Способ изготовления стальных бурильных труб для проходки термальных скважин с уплотнителями
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
(51) 5 В Е ЛЬСТВ ВТОРСКОМУ СВИ близким к ической с едлагаемому ОСТИ И ДОСТИГОСУДАРСТВЕ ННЫ Й КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКНТ СССР ОПИСАНИЕ ИЗ(54) СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БУРИЛЬНЪХ ТРУБ ДЛЯ ПРОХОДКИ ТЕРМАЛЬНЫХСКВАЖИН С УПЛОТНИТЕЛЯМИ (57) Использование: металлургия, нефтяная п ромы шлен ность. Сущность изобретения; Изобретение относится к способам термомеханической обработки металлов и может найти применение в металлургии и нефтяной промышленности,Известен способ изготовления стальных бурильных труб для проходки термальных скважин с уплотнителями, включающий изготовление трубы, изготовление замков с упорными стыками на замковой резьбе, соединение замков с трубой (В,А.Ткаченко и др. Трубы для нефтяной промышленности. М,; Маталлургия, 1986, с,77, 193, рис,22),Недостатком труб, изготовленных по известному способу, является то, что при использовании их в термальных скважинах герметизирующие упорные стыки раскрываются и бурильная колонна теряет герметичность,Наиболее прспособу по техн ущн уплотнители из алюминиевых сплавов в виде тонкостенной конической оболочки с выдавленной резьбой деформируют при температуре, равной 0,2 - 0,65 температуры плавления материала уплотнения, напряжении 17 кг/мм, охлаждают в воде, соединяют с одним из элементов замка, нагревают до температуры, при которой осуществляли деформирование, Уплотнитель для ниппеля раздают в радиальном направлении при 200 С, охлаждают со скоростью 1,5 С/с. Уплотнитель для муфты обжимают в радиальном направлении при 200 С, охлаждают со скоростью 1,5 С/с, 1 н.з, и., 3 з, п,ф-л ы,гаемому результату является способ изготовления стальных бурильных труб для проходки термальных скважин с уплотнителями, включающий изготовление трубы, изготовление замков в виде муфты и ниппеля, изготовление уплотнителей в виде тонкостенной конической оболочки с выдавленной резьбой, соединение уплотнителя с одним из элементов замка, соединение замка с трубой - заявка П НР М. 257979, кл. Е 21 В, 1988.Недостатком известного способа является то, что не предусмотрено использование уплотнителей в термальных условиях, Кроме того, в известном способе соединение уплотнителя с замковой резьбой выполнено за счет адгезии материала уплотнителя, что плохо согласуется с вибрационными и ударными нагрузками, которым подвергается бурильная колонна. Для лю5 10 ных труб для проходки термальных сква 20 50 бых адгезионных материалов вибрационные и ударные нагрузки, действующие на бурильную колонну в условиях повышенной температуры чрезмерны, В итоге все это снижает надежность бурильных труб при проходке термальных скважин,Цель изобретения - повышение надежности труб за счет фиксации уплотнителя на одном из элементов резьбы путем использования ползучести и самопроизвольного уплотнения в процессе бурения термальн ых скважин.Поставленная цель достигается тем, что в способе изготовления стальных бурильжин с уплотнителями, включающем изготовление трубы, изготовление замков в виде муфты и ниппеля, изготовление уплотнителей в виде тонкостенной конической оболочки с выдавленной резьбой, соединение уплотнителя с одним из элементов замка, соединение замков с трубой, - в отличие от прототипа, в качестве материала уплотнителя используют алюминиевые сплавы, перед соединением уплотнителя с одним из элементов замка осуществляют его деформирование при температуре, равной 0,2 - 0,65 температуры плавления материала уплотнителя напряжением 17 кг/мм с пог следующим охлаждением в воде, а после соединения ведут нагрев до температуры, при которой осуществляли деформирование.Наилучший результат при соединении уплогнителя с ниппелем получен, когда перед соединением уплотнитель деформируют путем раздачи в радиал ьном направлении при температуре 200 С, охлаждение ведут со скоростью 1,5 С/с.Наилучший результат при соединении уплотнйтеля с муфтой получен, когда перед соединением уплотнитель деформируют путем обжима в радиальном направлении при температуре 200 С, а охлаждение ведут со скоростью 1,5 С/с,Наилучший результат для закаливаемых алюминиевых сплавов получен при деформировании и нагреве до температуры закалки, а после соединения уплотнителя содним из элементов замка - при нагреве до200 С. Наличие указанных выше признаков свидетельствует о соответствии технического решения критерию "новизна".Аналогичных технических решений, в которых остаточная деформация фиксировалась в процессе проведения пластической деформации в условиях ползучести, а последующий нагрев проводился с проведением обратной ползучести, авторами не об 25 30 35 40 45 наружено. На основании этого можно сделать вывод о соответствии предлагаемого технического решения критерию "существенные отличия".Предлагаемый способ позволяет повысить надежность закрепления уплотнителя на резьбовом элементе бурильной трубы за счет обратной ползучести, Кроме того, способ позволяет повысить герметичность резьбового соединения в замковой резьбе за счет того, что уплотнитель выполнен из алюминиевого сплава и вследствие того, что коэффициент линейного расширения алюминиевых сплавов больше коэффицбиента линейного расширения стали (23 10 и 11 х х 10 соответственно) при бурении термальных скважин уплотнитель будет самоуплотняться и повышать герметичность резьбового соединения. Следовательно, заявляемое техническое решение обеспечивает получение положительного эффекта,П р и м е р, Брали трубу ВХ 9-Д ГОСТ 631+75 с ниппелем и муфтой замка ЗШпо, ГОСТ 631-75. Изготавливали взрывным штампованием под замковую резьбу 3-147 замка ЗШуплотнитель в виде тонкой (толщиной 0,3 мм) конической оболочки с выдавленной резьбой из сплава Д 16, который после штампования обжигали, т.е, в итоге имели материал уплотнителя Д 16 М, Проводили деформирование уплотнителя радиальным распором на конечный размер резьбы ЗШв условиях ползучести при 200 С и напряжении 17 кг/мм с последующими разгрузкой и охлаждением в воде. После наворачивания и затяжки уплотнителя на ниппель уплотнитель вновь нагревали до 2000 С,Формула изобретения 1. Способ изготовления стальных бурильных труб для проходки термальных скважин с уплотнителями, включающий изготовление трубы, изготовление замков в виде муфты и ниппеля, изготовление уплотнителей в виде тонкостенной конической оболочки с выдавленной резьбой, соединение уплотнителя с одним из элементов замка, соединение замков с трубой, о т л ич а ющ и й с я тем, что, с целью повышения надежности труб за счет фиксации уплотнителя на одном из элементов резьбы путем использования обратной ползучести и самопроизвольного уплотнения в процессе бурения терминальных скважин, в качестве материалов уплотнителя используют алюминиевые сплавы, перед соединением уплотнителя с одним из элементов замка осуществляют его деформирование при температуре, равной 0,2 - 0,65 температуры плавления материала уплотнителя, напря1764923 радиальном направлении при 200 С, а охлаждение ведут со скоростью 1,5 С/с. Составитель С, Субботин Редактор Т. Орловская Техред М,Моргентал Корректор Н. МилюковаЗаказ 3340 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 жение 17 кг/мм с последуювим охлаждением в воде, а после соединения ведут нагрев до температуры, при которой осуществляли деформирование.2, Способ по п.1, о т л и ч а ю щ и й с я тем, что перед соединением уплотнителя с ниппелем его деформируют путем раздачи в радиальном направлении при 200 С, а охлаждение ведут со скоростью 1,5 С/с.3. Способ по п.1, о т л и ч а ю щ и й с я тем, что перед соединением уплотнителя с муфтой его деформируют путем обжима в 4. Способ по пп.1 - 3, о тл и ч а ю щ и й с я тем, что, с целью расширения технологических возможностей за счет использования в касчестве материала уплотнителя закаливаемых алюминиевых сплавов при деформировании, уплотнитель дополни тельно нагревают до температуры закалки,а после соединения уплотнителя с одним из элементов замка нагрев ведут до 200 С,
СмотретьЗаявка
4908302, 23.10.1990
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ РАЗРАБОТКИ И ЭКСПЛУАТАЦИИ НЕФТЕПРОМЫСЛОВЫХ ТРУБ
ГОРЕЛОВ ВИКТОР ИВАНОВИЧ, СУББОТИН СТАНИСЛАВ СЕРАФИМОВИЧ
МПК / Метки
МПК: B23P 11/02
Метки: бурильных, проходки, скважин, стальных, термальных, труб, уплотнителями
Опубликовано: 30.09.1992
Код ссылки
<a href="https://patents.su/3-1764923-sposob-izgotovleniya-stalnykh-burilnykh-trub-dlya-prokhodki-termalnykh-skvazhin-s-uplotnitelyami.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления стальных бурильных труб для проходки термальных скважин с уплотнителями</a>
Форма для изготовления виброгидропрессованных труб из бетонных смесей

Номер патента: 1481069
Опубликовано: 23.05.1989
Авторы: Андрианов, Гершвальд, Прусаков, Романович, Хомченовский, Хрипунов, Цимберг, Ционский, Шатилов
МПК: B28B 21/54
Метки: бетонных, виброгидропрессованных, смесей, труб, форма
...откидны, ми фиксаторами 4, каждый из которь 1 х вы, полнен из направляющей 5, закрепленной на , оси б, установленной на кронштейне 7.Другой конец направляющей соединяется скронштейнами 8 посредством откидного бол-та 9, связанного с обечайкой при помощи шарнира 10, На направляющих 5 жесткозакреплена плата 11 с фланцем 12 и пирамидальным упором 13, охватываемым уплот, нительной прокладкой 14, размещаемой под фланцем 12, Для установки упоров 3 в секциях обечайки 1 образованы окна 15 с наклонными гранями, при этом углы накло, на граней упоров 13 и окон 15 равны.Форма работает следующим образом.На посту сборки после соединения секций обечайки 1 пружинными болтами 3, перекрытия стыков фильтровальной лентой и установки спирального...
Эластичный уплотнительный элемент к соединению гладких стеклянных труб

Номер патента: 140644
Опубликовано: 01.01.1961
Автор: Рык
МПК: F16L 49/04
Метки: гладких, соединению, стеклянных, труб, уплотнительный, эластичный, элемент
...хорошей герметичности соединения и до статочно сложны при сборке,Уплотнительный элемент, выполненный согласно изобретению, ли шен этого недостатка. Сущность изобретения состоит в том, что пластичный упло ный элемент выполнен в виде снабженной двумя наружными к втулки, имеющей внутри кольцевой выступ приблизительно пря ного поперечного сечения, по обеим сторонам которого раси уступом конические выступы постепенно увеличивающегося д На фиг. 1 схематически изображен общий вид уплотнитель мента в разоезе; на фиг. 2 - общий вид соединения труб в сб лотнительным элементом. Уплотнительный элемент 1 выполнен в виде снабженной ружными конусами втулки, изготовленной из эластичного м например фторкаучука, имеющий внутри кольцевой выступ...
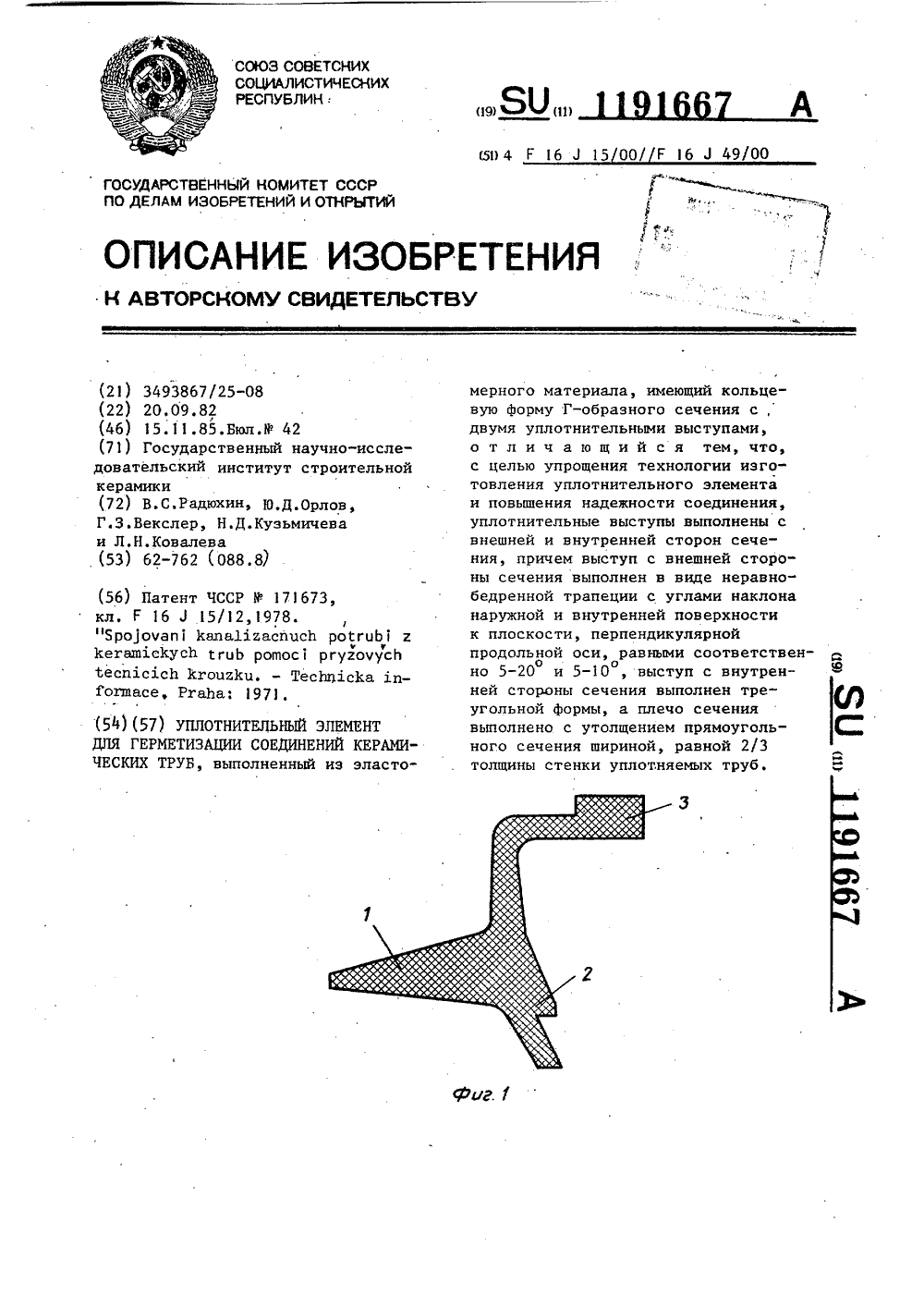
Уплотнительный элемент для герметизации соединений керамических труб
Номер патента: 1191667
Опубликовано: 15.11.1985
Авторы: Векслер, Ковалева, Кузьмичева, Орлов, Радюхин
МПК: F16J 15/00
Метки: герметизации, керамических, соединений, труб, уплотнительный, элемент
...элемент для герме-. 2 О тизации соединений керамических канализационных труб кольцевой формы, выполненный из резины, в поперечном сечении имеет Г-образную форму, с внешней стороны сечения выполнен 25 выступ 1 в виде неравнобедренной трапеции с углами наклона боковых образующих трапеции к плоскости перпендикулярной продольной оси, с ."внутренней стороны сечения - треугольный выступ 2, а на плече сечения выполнено утолщение 3 прямоугольной формы.Перед монтажом уплотнительный элемент натягивают на конец ствола трубы и вместе с ней при помощи - известных приспособлений заталкивают в раструб, При этом происходит дефор, мация лепесткового выступа уплотнительного элемента, благодаря чемувоз О никает контактное напряжение...
Способ изготовления турбчато-спирального теплообменника с элементами типа quot; труба в трубеquot;

Номер патента: 1753794
Опубликовано: 27.11.2006
Авторы: Азимов, Коршунов, Шаповалов
МПК: F28D 7/14
Метки: quot, теплообменника, типа, труба, трубеquot, турбчато-спирального, элементами
Способ изготовления трубчато-спирального теплообменника с элементами типа "труба в трубе" путем придания внутренней и наружной трубам каждого элемента формы спирали, помещения внутренней трубы в наружную и подсоединения обеих труб к штуцерам, отличающийся тем, что, с целью повышения эксплуатационной надежности, трубы изготавливают из материала с эффектом "памяти формы", а перед приданием им формы спирали их нагревают до температуры, превышающей температуру прямого мартенситного превращения, трубы спиральной формы охлаждают с одновременным принудительным их выпрямлением, затем помещают внутреннюю трубу в наружную и центрируют их относительно друг друга посредством...
Способ изготовления бумажного фильтрующего элемента

Номер патента: 698634
Опубликовано: 25.11.1979
Авторы: Битюгов, Герцензон, Захожий, Зуевич, Ляховицкая, Павлючук, Свиридов
МПК: B01D 27/06
Метки: бумажного, фильтрующего, элемента
...крышки, картонный698634ж более простыми операциямн (установка в форму уплотнителей и арматуры, заливка поумер.8 ным материалом и установка олнов 1 эемеф. одвух каркасов со шторами), При этом пса.,н.лась возможность автоматизировать процесс изготовления фильтрующа -.аелентс вИзготовленные фильтруюшие элемен. в. б,.ли а проверены на прочность и герметичн;:сть а так. а же испытаны в сте;.Човых и эксплуатационных10 условиях, Они показали высокую надежность. 3перфорированный каркас 5, фильтруюшую бума ную штору 6, крышку 7, сформированную из полимерного материала, радиальные выступы крышки 7, охватываюшие эластичный уплотнитель.П р и м е р, Изготавливают одноступенча.тый фильтруюший элемент для фильтра тонкой очистки топлива...
Предыдущий патент: Способ изготовления сборных деталей
Следующий патент: Способ изготовления режущего инструмента
Случайный патент: Устройство для контроля цифровых блоков