204967
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 204967
Авторы: Бубель, Воронин, Многопозиционнь, Серов

Текст
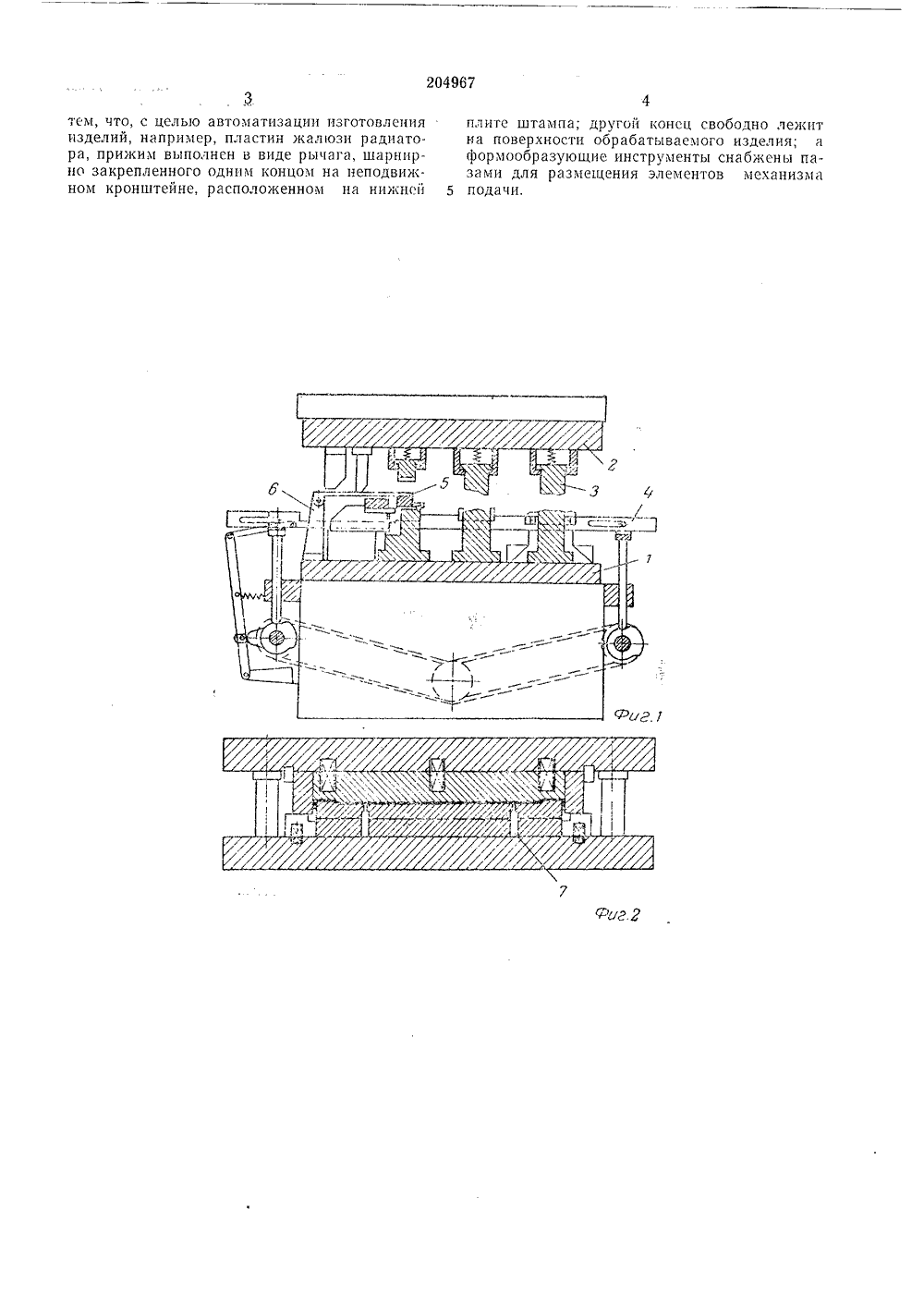
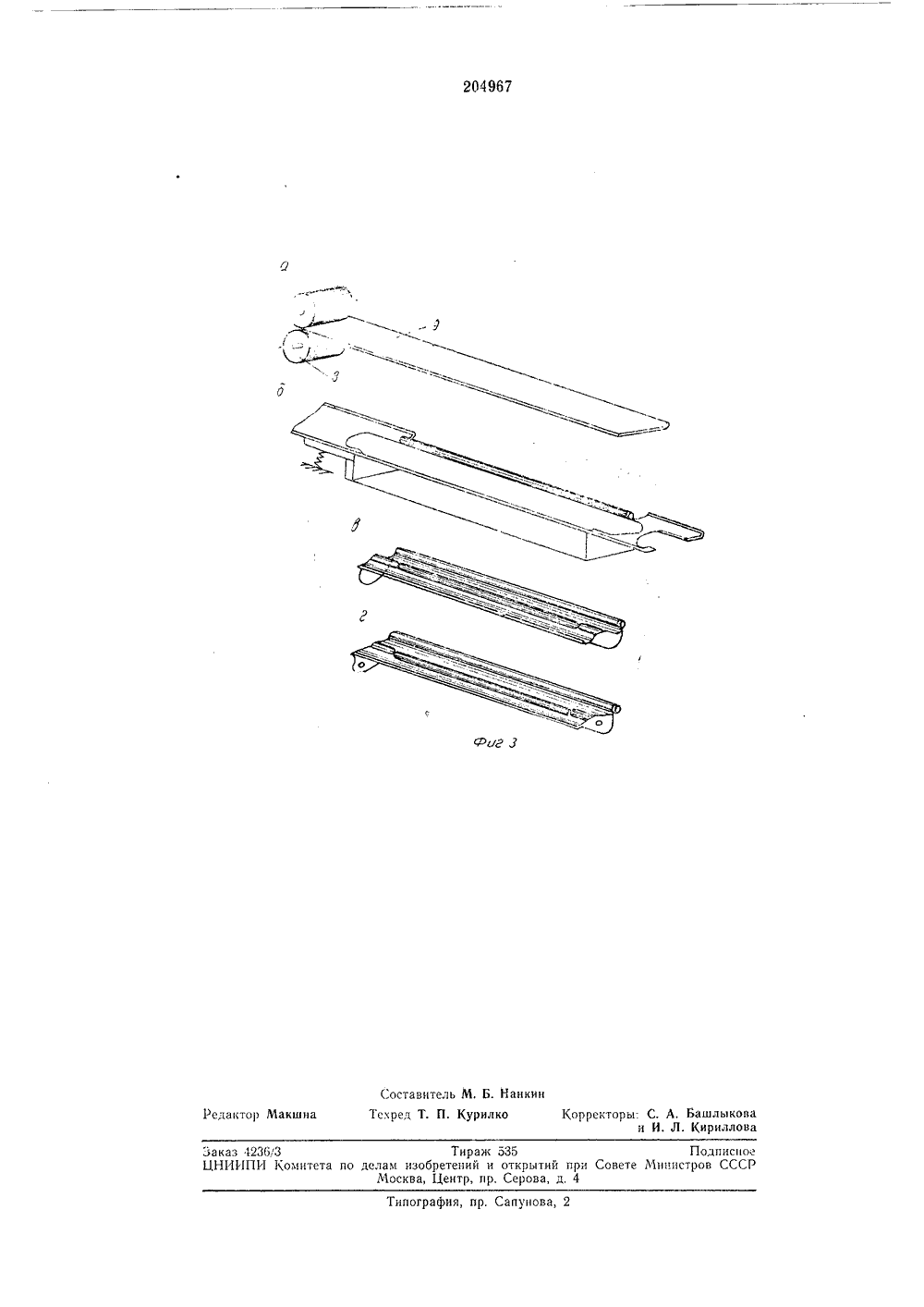
2 О 4967 ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз Советски Социалистических Реслуоликс присое нием зая МГ 1 ритет Комитет ло делам аобретеиий и открытий ори Совете 1 т 1 ииистров СССР83.321 (08 летень2 публиковано 1 З.Х. 967 ата опубликования опи ния 11.1.196 Авторыизобретени Ьубель и В. М. Воронин С. И. Се рьковский автомобильный заво 3 а яглтел НОГОПОЗИЦИ Й ШТАМ редмет изобретено готовления ного мате ем, содери верхнейтнстру мен счаюсссссйся мп для изчи ченточпетли кранижнейазующиежихт, отлс Известны многопозиционные штампы для изготовления изделий из полосового или ленточного материала с согнутым в виде петли краем, содержащие установленные на нижней и верхней плитах штампа формообразующие элементы, механизм подачи и прижим.Предлагаемый многопозиционный штамп аналогичного назначения отличается тем, что прижим выполнен в виде рычага, шарнирно закрепленного одним концом на неподвижном 10 кронштейне, расположенном на нижней плите штампа; другой конец свободно лежит на поверхности обрабатываемого изделия; а формообразующие инструменты снабжены пазами для размещения элементов механизма пода чи.Это отличие позволяет автоматизировать изготовление изделий, например пластин жалюзи радиатора,На фиг. 1 изображен описываемый штамп; 20 на фиг. 2 - разрез по позиции штампа; на фиг. 3 - (а, б, в, и г) последовательность выполнения переходов по штамповке изделия.Описываемый штамп содержит установленные на нижней 1 и верхней 2 плитах формооб разующие инструменты 3, механизм подачи 4 и прижим, Последний выполнен в виде рычага 5, шарнирно закрепленного одним концом на неподвижном кронштейне б, расположенном на нижней плите 1 штампа; другой конец ЗО рычага 5 свободно лежит на поверхности обрабатываемого изделия. Инструменты 3 снабжены пазами 7 для размещения элементов механизма подачи. Изготовление пластин жалюзи радиатора в описываемом штампе происходит следующим образом. Валковой подачей 8 лента 9 одновременно подается в штамп и формуется (отгибается одна кромка). На первой позиции штампа. выполняются вырубка профиля ушков и завивка петли, при этом прижим ленты осуществляется рычагом 5. На второй позиции происходит загибка ушков пластины жалюзи и профильная формовка детали. На третьей позиции производится окончательная формовка участков пластины (находившихся против пазов 7) и проколка трех отверстий в углах пластин жалюзи. Последовательная конфигурация изделия показана на фиг. 3, Перенос пластин с позиции на позицию производится элементами механизма 4, проходящими в пазах 7. Многопозиционныи шта изделий из полосового и риала с согнутым в виде жащий установленные на плитах штампа формообр ты, механизм подачи и прт204967 7 тем, что, с целью автоматизации изготовления изделий, например, пластин жалюзи радиатора, прижим выполнен в виде рычага, шарнирно закрепленного одним концом на неподвижном кронштейне, расположенном на нижней плите штампа; другой консц свободно лежит на поверхности обрабатываемого изделия; а формообразующие инструменты снабжены пазами для размещения элементов механизма 5 подачи,l О сдактор Макшна Заказ 42363ЦНИИПИ Комитета Составитель М, Б. Нанкинскред Т. П. Курилко Тираж 535елам изобретений и открытийМосква, Центр, пр. Серова, д Подпис од и Совете Министров СССР
СмотретьЗаявка
1022958
С. И. Серов, С. Бубель, В. М. Воронин Горьковский автомобильный завод, многопозиционнь ШТАМП
МПК / Метки
МПК: B21D 37/00, B21D 43/06, B21D 53/02
Метки: 204967
Опубликовано: 01.01.1967
Код ссылки
<a href="https://patents.su/3-204967-204967.html" target="_blank" rel="follow" title="База патентов СССР">204967</a>
Устройство к прессу для выталкивания изделий из нижней поливины штампа

Номер патента: 617297
Опубликовано: 30.07.1978
МПК: B30B 15/32
Метки: выталкивания, нижней, поливины, прессу, штампа
...10 ограничивают его от бокового перемещения, а штифты 14 - от разворота относительно своей оси.Верхние концы рычагов 1 и 2 посредством осей 15 и сухарей 16 заключены в вертикальные направляющие 17.Рычаги 1, 2 с направляющими 17 и опорными поверхностями 7 установлены в столе пресса 18,При рабочем ходе ползуна тяги 3, взаимодействуя с верхними концами рычагов 1 и 2, перемещают их по вертикальным направляющим 17 вниз, при этом нижние концы рычагов профилированными поверхностями скользят по опорным поверхностям 7. Одновременно и средние части рычагов перемещаются вниз. Выталкиватель 11 с толкателем 10 под действием силы тяжести, двигаясь вниз, опираются на опоры 8, 9, которые перемещаются по плоскостям средней части рычагов 1 и 2.При...
Устройство для вытаживанш изделии из нижней лоловины штампа

Номер патента: 432961
Опубликовано: 25.06.1974
Авторы: Воронежское, Гальперич, Ладоненко, Механических
МПК: B21J 13/14
Метки: вытаживанш, изделии, лоловины, нижней, штампа
...толкателей совпадает с направлением движения ползуна. Штанги толкателей, расположенные в направляющих ка о налах 15 стола пресса, свободно лежат на опорной цилийдрической поверхности Б рычага 10. Заднее плечо рычага 7 в крайнем верхнем положении упирается порной 1" площадкой в упор 1, закреплен- ныИ на столе. Толкатели 12 в верхнем положений несколько выступают над поверхностью штампа 1. Зазор а между верхней крышкоИ 2 о компенсатора и поршнем (см.фиг.2) определяет величину хода компенсатора при верхнем положении ползуна, после того как рычаг 7 находит на упор 1 Ф.При ходе вниз ползуна 2 с подвешенным к нему компенсатором Ф остальная система остается в покое за счет выбора зазора а меж- зо ду верхней крышкой компенсатора Ф и...
Устройство для выключения пресса с двумя расположенными один над другим штампами при невыбросе изделия из нижнего штампа

Номер патента: 556055
Опубликовано: 30.04.1977
МПК: B30B 15/28
Метки: выключения, двумя, другим, изделия, невыбросе, нижнего, один, пресса, расположенными, штампа, штампами
...ного штампа, связан с входвибраторов 3 и 4. Одновибполнительный вход б, наимпульс с датчика 2.Кроме того, устройство имеет схему 11, реа лизующую логическую функцию ЗапретЭта схема содержит две схемы ИЛИ - НЕ, состоящие из элементов 12 и 13.Выход одновибратора 3 соединен с входом в схемы 11, а выход одновибратора 4 соединен с входом г (вход элемента 13). К выходу схемы 11 через усилитель 14 подключено исполнительное реле 15.При прохождении отштампованного листа мимо датчика 1 импульс от этого датчика поступает на входы а одновибраторов 3 и 4 и на выходе этих одновибраторов появляются сигналы 1, Через промежуток времени т (фиг. 2) мимо датчика 2 проходит отштампованный роторный лист и на выходе этого датчика возникает импульс, который...
Штамп для формовки изделий из листового металла

Номер патента: 1131575
Опубликовано: 30.12.1984
Авторы: Пискарева, Саратова, Филигаров
МПК: B21D 25/00
Метки: листового, металла, формовки, штамп
...с возможностью контаКта с меньшими сторонами полуматриц, а менее удаленные - с возможностью взаимодействия с непрофилированной боковой поверхностью длинных сторон полуматриц, при этом оправка установлена с возможностью поворота в горизонтальной плоскости и снабжена опорными роликами, установленными на ее поверхности контакта с неподвижной плитой.На Фиг. 1 изображен штамп, продольный разрез (разрез А-А на фиг,2 конечное положение штамповки); на фиг. 2 - вид сверху на нижнюю часть штампа; на Фиг. 3 - разрез Б-Б на Фиг.2; на фиг. 4 - разрез В-В на фиг,2; на Фиг.5 - разрез Г-Г на Фиг. 2,Штамп содержит неподвижную плиту 1 с державкой 2, на которой посредством оси 3 шарнирно установлена с возможностью поворота с горизонтальной плоскости...
Штамп для изготовления изделий типа низких толстостенных колец

Номер патента: 1821285
Опубликовано: 15.06.1993
Авторы: Григорьев, Зуев, Каплунов, Фельде
МПК: B21J 13/02
Метки: колец, низких, типа, толстостенных, штамп
...уравнение(3)На фиг.1 показан штамп до начала деформации (левая часть) и в последний момент прошивки (поавая часть); на фиг.2 - .штамп с уложенным полуфабрикатом (леваячасть) и в конце объемнойштампсвки (правая часть); на фиг.З - 7 приведены. неосновные материалы поясняющего характера(на 20фиг.5, б - соответственно кольцевая поковка и съемный прошивень для иллюстрациипримера конкретного исполнения; на фиг,7- модель получаемого полуфабриката),Штамп (фиг,1) состоит из верхней 1 и 25нижней 2 половин с выполненными на нихполостями, съемного прошивня 3, установленного с воэможностью опоры на поверхности дна магазина центрального выступа идна нижней половины штампа. Позицией 4 30обозначена заготовка,Штамп работает следующим образом.В...
Предыдущий патент: Устройство для захвата и перемещения листовых 3 rotobok в рабочую зоиу пресса
Следующий патент: 204968
Случайный патент: Устройство для крепления грузов в транспортном средстве