Способ изготовления режущего инструмента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1668067
Авторы: Картавых, Новоселова, Шнейдер
Текст
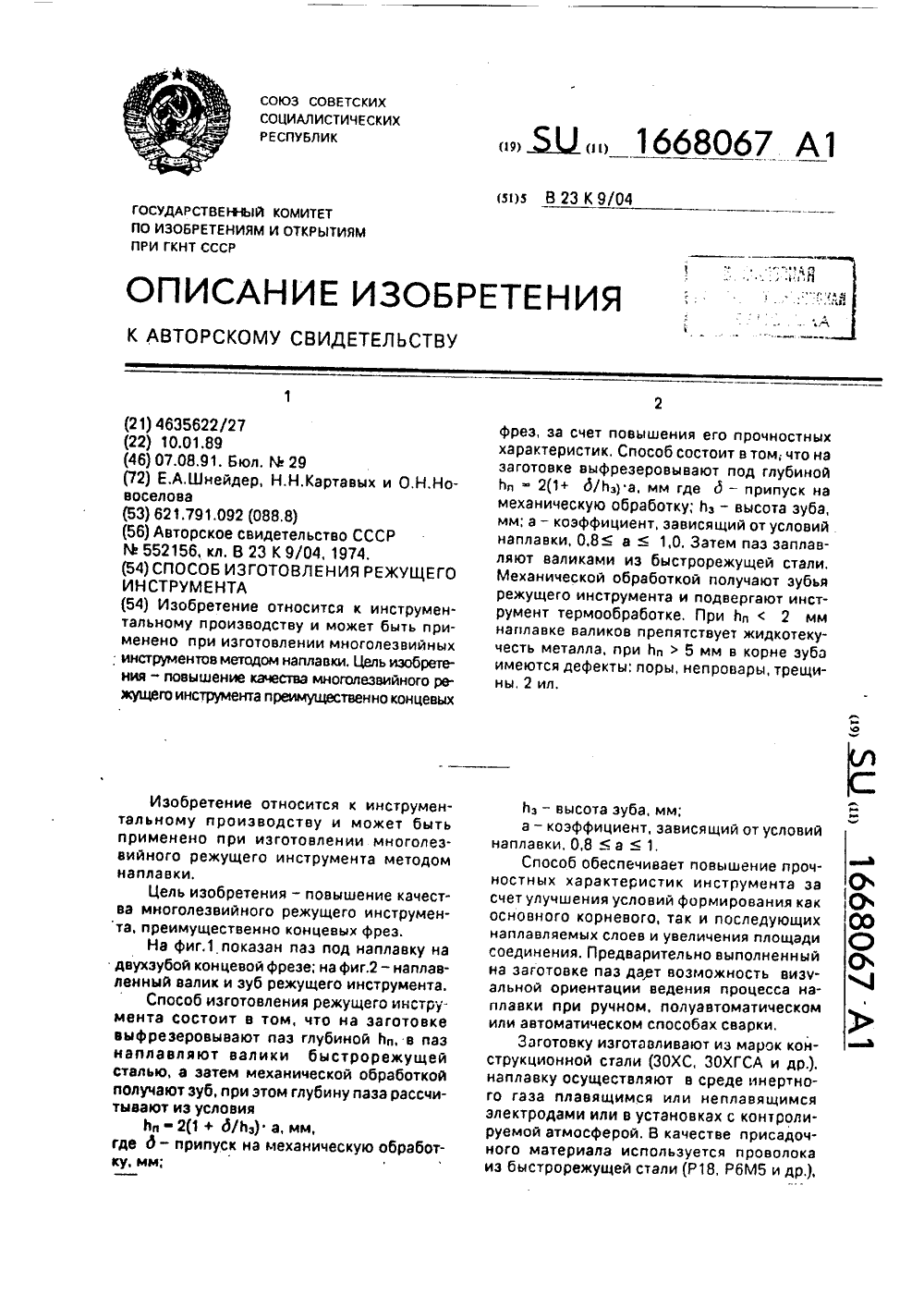
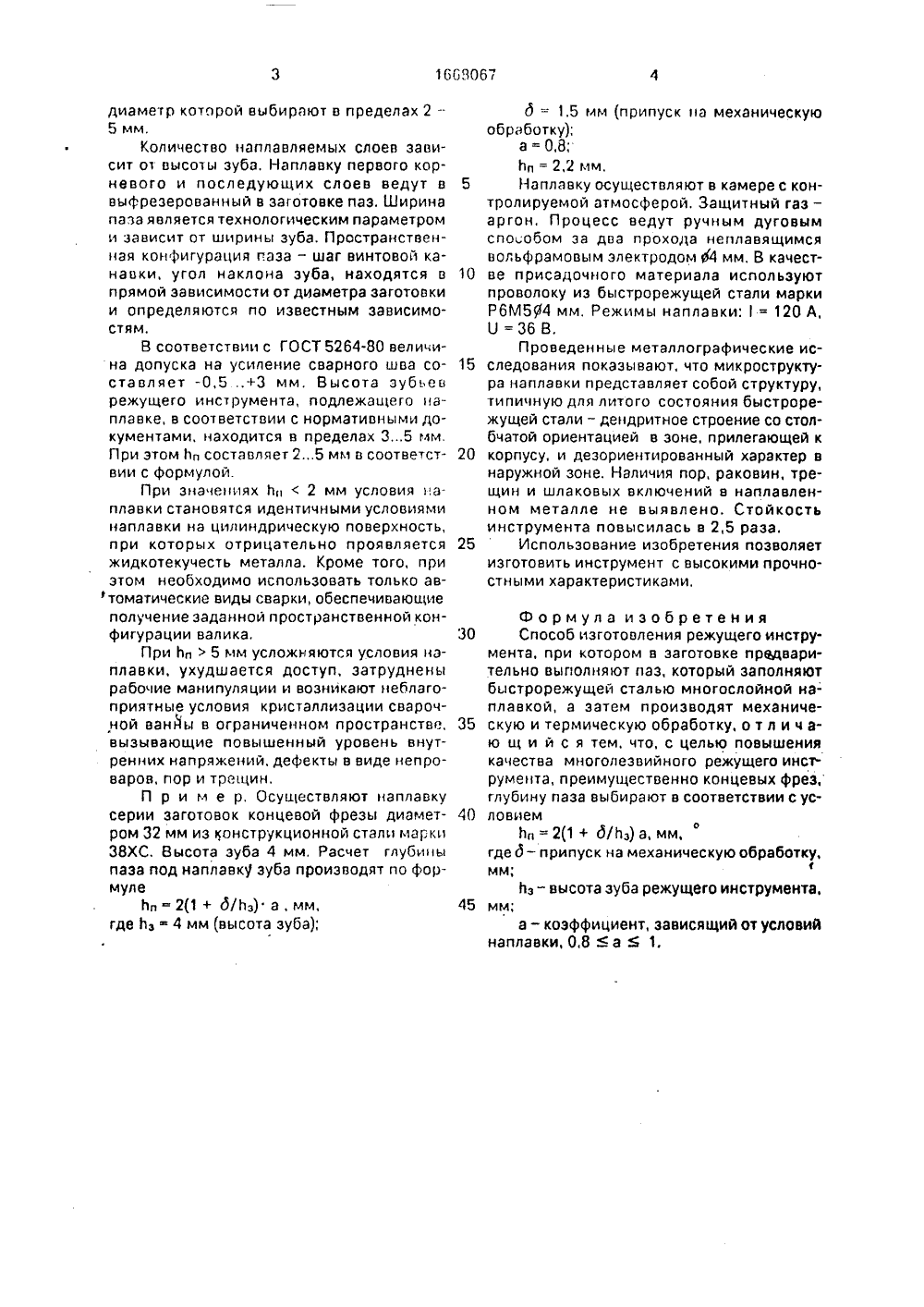
(19)К 9/О ГОСУДАРСТВЕН.ЗЫЙ КПО ИЗОБРЕТЕНИЯМ ИПРИ ГКНТ СССР ИТЕТКРЫТИ САНИЕ ИЗОБРЕТЕНИ где д - ку, мм; АВТОРСКОМУ СВИДЕТЕЛЬСТВ(54) СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГОИНСТРУМЕНТА(54) Изобретение относится к инструментальному производству и может быть применено при изготовлении многолезвийныхинструментов методом наплавки, Цель изобретения - повышение качества многолезвийного режущего инструмента преимущественно концевых Изобретение относится к инструментальному производству и может быть применено при изготовлении многолеэвийного режущего инструмента методом наплавки,Цель изобретения - повышение качества многолезвийного режущего инструмента, преимущественно концевых фреэ.На фиг.1 показан паэ под наплавку на двухэубой концевой фрезе; на фиг.2 - наплавленный валик и зуб режущего инструмента.Способ изготовления режущего инструмента состоит в том, что на заготовке выфрезеровывают паэ глубиной Ь, в паз наплавляют валики быстрорежущей сталью, а затем механической обработкой получают зуб, при этом глубину паза рассчитывают из условияЬп 2(1+ д/з) а, мм,припуск на механическую обработфрез, за счет повышения его прочностных характеристик, Способ состоит в том; что на заготовке выфрезеровывают под глубиной пп - 2(1+ д/Ьз) а, мм где д - припуск на механическую обработку; Ьз - высота зуба, мм; а - коэффициент, зависящий от условий наплавки, 0,8 а1,0, Затем паз заплавляют валиками из быстрорежущей стали. Механической обработкой получают зубья режущего инструмента и подвергают инструмент термообработке, При пп ( 2 мм наплавке валиков препятствует жидкотекучесть металла, при Ьп5 мм в корне зуба имеются дефекты; поры, непровары, трещины, 2 ил. Ьз - высота зуба, мм;а - коэффициент, зависящий от условий наплавки, 0,8а1,Способ обеспечивает повышение прочностных характеристик инструмента эа счет улучшения условий формирования как основного корневого, так и последующих наплаеляемых слоев и увеличения площади соединения, Предварительно выполненный на заготовке паз дает возможность визчальной ориентации ведения процесса наплавки при ручном, полуавтоматическом или автоматическом способах сварки,Заготовку изготавливают из марок конструкционной стали (ЗОХС, ЗОХГСА и др.). наплавку осуществляют в среде инертного газа плавящимся или неплавящимся электродами или в установках с контролируемой атмосферой. В качестве присадочного материала используется проволока иэ быстрорежущей стали (Р 18, Р 6 М 5 и др,), 1668067диаметр которой выбирают в пределах 2 -5 мм,Количество наплавляемых слоев зависит от высоты зуба. Наплавку первого корневого и последующих слоев ведут ввыфреэерованный в заготовке паз. Ширинапаза является технологическим параметроми зависит от ширины зуба. Пространственная конфигурация паза - шаг винтовой канавки, угол наклона зуба, находятся впрямой зависимости от диаметра заготовкии определяются по известным зависимостям.В соответствии с ГОСТ 5264-80 величина допуска на усиление сварного шва составляет -0,5 +3 мм, Высота зубьеврежущего инструмента, подлежащего наплавке, в соответствии с нормативными документами, находится в пределах 35 мм.При этом пп составляет 25 мм в соответствии с формулой.При значениях пл2 мм условия наплавки становятся идентичными условияминаплавки на цилиндрическую поверхность,при которых отрицательно проявляетсяжидкотекучесть металла. Кроме того, приэтом необходимо использовать только авфтоматические виды сварки, обеспечивающиеполучение эаданнои пространственной конфигурации валика,При Ьп5 мм усложняются условия наплавки, ухудшается доступ, затрудненырабочие манипуляции и возникают неблагоприятные условия кристаллизации сварочной ванйы в ограниченном пространстве,вызывающие повышенный уровень внутренних напряжений, дефекты в виде непроваров, пор и трещин,П р и м е р. Осуществляют наплавкусерии заготовок концевой фрезы диаметром 32 мм из конструкционной стали марки38 ХС, Высота зуба 4 мм, Расчет глубиныпаза под наплавку зуба производят по формулепп(1+ д/Ьз) а. мм,где г 1 з " 4 мм (высота зуба); д = 1,5 мм (припуск на механическуюобработку);а = 0,8,Ьл =2,2 мм,5 Наплавку осуществляют в камере с контролируемой атмосферой. Защитный газ -аргон, Процесс ведут ручным дуговымспособом эа два прохода неплавящимсявольфрамовым электродом Ф 4 мм. В качест 10 ве присадочного материала используютпроволоку иэ быстрорежущей стали маркиР 6 М 5 ф 4 мм. Режимы наплавки:= 120 А,О =36 В,Проведенные металлографические ис 15 следования показывают, что микроструктура наплавки представляет собой структуру,типичную для литого состояния быстрорежущей стали - сендритное строение со столбчатой ориентацией в зоне, прилегающей к20 корпусу, и дезориентированный характер внаружной зоне. Наличия пор, раковин, трещин и шлаковых включений в наплавленном металле не выявлено, Стойкостьинструмента повысилась в 2,5 раза.25 Использование изобретения позволяетизготовить инструмент с высокими прочностными характеристиками,Формула изобретения30 Способ изготовления режущего инструмента, при котором в заготовке прЕдварительно выполняют паз, который заполняютбыстрорежущей сталью многослойной на-плавкой, а затем производят механиче 35 скую и термическую обработку, о т л и ч аю щ и й с я тем, что, с целью повышениякачества многолезвийного режущего инсгрумента, преимущественно концевых фрез,глубину паза выбирают в соответствии с ус 40 ловиемпп = 2(1+ д/Ьз) а, мм,где д- припуск на механическую обработку,мм;Ьз - высота зуба режущего инструмента,45 мм;а - коэффициент, зависящий от условиИнаплавки, 0,8а 5 1.1668067 ФогСоставитель С, Мезенцевактор Н, Тупица Техред М.Моргентал Корректор М. Демчи Заказ 2610 Тираж Подписное 8 НИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., 4/5Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 1
СмотретьЗаявка
4635622, 10.01.1989
ПРЕДПРИЯТИЕ ПЯ В-8996
ШНЕЙДЕР ЕВГЕНИЙ АБРАМОВИЧ, КАРТАВЫХ НИКОЛАЙ НИКОЛАЕВИЧ, НОВОСЕЛОВА ОЛЬГА НИКОЛАЕВНА
МПК / Метки
МПК: B23K 9/04
Метки: инструмента, режущего
Опубликовано: 07.08.1991
Код ссылки
<a href="https://patents.su/3-1668067-sposob-izgotovleniya-rezhushhego-instrumenta.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления режущего инструмента</a>
Способ изготовления режущего инструмента

Номер патента: 1085704
Опубликовано: 15.04.1984
МПК: B23C 5/08
Метки: инструмента, режущего
...АВ 1 С - профиль 3-го зуба, канавка расположена у нижнего торца заготовки); на фиг.З - зуб режущегоинструмента с внутренней полостьюв виде реэьбовой поверхности (канавку выполняют по радиусу и после формообразования зубьев внутри обрабатывают поверхности для размещения элементов крепления - нарезают резьбу); на фиг.4 - заготовка в виде стакана с расположением канавки у дна (щелевидные пазы прорезают на образующей стакана и на дне); на фиг.5 - корпус режущего инструмента для торцового фреэерования, полученцый из заготовки, показанной на фиг.4,Способ изготовления режущего инструмента осуществляют следующим образом.Трубу из инструментальной стали режут на заготовки длиной 1 , учитывая периметр режущего зуба, Затем выполняют на...
Штамп для получения заготовок режущей части инструмента

Номер патента: 1804946
Опубликовано: 30.03.1993
Авторы: Абдулкин, Верховцев, Доморацкий, Санин, Чинахов, Шиков, Шпирка
МПК: B21K 5/04
Метки: заготовок, инструмента, режущей, части, штамп
...высоту при закрытом положении штампа, При этом для изготовления заготовок режущей части инструмента с прямолинейными зубьями толкатель 13 смонтирован на рабочем торце пуансона 1 жестко (например, за одно целое с ним), а при изготовлении заготовок режущего инструмента со спиральными зубьями толка- тель 13 смонтирован на рабочем торце пуансона с возможностью совместного с ним перемещения и свободного относительно него вращения, для чего толкатель 13 выполняют в виде коронки, установленной на торце пуансона 1 при помощи подшипников 15 и 16, поджатой пятой 17, ввернутой в торец пуансона 1. Поверхность Д пяты 17 является рабочей, которая воспринимает нагрузки при рабочем ходе пресса, Для обеспечения совпадения выступов 14 толкателя 13 с...
Режущий инструмент

Номер патента: 1263445
Опубликовано: 15.10.1986
Авторы: Кукишев, Огнев, Чебоксаров
МПК: B23C 5/10
Метки: инструмент, режущий
...- повышение стойкости инструмента за счет обеспечения схемы резания, когда зубья срезают наклепанный предыдущими зубьями след в направлении, противоположном направлению текстуры поверхности следа, и снижение трудоемкости изготовления инструмента за счет обеспечения технологичности конструкции. 10 На фиг. 1 схематично представлен режущий инструмент; на фиг. 2 - то же, профильная проекция; на фиг. 3 - сечение А - А на фиг. 1.Режущий инструмент состоит из цилинд рического корпуса с режущей 1 и хвостовой 2 частями. На режущей части выполнены зубья 3 прямого направления и зубья 4 обратного направления, расположенные двумя группами вдоль оси инструмента. Режущие кромки 5 и 6 зубьев каждой группы лежат в плоскостях, перпендикулярных оси...
Режущий инструмент

Номер патента: 1316756
Опубликовано: 15.06.1987
МПК: B23C 5/04
Метки: инструмент, режущий
...ПодписноемвеюПроизводственно-полиграфическое предприятие, г.ужгород, ул. Проектная, 4 1 13Изобретение относится к металло=обработке, в частности к режущемуинструменту,Цель изобретения - повьппение производительности обработки за счет воэможности одновременного срезания слоев материала в осевом направлении и в плоскости вращения инструмента. На чертеже показан инструмент дляобработки отверстий, общий вид., Режущий инструмент включает коническую часть 1 и цилиндрическую1часть 2. Режущие зубья 3, расположенные на частях 1 и 2, имеют основНую режущую кромку 4 и дополнительную режущую кромку 5, выполненные на смежных сторонах зуба 3 и образованные пересечением продольных стружечных канавок 6, расположенных под углом Р, к оси инструмента,...
Способ изготовления режущего инструмента

Номер патента: 552156
Опубликовано: 30.03.1977
Авторы: Бакатин, Гринин, Журавлев, Марченков
МПК: B23K 9/04
Метки: инструмента, режущего
...заготовки и служащую как бы формойкристаллизатором,Недостатком известного способа являетсянизкое качество наплавленного металла из-засущественного разбавления его металлом основы и образования трещин в наплавкевследствие интенсивного отвода тепла в заготовку или кристаллизатор, для предупреждения которых применяют предварительный подогрев заготовки или вибрацию кристаллизатора, что значительно усложняет процесс.Цель изобрстения - разработка наиболеепростого и экономичного способа изготовления высококачественного режущего инструмента при минимальном расходе быстрорежущей стали. влев, С, П, Марченков н Для этого производят наплавку при свободном формировании наплавленного металла на цилиндрическую заготовку, диаметр которой уменьшают...
Предыдущий патент: Кислородно-водородная горелка для наплавления кварцевого стекла
Следующий патент: Устройство для сварки переменным током
Случайный патент: Устройство для управления тиристорами