Способ полирования деталей типа тел вращения
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1722791
Автор: Колосовский

Текст
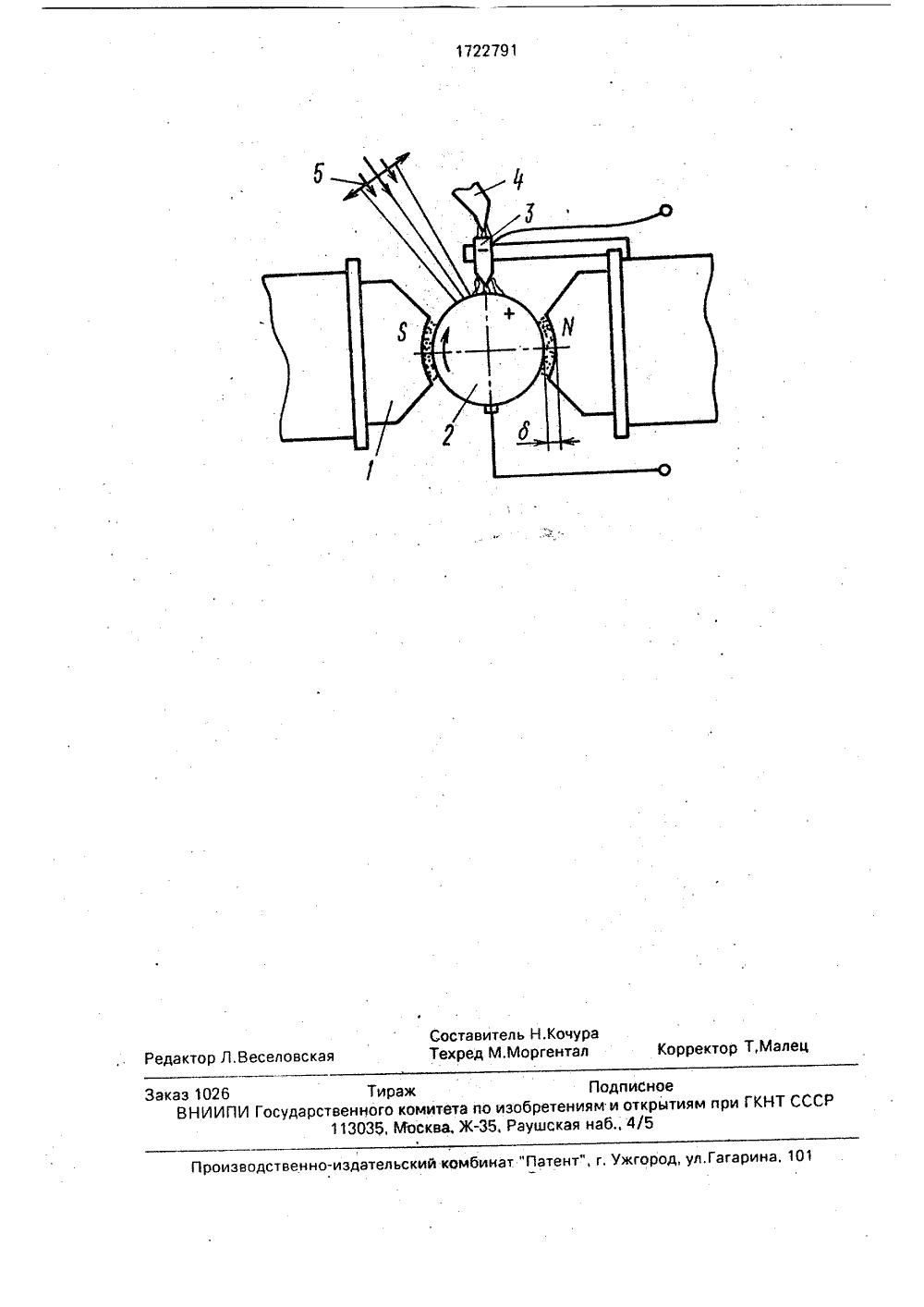
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 1722 1)5 В 24 В 31/112 ТЕНИ ИЕ ИЗОБ О АВТО особ реализуется Изоб ботке, дам и ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ОМУ СВИДЕТЕЛЬСТВ(56) Баран Ю.М, Магнитно-абразивная имагнитная обработка изделий и режущихинструментов, Л,: Машиностроение, 1986, с.29-31.(54) СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙТИПА ТЕЛ ВРАЩЕНИЯ(57) Использование; комбинированная отделочно-упрочняющая обработка. Сущностьизобретения: деталь располагают между полюсными наконечниками магнитной системы. В рабочие . зазоры подают ретение относится к металлообраименно к комбинированным метоверхностной отделочно-упрочняюаботки деталей типа тел вращения; Цель изобретения - повышение производительности и качества полирования деталей типа тел вращения за счет исключения эрозионного разрушения поверхности и приваривания частиц порошка к обрабаты- ваемой поверхности.На чертеже поазана схема реализаци способа,Между полюсными наконечниками 1 магнитной системы располагают обрабатываемую деталь 2, подключенную к положительному полюсу источника технологического тока (деталь 2 является анодом). Над деталью 2 между полюсными наконечниками 1 расположены катод 3 и сопла 4 для подачи электролита. устройство для реализации способа предусматривает наличие источника (не показан) лазерного излучения 5. магнитно-абразивный порошок, над деталью размещают электрод. Электрод и деталь подключают к источнику технологического тока (деталь - анод), между электродами подают электролит. Деталь вращают и на участок поверхности перед электродом воздействуют излучением лазера. Совместное воздействие магнитного и электрического полей и лазерного излучения предотвращает эрозионное разрушение пол ируемой поверхности и приваривание частиц ферропорошка. Способ позволяет производить обработку при плотностях тока = 0,75 - 1,35 А/см . Проиэ 2 водйтельность повышается в 6,0 - 8,8 раз. 1 ил 1 табл. Сп следующим образом.Включают источник технологического тока, питание магнитной системы, детали 2 задают вращение, в рабочие зазоры д подают магнитно-абразивный порошок. Электролит, стекающий из сопла 4 по катоду 3, ъ образует в зазоре между катодом и деталью 2 (анодом) электрохимическую ванну. При вращении детали под катодом образуется химическая пленка. которая затем легко удаляется при прохождении этого участка обрабатываемой поверхности мимо полюсных наконечников 1, удерживающих магнитно-абразивный порошок. Излучение лазера направляют нормально к обрабатываемой поверхности на участке между полюснь 1 м наконечником и электродом.Лазерное воздействие позволяет нагревать (до 820-850 К) очередной участок поверхности изделия перед проходом его под катодом с электролитом таким образом, чтобы повысить химическую активность повер1722791При= 0,75 - 1,35 А/ хности и в то же время не допускать ионизации промежутка между изделием - анодом и катодом и не снижая плотности катодного тока, добиваться значительного роста производительности полирования. Взаимодействие электрического поля, индуцируемого в поверхности лазерным излучением, с электрическим и магнитным полями (последние - технологические поля) вызывает взаимодействие вихревых полей со всеми технологическими параметрами процесса, что, в свою очередь, повышает термодинамический потенциал гетерогенной системы поверхность - ферромагнитный порошок - электролит), Кроме того, разогретый лазерным излучением участок поверхности изделия, попадая в зону электролита, проходит почти мгновенное закалочное поверхностное охлаждение, вызывающее повышение термостойкости поверхности.Действие указанных факторов приводит к существенному снижению вероятности возникновения электроэрозии и привара частиц порошка к полируемой поверхности, что позволяет проводить обработку при повышенной плотности технологического тока.При реализации способа могут быть использованы ЙО-лазеры с энергией импульса Е = 12 - 18 Дж, длительностью импульса т= 7 мс при расфокусировке Л Г = 20 - 60;4 и С 02-лазеры со средней мощностью излучения Рср = 250 - 450 КВт при расфокусировке ЬР = 30-70% и скорости сканирования Чск = 0,2-2,4 м/мин при поперечной осцилляции пучка.П р и м е р, Обрабатывали детали из стали У 8 А в электролите следующего состава, мас,: 10%-ный водный раствор йаС 10-.15; смесь ортофосфорной (80) и серной (20 О) кислот 60-75; барная кислота 5-1 О и сернокислое железо 10-15, Напряжение на электродах 0 - 0,71,0 В. Без облучениядопускаемая плотность анодного тока=0,85 - 0,75 А/см,При достижении плотности излучения5 Л Ц =0,4 - 1,4)110" Вт/см при тех же напряжениях схема позволяет увеличивать плотность анодного токадо 0,75-1,35 А/см,гт.е. доводить до диапазона, где обычно возникает электропробой и существует опас 10 ность привара частиц порошка кповерхности. При этом производительностьпроцесса возрастает в 6,0-8,8 раз. Оптимальные режимы для материала У 8 А: значения главного движения - Ч " 0,8-1.1 м/с,15 движения подачи Чз= 500 - 800 мм/мин прииндукции магнитного поля в рабочем зазореВ - 0,5 - 1,5 Тл, Марка ферромагнитного абразивного порошка Полимам-Т по ТУ 06459-81.20 Результаты полирования приведены втаблице.Магнитная индукция указана для переменного магнитного поля с частотой 1 = 30150 Гц. При 1 = 120-150 Гц25 производительность МАП достигала 12,5мг/см .Формула изобретенияСпособ полирования деталей типа телвращения, при котором деталь располагают30 между полюсными наконечниками магнитной системы, в зазоры подают ферромагнитный .порошок, над деталью размещаютэлектрод, подключают его и деталь к источнику тока, задают детали вращение и прово 35 дят обработку при подаче электрическоготока и электролита в зону электрода, о т л ич а ю щ и й с я тем, что, с целью повышенияпроизводительности и качества полирования, в процессе обработки дополнительно40 воздействуют лазерным излучением на участок образующей поверхности детали передее проходом под электродом с электролитом.,Малец т Корр селовская Т Производственно-издательский комбинат "Патент" ород, ул.Гагарина, 101 аз 102 бВНИИПИ ственного комитета по изо 113035, Москва, Ж, Ра ПодпиСноетениям и открытиям при ГКНТ СССР кая наб 4/5
СмотретьЗаявка
4801815, 14.03.1990
A. M. Колосовский
КОЛОСОВСКИЙ АНДРЕЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: B24B 31/112
Метки: вращения, полирования, тел, типа
Опубликовано: 30.03.1992
Код ссылки
<a href="https://patents.su/3-1722791-sposob-polirovaniya-detalejj-tipa-tel-vrashheniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ полирования деталей типа тел вращения</a>
Паста для полирования и шлифования мелких металлических деталей

Номер патента: 594155
Опубликовано: 25.02.1978
Авторы: Еременко, Кузнецова, Пирогова
МПК: C09G 1/02
Метки: мелких, металлических, паста, полирования, шлифования
...не трещатпромывки для удаления загрязнений от пасты,Паста равномерно распределяется междудеревянными кубиками. Кубики не склеиваюгся между собой,Каждую смесь готовят по одной техноло.гии и испытывают при одних и тех же условиях на изделиях одного вида, размера сприменением одинаковых кубиков, взятыхОкись хрома 20 22 Мел 30 24 ф 5 Стеарин 24 Масло вазелиновое Масло льняное Скипидар 10 2,5 Канифоль МелМасло вазелиновоеМасло льняноеСкипидарКанифоль 28-3011-12 1-2 6-14 2-3 ЦНИИПИЗаказ 766/29 Тираж 826Подписное Филиал ППП Патент", г. Ужгород, ул. Проектная, 4в строго опредленной пропорции по отношению к количеству полируемых изделий. Полированную пасту указанного состава наносят на деревянные кубики (бхбхбмм), заранее очищенные от пыли и...
Устройство для электро-химикомеханического полирования и доводки деталей

Номер патента: 659343
Опубликовано: 30.04.1979
МПК: B23P 1/04
Метки: доводки, полирования, электро-химикомеханического
...к контактному кольцу делают невозможной передачу вращательного движения от обрабатываемой детали к установленному в подшипниках центру. Известны попытки преодолеть недостатки щеточных контактов с помощью токосъемников,на основе жидкого металла.Был разработан жидко-металлический контакт для униполярных генераторов. Изза большого расхода ртути вследствие ее испарения контакт оказался практически непригодным и был заменен щеточным. 510 15 го 25 Зо 35 40 45 50 55 60 65 В последние годы для электрических машин предложены контакты на сплавах рт)- ти, на щелочных металлах, а также газовые контакты. Однако их промышленное применение станет возможным при совершенствовании защитных покрытий на электродах при обтекании их жидким металлом и...
Приспособление для притирки плоских поверхностей с сообщением плоскопараллельного и вращательного движения обрабатываемым деталям

Номер патента: 77861
Опубликовано: 01.01.1949
Авторы: Замбржицкий, Потехин
МПК: B24B 37/04
Метки: вращательного, движения, деталям, обрабатываемым, плоских, плоскопараллельного, поверхностей, притирки, сообщением
...движение,На фиг, 1 изображен вид при:пособления сверху; на фиг, 2 - разез приспособления по линии А, 3, С, 1), Е, Р и К на фиг, 1.Между нижней и верхней чугунными притирочными плитами 1 и 2 аходится стальной диск 3, который :очленен с ведущим шпинделем 4 три помощи пальца б н втулки 5, онцентрично укрепленной на дискерасположенной к шпинделю блаодаря пальцу б эксцентрично.35 ф В круглые окна 6, расположенные на периферии диска 3, укладываются притираемые детали, Толщина диска меньше толщины деталей, а диаметр его окон больше размера обрабатываемых деталей, Плита 2 съемная. Она имеет воронкообразные отверстия а, служащие для засыпки притирочного порошка и заливки керосина.При вращении шпинделя 4 палец б сообщает диску...
Устройство для обрезки литниковой системы у отпрессованных деталей из полимерных материалов

Номер патента: 640850
Опубликовано: 05.01.1979
Авторы: Афанасьева, Захаров, Пишоха
МПК: B29C 17/12
Метки: литниковой, обрезки, отпрессованных, полимерных, системы
...режущий инст. румент полого элемента и снабжен расположенным внутри него упругим прижимом, причем скошенная поверхность выполнена замкнутой,На фиг,изображено описываемое устройство; на фиг. 2 - то же в:рабочем положении.Устройство содержит основание 1, на котором в верхней части закреплен механизм подачи 2 с приводом режущего инструмента 3, выполненного соосно с механизмом пода. чи, имеющего ориентатор 4, представяющий собой полый элемент 5 со скошенной замкнутой поверхностью б. Внутри элемент 5 рагЯ(18 г 111 Составитель В,ова Текред О. Луго Тираж ттр ИПИ Государственного кои ио делан изобретен ий и 5, Москва, Ж 35, Раущск ППП Патеитз, г. УжгороЛ. У 2 иакИ 1ПНИ ректор С. Шекгиадписиое Редак Заказ итета СССР открытий иаб, д ул....
Гибкая производственная система для обработки деталей типа валов

Номер патента: 1371868
Опубликовано: 07.02.1988
Авторы: Канторович, Лисица, Ровинский, Чуненков, Щербаков
МПК: B23Q 41/00
Метки: валов, гибкая, производственная, типа
...например,7 и 8 детал и с помощью портального робота- манипулятора 14 передаются на позицию 34 загрузки отводящего транспортера-накопителя 24, на позиции 43 выгрузки которого происходит накапливание деталей, т. е. под трассой портального робота 36. При установке каретки 48 портального робота 36 над позицией 43 или 42 выгрузки отводящего транспортера-накопителя 24 или 21 включается привод 51 и каретка 50 вертикального хода опускает разведенный захват 52 вниз. С помощью привода 53 пластины 54 захвата 52 сводятся и фиксируют в отверстиях 55 группу деталей, После этого происходит подъем каретки 50 вертикального хода и включение привода 49 каретки 48 продольного хода. Каретка 48 продольного хода по программе (например, ог ЧПУ или ПК) может...
Предыдущий патент: Устройство для магнитно-абразивной обработки
Следующий патент: Хонинговальная головка
Случайный патент: Устройство для формообразованиядеталей