Номер патента: 565731
Опубликовано: 25.07.1977
Автор: Файнберг
МПК: B21B 37/46
Метки: валки, задания, захвата, металла, прокатного, скорости, стана
...19 и 20 реле направления дви.женин каждой линейки (левой или правой). соответственно "вперед" или "назад", задающий потенциометр 21, определяющий скорости захвата в эа.висимости от положения линеек у калибров валков, узел 22 задания скорости вращения прокатного электродвигателя, содержащий контактный илисельсинный педальнъй командоконтроллер и другие известные элементы (не показаны) и систему 23 регулирования прокатного электродвигателя.Устройство содержит левые и правые линейки 1манипулятора и прокатные валки 2, имеющие,ка.либры 3-7. С линейками 1 соединены датчики ихположений (не показаны), контакты 8.13 которыхвключены последовательно с контактами 14 релестатического тока и с катушками реле 15,16 и 17задания скоростей...
Прокатный стан

Номер патента: 1600867
Опубликовано: 23.10.1990
Авторы: Баричко, Нагорнов, Панов, Шеркунов
МПК: B21B 1/00, B21B 35/00
...изменением скорости осевого55перемещения штока 25 гидроцилиндра26, а следовательно, осевого перемещения червячных колес 14 и червяка 15(червяк 5 не вращается) осуществляют захват полосы валками б и установ 1600867ку угловой скорости валков б (рабочей угловой скорости валков 6) приосуществлении формоизменения полосыв установившейся сгадин процесса прокатки (червяк 15 и червячные колеса14 в установившейся стадии процессапрокатки зафиксированы от осевых пе"ремещений, а колодочный тормоз электропривода стана отключен). Если 10суммарная величина осевых перемещений червячных колес 14 и червяка 15на протяжении одного цикла работыдВухполостного гидроцилиндра 26 (например, прямого хода поршня) не обеспечивает исключение буксования валков в...
Механизм подачи заготовки в прокатную клеть

Номер патента: 485808
Опубликовано: 30.09.1975
Авторы: Выдрин, Гайдабура, Дерябин, Сердега
МПК: B21H 9/00
Метки: заготовки, клеть, механизм, подачи, прокатную
...и пройдет черезнего как через проводку в калибр последнего прохода. Таким образом, вся заготовка пойдет на формирование периодического профиля, а каретка с зяж 11 ыямц ВОЗВрят 11 тся цязя, 11 ис- зО ходное положение. ареткамеха- естер, а с нирно Изобретение относится к машиностроительной промышленности, в частности к прокатке на прокатных станах заготовок периодического профиля в два и более проходов.Известен механизм подачи заготовки в прокатную клеть, содержащий корпус, подвижную каретку, шарнирно установленные на каретке зажимы, приводимые в движение от профильных кулачков, кинематически связанных с приводом рабочих валков.Недостатком известного механизма является значительный технологический отход материала обрабатываемой...
Патрон заготовки стана холодной прокатки труб

Номер патента: 704692
Опубликовано: 25.12.1979
Авторы: Корякин, Мироненко, Шамраев
МПК: B21B 21/06
Метки: заготовки, патрон, прокатки, стана, труб, холодной
...кольца на упругий зажимнойэлемент, передающий радиальное усилие,на заготовку при ее зажатии, чтопозволяет получить значительное усйлие зажима заготовки при незначительном усилии на стакан. Это позволяетизготовить патрон заготовки компактным, легким и мощным. уменьшение веса(5патрона и маковых масс позволяет снизить нагрузки на подающе-поворотныймеханизм стана".,На чертеже представлен предлагаеМый патрон, общий вид. . 20Патрон заготовки стана холоднойпрокатки труб содержит основание 1,,размещенный в нем йолый шпиндель 2,установленный на подшипниках З,упругий элемент 4 зажима заготовки,соос но расположенный ему стакан 5 й меха.низм сжатия упругого элемента, Меха-низм сжатия упругого элемента выполнен в виде профильного упорного кольца...
Предыдущий патент: Валковый узел прокатной клети
Следующий патент: Устройство для автоматического останова механизма
Случайный патент: Блок поиска информации для ассоциативного запоминающего устройства