Способ определения положения резца при точном растачивании
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 407657
Авторы: Авторы, Инструментов, Копелев

Текст
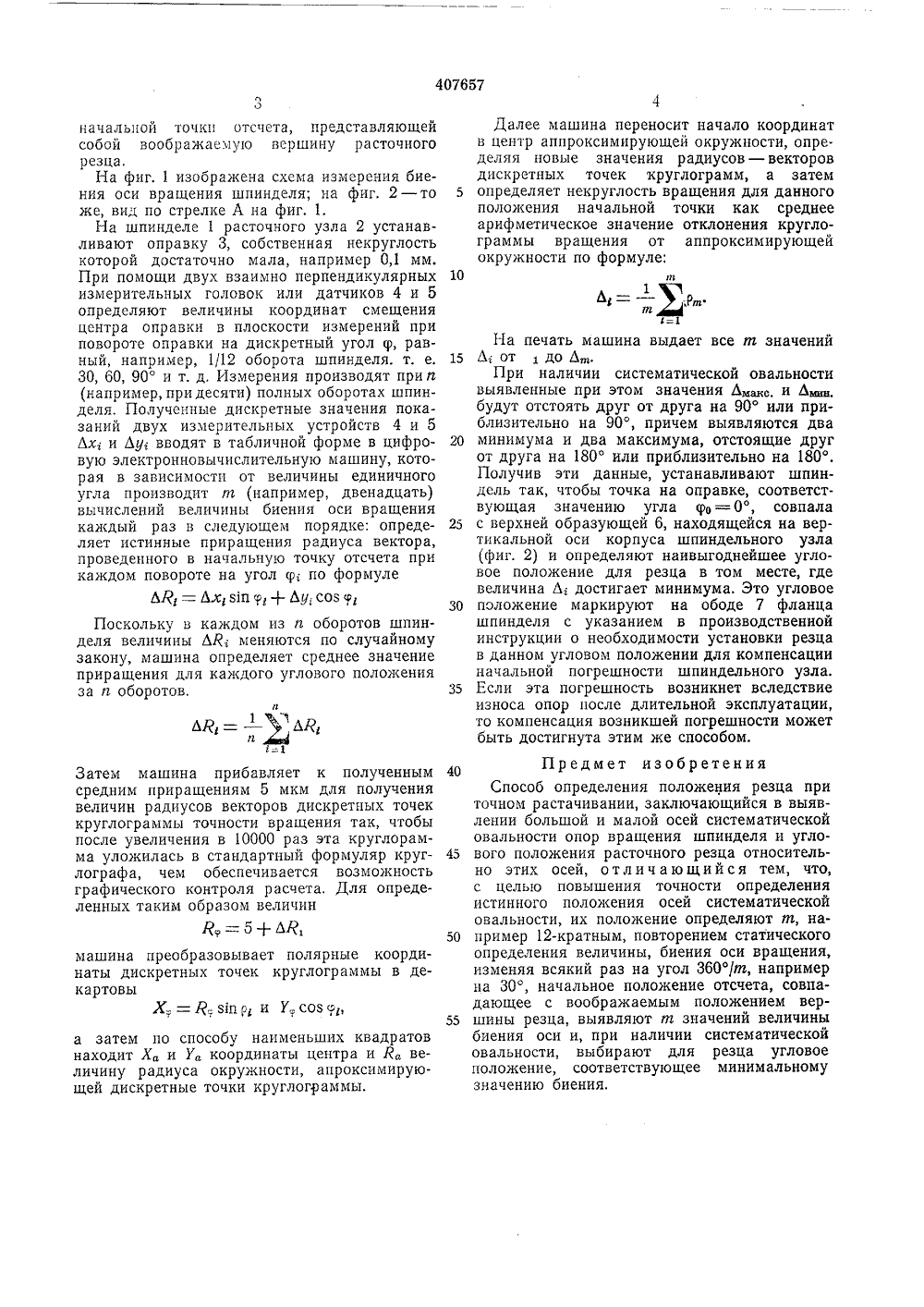
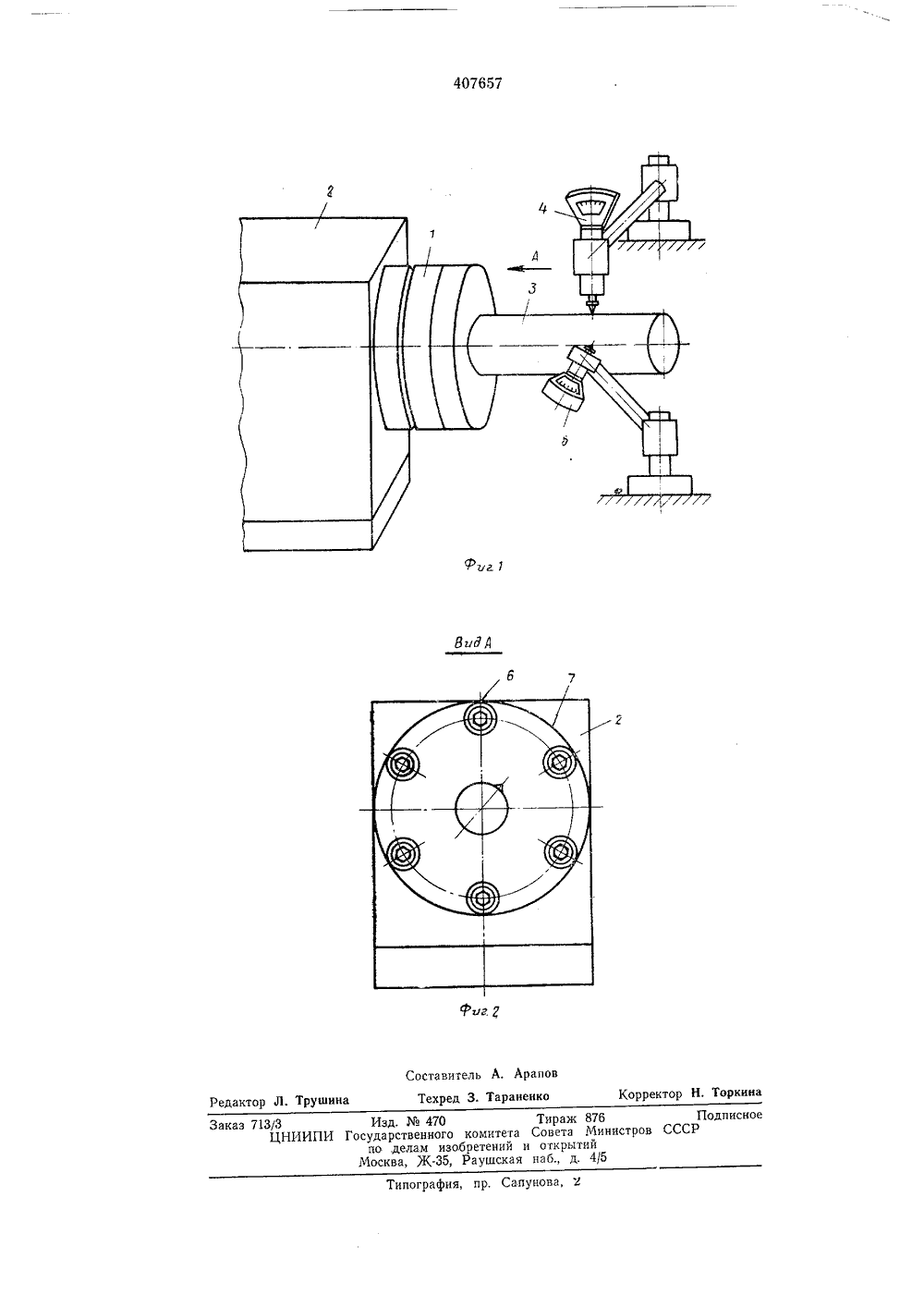
йЙТЬН Г 1-: С -: .1,: и СЖВД ббд,"ир ГЯ/, ОЛИСАНЙЕ КЗОБРЕТЯЯИЯ СОюз СОюэтск 1 Я ЩцА-" "уст 1 цбрц РВспубпйиГюсудн 1 юаеаый 11 юие 1 лСсвета Кекстргю С 1;6 Рее лелем веюфетееейи сткею 7 кй Дата опубликования описания 6.Л.1974 Авторыпзобрстсшя Ф. Д. Давыдов и Ф, Л. Копелев а 5 ВВге, ь Украинский научно-исследовательский институт станков и инструментовСПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ РЕЗЦА ПРИ ТОЧНОМ РАСКАЧИВАНИИИзобретение относится к области обработки металлов резанием и может быть использовано для повышения точности обработки при отладке расточных станков, работающих однолсзвнйным инструментом, установленным на консольной оправке.На точности формы обрабатываемых таким способом поверхностей, особенно на станках, шпиндели которых имеют опоры качения, вредно отражастся биение оси вращения, вызываемое погрешностями изготовления и сборки шпиндельных узлов.Известен способ частичной компенсации наиболее часто встречающейся погрешности (овальности бсговой дорожки наружного кольца опоры качения), заключающийся в определении утлового положения резца относительно выявленных большой и малой осей систематической овальности. При применении известного способа большая и малая оси систематической овальности определяются путем измерения радиального биения шпинделя прн различных угловых положениях индикатора и установления какому из этих угловых положенй соответствуют наибольший и наименьший размахи биения.Однако прн каждом угловом положении индикатора проверяется не истинная величина смещения оси шпинделя, а лишь его проекция на ось измерений, С изменением положения.нднкатора изменяется точность и затрудняется считывание его показаний. В силу особенностей биения оси вращения размах биений с каждым оборотом шпинделя меняет свою величину и отыскание положения наибольше;о и;аименьшего размаха без применения меодов математической статистики невозможно, а для абора необходиой инфор 1 ации показаний одного индикатора в каждом 10 угловом положении недостаточно.Целью изобретения является повышениеточности определения истинного положения большой и малой осей систематической овальности, Вызываемой погрешностями изготов лення и сборки шпиндельных углов, для установки резца в такое угловое положение относитсль о этих выявленных осей, которое исключает влияние второй гармоники биения осн вращения шпинделя на точность обра боты.Зто достигается тем, что угловые параметрь; биения оси вращения, а следовательно, и положение в пространстве осей второй гармоники, т. е, систематической овальности, выяв ляются ог-кратным определением величиныоненпя оси вращения нрн помощи математичес; ой обработки на электронновычислительной машине результатов измерения биения двумя взаимно перпендикулярными датчиками 30 со смещением каждый раз на 360/т градусов40 45 50 55 начальной точкп отсчета, представляющей собой воображаемую вершину расточного резца.На фиг. 1 изображена схема измерения биения оси вращения шпинделя; на фиг. 2 - то же, вид по стрелке А иа фиг, 1.На шпинделе 1 расточного узла 2 устанавливают оправку 3, собственная некруглость которой достаточно мала, например 0,1 мм, При помощи двух взаимно перпендикулярных измерительных головок или датчиков 4 и 5 определяют величины координат смещения центра оправки в плоскости измерений при повороте оправки на дискретный угол ср, равный, например, 1/12 оборота шпинделя. т. е.30, 60, 90 и т. д, Измерения производят при п (например, при десяти) полных оборотах шпинделя. Полученные дискретные значения показаний двух измерительных устройств 4 и 5 Лх, и Ьу; вводят в табличной форме в цифровую электронновычислительную машину, которая в зависимости от величины единичного угла производит и (например, двенадцать) вычислений величины биения оси вращения каждый раз в следующем порядке: определяет истинные приращения радиуса вектора, проведенного в начальную точку отсчета при каждом повороте на угол ; по формулеЬЯ, = Ьх, з 1 п р, + Лу, соз р,Поскольку в каждом из и оборотов шпинделя величины ЛЯ; меняются по случайному закону, машина определяет среднее значение приращения для каждого углового положения за и оборотов.и Затем машина прибавляет к полученным средним приращениям 5 мкм для получения величин радиусов векторов дискретных точек круглограммы точности вращения так, чтобы после увеличения в 10000 раз эта круглорамма уложилась в стандартный формуляр круглографа, чем обеспечивается возможность графического контроля расчета, Для определенных таким образом величинЯ, = 5 + ЬХмашина преобразовывает полярные координаты дискретных точек круглограммы в декартовыХ =Я-з 1 п;., и У,соз а затем по способу наименьших квадратов находит Х, и 1 координаты центра и Лвеличину радиуса окружности, апроксимирующей дискретные точки круглогуаммы. 5 10 15 20 25 Зо 35 Далее машина переносит начало координат в центр аппроксимирующей окружности, определяя новые значения радиусов - векторов дискретных точек хруглограмм, а затем определяет некруглость вращения для данного положения начальной точки как среднее арифметическое значение отклонения кругло- граммы вращения от аппроксимирующей окружности по формуле:л1 Чк= - ДУат ДНа печать машина выдает все и значений г от 1 до Ьт,При наличии систематической овальности выявленные при этом значения кумыс, и Амин, будут отстоять друг от друга на 90 или приблизительно на 90, причем выявляются два минимума и два максимума, отстоящие друг от друга на 180 или приблизительно на 180. Получив эти данные, устанавливают шпиндель так, чтобы точка на оправке, соответствующая значению угла р -- 0, совпала с верхней образующей 6, находящейся на вертикальной оси корпуса шпиндельного узла (фиг. 2) и определяют наивыгоднейшее угловое положение для резца в том месте, где величина Л; достигает минимума, Это угловое положение маркируют на ободе 7 фланца шпинделя с указанием в производственной инструкции о необходимости установки резца в данном угловом положении для компенсации начальной погрешности шпиндельного узла, Если эта погрешность возникнет вследствие износа опор после длительной эксплуатации, то компенсация возникшей погрешности может быть достигнута этим же способом. Предмет изобретенияСпособ определения положения резца при точном растачивании, заключающийся в выявлении большой и малой осей систематической овальности опор вращения шпинделя и углового положения расточного резца относительно этих осей, отличающийся тем, что, с целью повышения точности определения истинного положения осей систематической овальности, их положение определяют т, например 12-кратным, повторением статического определения величины, биения оси вращения, изменяя всякий раз на угол 360/и, например на 30, начальное положение отсчета, совпадающее с воображаемым положением вершины резца, выявляют т значений величины биения оси и, при наличии систематической овальности, выбирают для резца угловое положение, соответствующее минимальному значению биения.407657 Рцг 1 Фиг.Составитель А. АраповТехред 3. Тараненко Корректор Н. Торкина Редактор Л. Трушина Типография, пр. Сапунова, 2 Заказ 713/3 Изд.470 Тираж 876 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий Москва, Ж, Раушская наб., д. 4/5
СмотретьЗаявка
1743568
Авторы изобретени Давыдов, Ф. Л. Копелев, инструментов
МПК / Метки
МПК: B23B 35/00
Метки: положения, растачивании, резца, точном
Опубликовано: 01.01.1973
Код ссылки
<a href="https://patents.su/3-407657-sposob-opredeleniya-polozheniya-rezca-pri-tochnom-rastachivanii.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения положения резца при точном растачивании</a>
Способ определения положения резца при точном растачивании

Номер патента: 516473
Опубликовано: 05.06.1976
Автор: Копелев
МПК: B23B 35/00
Метки: положения, растачивании, резца, точном
...инструментют (фиг,1) высокоточную контрольную оправку 1с собственной некруглостью, непример, 0,2.0,3 мкм, Оправка 1 вее радиальное биение относительшпинделя было сведено к предельназ: таким образок. обы щупы этих приборов каса.ли "ь образуюих оправки н точках, отстойгшхдруг от друга примерно на 90 . 1 а фланце шинде.и омсчак 1 т го ку, которая находится в началеизменеЙ на горизонэалыой ог. Оправка ,- призодгта. в медленное вращение, а елсина:ьное реогнсгрируюцее устроиство через каждые Охг-а опр".чк автомати ески отмечает смещениецепра оправки в двух взаимно перпендикулярныха 1 р аве и я к,Голучегпг.е координаты смещешя оси врацен 1,ля каждого углового положевя усредняют эа;,;зпример за 10 оборогов, и принимают точкч стр.дцвтьо шестью...
Устройство для коррекции положения резца

Номер патента: 1060411
Опубликовано: 15.12.1983
Автор: Прудников
МПК: B23Q 15/00
Метки: коррекции, положения, резца
...за счет Выпотненного паза 8 в корпусе слзуез 7 и "11:риксво."0 гвиксатОрз 9. ,Стаесвлец 1010 в корпусе 1 устпойства, В кот)псе 1 дэцзстаповлец тчкате "ь 10 имеюций Возможность госту:зтсльного перемещепия в еле ползуна,. Крайнее по;1 ожение толкзтеля 1 О фиксирует пружина 1. Па теле толкзтеля :0 установлен флажок :2 и куда. чок 13 з ца корпусе илзуцз- кулачок 14 Инеуктегвцый датчик 15 поожецця объекта, стацв;сп ца полз не . соеш 1 цсп электрическои:е;пцо с блоком управления .,С)ройсгва и Змее. Вгз,жпст аг,.бзгываь;г ф.зжкз 12. БыкЮч 1 е;1 иб и :устзнэв:1 ены СООВСТ ствешшз кср 1;усе 1 ус)ройсве и кор 1 усе ползуез" сгицецы эл)крическсй цепью с Олоком ,рзвлецця и каждый иэ них имсе воэможность срабатывать через 1.:танге 18 9,...
Устройство для измерения и записи траектории движения оси шпинделей точных станков

Номер патента: 379323
Опубликовано: 01.01.1973
Авторы: Алексеев, Дмитриев, Реган, Рощин, Соловьев
МПК: B23B 25/06
Метки: движения, записи, оси, станков, точных, траектории, шпинделей
...Это объясняется тем, что рабочая емкость берется по наименьшему расстоянию между образцовой мерой, которая является датчиком, и оправкой, установленной в шпинделе с эксцентриситетом, а так как угловые скорости вращения оправки и ее эксцентриситета равны, следовательно, емкость между наиболее приближенным участком оправки и образцовой мерой - датчиком постоянна. Изменение емкости происходит от смещения оси вращения шпинделя.На фиг. 1 показано предлагаемое устройство, виды с торца и сверху; на фиг. 2 - осциллограмма траектории движения оси.Устройство содержит образцовую меру круглости, которая является также датчиком 1. Датчик, установленный в диэлектрическом корпусе 2, прикреплен к пиноли 3 через торсионы 4 и стакан 5. Стакан снабжен...
Прибор для определения отклонения шпинделя веретена от вертикальной оси в статическом и динамическом его состоянии

Номер патента: 119821
Опубликовано: 01.01.1959
Автор: Коритысский
МПК: D01H 13/32
Метки: веретена, вертикальной, динамическом, оси, отклонения, прибор, состоянии, статическом, шпинделя
...усиливается двухканальным тензометрическим усилителем 1 б и подается на шлейфовый осциллограф 17 (или на стрелочный прибор).Перед проверкой веретена вначале снределяют положение вертикальной оси гнезда 4 веретена, которая должна совпадать с осью шпинделя.Эта проверка производится с помощью точно изготовленного стержня, равного по диаметру насадке 11 и закрепляемого в гнезде 4 вместо веретена. После установки стержня балочки 7, 8, 9 и 10, касаясь его, немного деформируются, в результате чего происходит разбаланс моста С помощью балансирующего устройства усилителя 1 б шлейф осциллографа (или стрелочный прибор) устанавливается в нулевое положение, определяющее перпендикулярность оси шпинделя веретена. Эта условная нулевая линия...
Многошпиндельная головка с регулируемым положением шпинделей

Номер патента: 261867
Опубликовано: 01.01.1970
Авторы: Анисимов, Государственное, Губанов, Мангутое, Соколов
МПК: B23B 39/20
Метки: головка, многошпиндельная, положением, регулируемым, шпинделей
...эту шестерню с барабаном. В бара бане находятся пиноли (колодки) со шпинделями, через шестерни связанные с приводом вращения ппинделей. На пинолях расположены две шестерни с упорами и пружинами между ними для выоора зазоров в цепи изменения 20 положения шпинделей.Описываемая головка показана на чертеже.Головка состоит из корпуса 1, в котором размещены барабан 2 с пинолями (колодками) 3; через пиноли проходит привод враще ния шпинделей 4 от вала 5. В корпусе находится также привод изменения положения шпинделей, состоящий пз червяка б, червячного колеса 7, шестерен 8, 9 и 10, центральной шестерни 11 и электромагнитной муфты 12. Зо 2Между, шестернями 9 и 10 находятся упоры 13 и пружина 14; шестерня 10 расположена свободно на...
Предыдущий патент: Поводковый патрон
Следующий патент: Способ расточки отверстий
Случайный патент: Устройство д. ля проверки преобразователей«угол-код»