Устройство для управления последовательностью нанесения резов на движущуюся по конвейеру ленту стекла
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
ОП ИСАНИЕИЗОБВЕТЕ Н ИЯК АВТОРСКОМУ СВйдЕТЕДЬСТВУ 424824 Союз Советских Социалистицеских Реслублик.72 121) 181 б 047(29-3явки-2) Заявлено 3 присоединением з (32) Приоритст - Опубликовано 25,0 Дата оп бликовал 1 асударатвениыи камитетСавета Мииистрае СССРпа делам изабретеиийи аткратий 4, Бюллетень,е 1 описания 03.03.7 д 53) УДК С 05, (088.8)(72) Авторы изобретения В. ф. Жирков, В, А. Барк П. Марков 11) Заявител 54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯСЛЕДОВАТЕЛЬНОСТЬЮ НАНЕСЕНИЯ РЕЗОВИЖУЩУЮСЯ ПО КОНВЕЙЕРУ ЛЕНТУ СТЕК Изобретение относится к приспособлениям для резки листового стекла,В производстве качественного плоского стекла егд получают в виде непрерывной ле;1- ты, которая после полировки иа расплавленном металле должна быть разрезана ца прямоугольники потреоительских размеров. Резка лент. стекла производится с помощью спс. циального оборудования путем последовательного нанесения системы поперечных и продольных царапин в соответствии с выбранным способом раскроя и последующего разлома по нанесенным царапинам. При нанесении царапин ца ленту стекла сначала наносятся царапины с помощью устройства поперечной резки ца расстоянии, определяемом размерами заготовок. Для этого используют устройство для управления последовательностью резов. Затем между поперечными царапинами наносится система продольцых царапин с помощью устройства продольной рез. ки. Требуемая точность (нанесения царапин составляет доли миллиметра.Известно устройство для управления последовательностью нанесения резов на дви. жущуюся по конвейеру ленту стекла, включающее блок для нанесения поперечных линий реза с датчиками царапин.Однако с помощью этого устройства нельзя обеспечить получение отрезаемых листов заданной фиксированной длинь и в заданной очередности, а также достаточно высокуо точность отрезаемых листов.Целью изобретения является увеличение 5 точности обрезк; листов.Для этого устройство сцаожецо электрон;о-цифровым программ 1 ым блоком, Я над :ситэй стекла Вдоль ее ДВижсии я за блоком дл 51,цаиесеии 5 поперечных (1 ини 1 рсзя устя- О ПОВлецЯ балка, и 1 которой подВижнд закреплены допдлните 1 ыые датчики царапин, соединенные с электронно-цифровым программным блоком.Н а чертеже изоб р 1 Жец Я фи кцидн Ялън 51 5 схема предлагаемого устройства.Лента стекла 1 движется по конвейеру вцаправлснии по стрелке Г. Блок попсрсчцдй резки 2 покази схеЯтически. Дят 1 ки царапин,5, 4 и 5 выставляются с помощью линей ки 6 ца заданные, размеры 1 12 и 1 ь Электронно-цифровой программный блок 7 состоит из реверсивцых счетчиков 8 и 9, циклического двухразрядного счетчика 10, дешифратора 11, схемы коммутации 12, логических схем И 25 13 - 17, схемы ИЛИ 18 и схемы задержкиимпульсоВ 19.Схема работает следуощим образом. Царапина, нанесенная ца ле.1 Ту стекла 1 блоком поперс 1 цд 11 рез 1 и 2, дви;кется Вместе с лентой З 0 стекла, последовательно пересекая датчики35 40 45 царапин , 4 и б. На выходе последних возникают электрические импульсы,Из всех импульсов, получаемых с датчиков царапин, для исключения ложных срабатываний устройства необходимо выбрать только те, которые соответствуют отсутствию между данным датчиком, с которого снимается импульс, и блоком поперечной резки посторонних царапин. Такие импульсы называются правильными. Очевидно, что между датчиком З,и блоком поперечной резки не может быть более одной царапины, поэтому импульсы, получаемые с датчика , всегда будут правильными, Сложнее дело обстоит с импульсами, получаемыми сдатчиков 4 иб, так как количество царапин между блоком поперечной резки и соответствующим датчиком может быть более одной. Для выделения правильных импульсов с этих, датчиков используются реверсивные счетчяки 8 и 9 со схемами 13 и 14, На суммирующий;вход +1,реверсивного счетчнка, подается задержанный сигнал запуска блока поперечной резки. Таким образом по этому входу счетчик подсчитывает количество нанесенных на ленту царапин, 1-1 а вычитающнй вход- 1 реверсивного счетчика подаются импульсы,с соответствующего датчика, царапин, при этом с приходом каждого импульса код счетчдка уменьшается на единицу. Таким образом, если царапина вошла в область между соответствующим датчиком и блоком, поперечной резки, то код счетчика увеличится на единицу, а если вышла (про. шла под датчиком) - на единицу уменьшается, Очевидно, что если в счетчике,в исходном состоянии был нулевой код, то в счетчике он будет проявляться каждый раз, когда между блоком поперечной резки и соответствующим датчиком,пе будет посторонних царапин. Схе. мы И и 14 обеспечивают прохождение через них импульсов с соответствующих датчиков, когда в счетчике оказывается нулевой код. Таким образом,в точках а, б и в получаются правильные импульсы с датчиков царапин 3, 4 и 5. 5 1 О 15 20 25 30 Счетчик 10, дешифратор 11 и схема коммутации 12 служат для задания последовательности отрезаемых длин. Состояние счетчика декодируется с помощью дешифратора 11. При этом всегда один из выходов дешифратора оказывается возбужденным. Этот вы. ход посредством схемы коммутации может быть подключен ко входу одной из схем 1 о, 16 и,17, при этом будет разрешено прохождение импульса от соответствующего датчика царапин через выбранную схему. Когда придет этот импульс, то, пройдя через выбранную схему И и схему ИЛИ, он запустит блок поперечной резки 2,ивоздействуя на вход +1 счетчика 10, изменят его код. При этом схема будет готова к тому, чтобы отрезать следующий лист в заданной последавательно,сти длин,С помощью схемы коммутации 12, состоящей из ручных переключателей, любой выход дешифратора 11 может быть соединен с одной из схем 1 Б, 1 б и 17. Если, например, в схеме коммутации осущесгвлены следующие соединения: 00 и 10 с 1 р, 01 с 1 З, 11 с 1, то листы стекла будут срезаться в последовательности длин 1 ь 1 1 1, и т, д. С помощью переключателей 12 может быть набрана любая программа. Таким ооразом осушеспвляется унравление последовательностью резов, наносимых блоком поперечной резки на ленту стекла, движущуюся по конвейеру,Предмет изобретения Устройство для управления последовательностью нанесения резов на движущуюся по конвейеру ленту стекла, включающее блок для нанесения поперечных линий реза с датчиками царапин, отлича(ощееся тем, что, с целью повышения точности обрезки листов, оно снабжено электронно-цифровым программным блоком, а над лентой стекла вдоль ее движения за блоком для нанесения поперечных линий реза установлена балка, на которой подвижно закреплены дополнительные датчики царапин, соединенные с электронно- цифровым программным блоком.424824 Составитель В. Алекперов ехред Т. Ку Гутм ко рек аз 1737/465ЦН ПодписноеССР Тип. Харьк. фил. пред. Патент Редактор Т. фадеев Изд.осударственн по делам Москва, Ж
СмотретьЗаявка
1816047, 31.07.1972
В. Ф. Жирков, В. А. Барков, С. П. Марков Владимирский политехнический институт
МПК / Метки
МПК: C03B 33/02
Метки: движущуюся, конвейеру, ленту, нанесения, последовательностью, резов, стекла
Опубликовано: 25.04.1974
Код ссылки
<a href="https://patents.su/3-424824-ustrojjstvo-dlya-upravleniya-posledovatelnostyu-naneseniya-rezov-na-dvizhushhuyusya-po-konvejjeru-lentu-stekla.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для управления последовательностью нанесения резов на движущуюся по конвейеру ленту стекла</a>
Устройство для поперечной резки ленты

Номер патента: 906818
Опубликовано: 23.02.1982
Автор: Шевинов
МПК: B65C 9/18
Метки: ленты, поперечной, резки
...от рулона 25 к фотодатчику 16. При этом валик 8 получает вращение от электродвигателя 2 через зубчатые колеса 3, 6 и 7 и установленную на валу 5 муфту 1 О. Одновременно с вращением валика 8 от электродвигателя 2 через зубчатые колеса 3, 6установленную на валу 4 электромагнитную муфту 26 получает вращение программне приспособление. При вращении последнс п свет от лампы 20 не попадает на фото- датчик 19, который не дает разрешающего сигнала нд включение фотодатчика 16. Следовательно, считывание нанесенных на ленту 3 1 С и аю 15 зю иаков в это время не происходит, Поскольку шаг между отверстиями 22 программного .;п способпения выполнен меньше шага цн кду кддыми метками 24 на ленте 1, линейные скорости у них выбраны равными,н отверстия 22...
Устройство для соединения двух деталей с помощью ленты

Номер патента: 254465
Опубликовано: 01.01.1969
Авторы: Лагздыньш, Салминьш, Терентьев, Храброе
МПК: B21D 39/00
Метки: двух, ленты, помощью, соединения
...поршневая полость - с атмосферой, Пневмоцилиндр подачи соединен с механизмом подачи 3, перемещающимся по направляющей 4. По щели направляющей 15 проходит металлическая лента 5, захватываемая механизмом подачи. К направляющей крепится неподвижный нож б, который, кроме отрезания ленты, вместе с упором 7 изгибает ленту. Упор, неподвижно скрепленный 20 с осью 8, при помощи последней шарнирносоединяется с направляющей, а винтом 9 закрепляется на ней. Упорный, винт 10 регулирует щель между неподвижным ножом и упором, чем достигается изменение радиуса 2 изгиба металлической ленты. Освободив винт9, поворотом оси 8, можно откинуть упор.В механизм подачи ввернут болт П, который в конце хода механизма подачи нажимает на толкатель 12, один из концов...
Приспособление к ленточной машине для предотвращения скручивания лент между собою при укладывании нескольких лент в один таз

Номер патента: 55336
Опубликовано: 01.01.1939
Автор: Ершов
МПК: B65H 54/80
Метки: лент, ленточной, машине, между, нескольких, один, предотвращения, скручивания, собою, таз, укладывании
...или несколько дисков 2, которые при помощи отлитых вместе с ними шестерен и через посредство промежуточных шестерен получают вращение от вертикального валика машины. ровано в Бюро восле ующд,регистрацрдГосплана лрд СНК С СР В прорези каждого из дисков 2 помощью гайки или иным способом укреплен эксцентрично от диска 2 палец с осью 3, на который надет удерживаемый шайбой 4 верхний диск б подтазника, опирающийся на борт нижнего диска 2 и на полукольцо 6. Соседние диски 5 скреплены между собою связью 7.Для устранения влияния неточности установки, сборки и пр. на совместную работу двух и более соединений верхних дисков отверстие для пальца в одном из парных дисков делают продолговатым по линии расположения связи или же эту связь выполняют...
Способ измерения параметров с помощью дифференциальных частотных датчиков
Номер патента: 239618
Опубликовано: 01.01.1969
Автор: Золотков
МПК: G01L 1/10, G01P 15/10
Метки: датчиков, дифференциальных, параметров, помощью, частотных
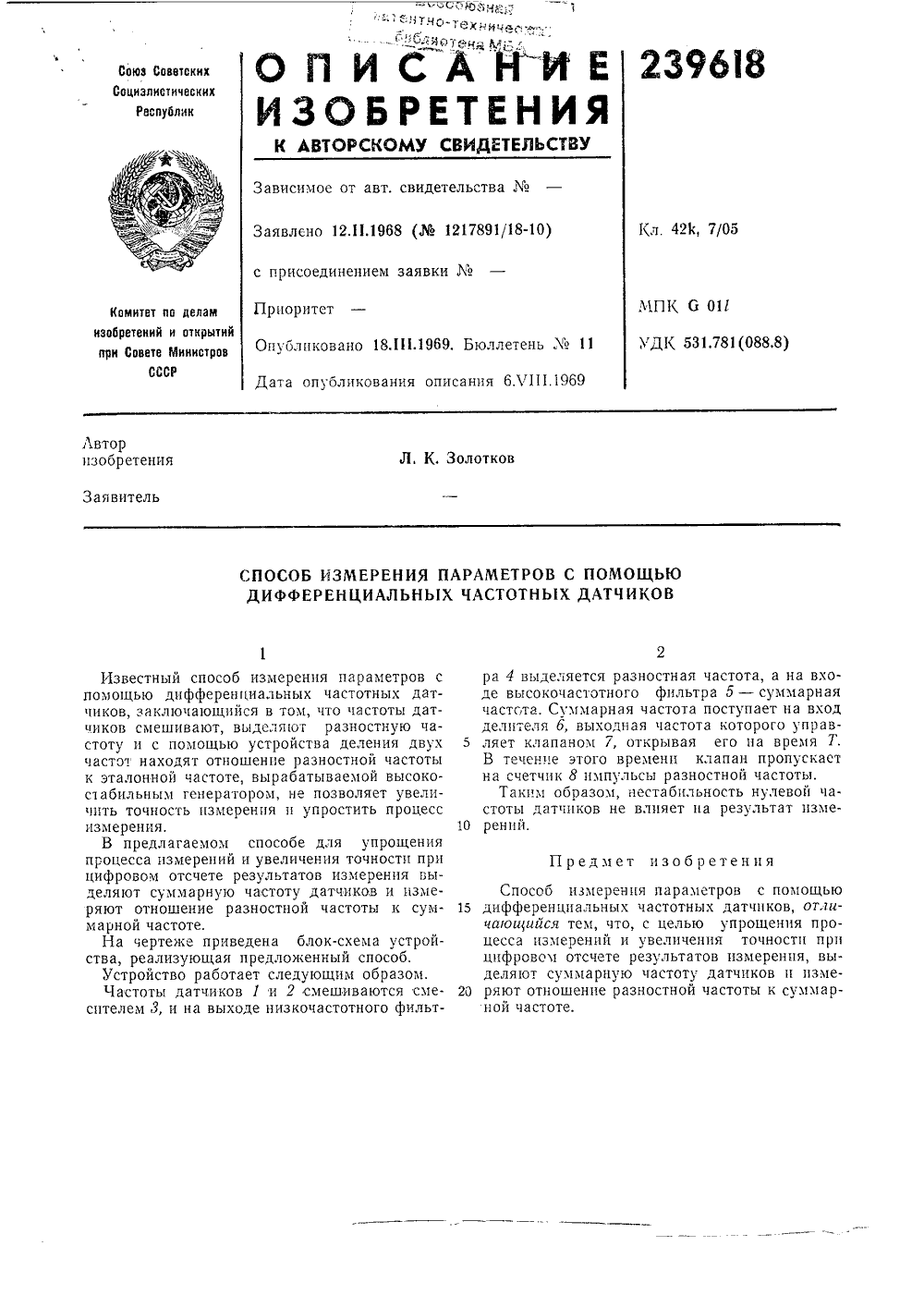
...отношение разностной частоты к эталонной частоте, вырабатываемой высоко- стабильным генератором, не позволяет увеличить точность измерения и упростить процесс измерения,В предлагаемом способе для упрощения процесса измерений и увеличения точности при цифровом отсчете результатов измерения выделяют суммарную частоту датчиков и измеряют отношение разностной частоты к суммарной частоте.На чертеже приведена блок-схема устройства, реализующая предложенный способ.Устройство работает следующим образом.Частоты датчиков 1 и 2 смешиваются смесителем 3, и на выходе низкочастотного фильтта, а на вхо - суммарнаяпает на входторого управца время Т.н пропускает й частоты.ь нулевой чазультат измеразностная частоого фильтра 5ая частота постдная частота...
Стенд для определения деформации ленты между роликоопорами конвейера

Номер патента: 1046174
Опубликовано: 07.10.1983
Авторы: Бесчастный, Монастырский, Новиков, Плахотник
МПК: B65G 39/14
Метки: деформации, конвейера, ленты, между, роликоопорами, стенд
...и подпружиненной пластины, размещенной в средней части тележки между кронштейнами, причем концы направпяюших выполнены со скосами. На фиг. 1 изображен стенд, установленный на конвейере, вид сбоку, на фиг, 2- то же, вид в плане", на фиг, 3 - разрез А-А на фиг. 1; на фиг, 4 - узел 1 на фиг. 3.Стенд дпя опредепения деформации ленты между ропикоопорами конвейера содержит раму 1 на которой смонтированы на определенном расстоянии друг от ару.а желобчатые ропикоопоры 2, поддерживающие ленту 3. Под"лентой 3 между ропикоопорвми 2 нв раме 1 закреплены направляющие 4, на которых установлена на колесах 5 тележка 6, включающая кронштейны 7 коробчатого сечения с расположенными на них датчиками 8 перемеще ния, В центральной части тележки 6 установлена...
Предыдущий патент: Устройство для переформования плоской заготовки стекла в цилиндрическую
Следующий патент: Стекло
Случайный патент: Виблиотек. а