Способ изготовления основы информационного диска
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1656590
Авторы: Ермаков, Зимицкий, Каган, Цыпкин, Чигринский

Текст
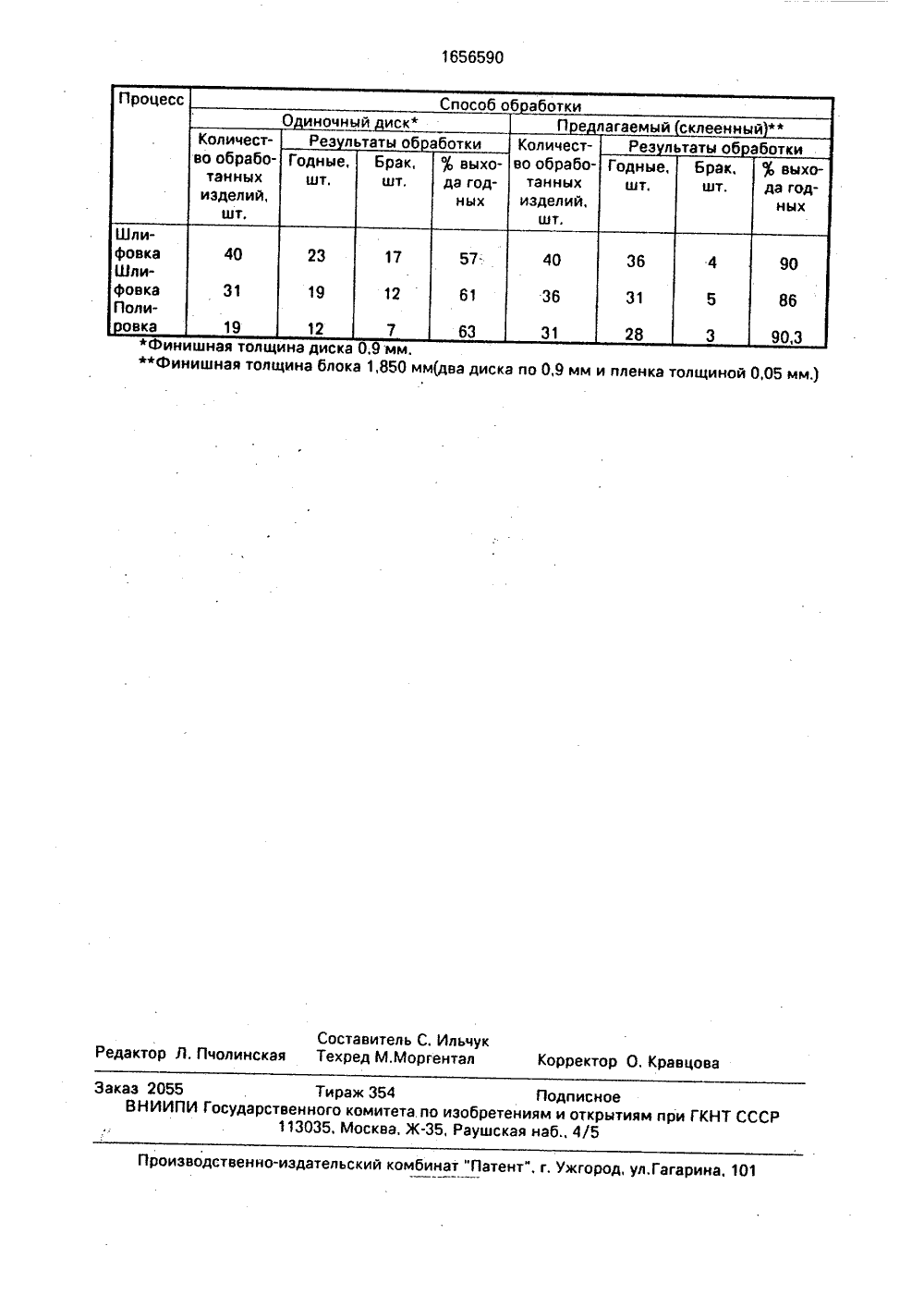
(56) Патент ВеликоЬВ 2171990, кл, 6 03 ОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР К АВТОРСКОМУ СВИ(54) СПОСОБ ИЗГОТОВЛЕНИЯ ОСНОВЫИНФОРМАЦИОННОГО ДИСКА(57) Изобретение относится к накоплениюинформации, в частности к технологии изгоИзобретение относится к технологи изготовления носителей информации с основами из стекла.Цель изобретения - повышение качества изготовления основы информационного диска толщиной менее 1 мм.Сущность способа заключается в следующем,Листовое стекло получают флоат-процессом с опорой из расплава металла, например олова, Полученное стекло разрезают на заготовки, из которых вырезают заготовки основ дисковой формы. На торцовой поверхности стекла, полученного флоат-процессом и контактировавшей с расплаввм металла, формируется дефектный слой стекла, состоящий из смеси стекла и частиц металла, что снижает качество поверхностей информационной основы. Склеивают две заготовки основ торцами. не контактировавшими с расплавом металла посредством двусторонней клеевой пленки в единый блок, который затем шлифуют и полируют с обеих сторон до требуемой толщины каждой из основ, что обеспечивает съем дефектного слоя стекла, После окончания товления носителеи информации с основами из стекла. Способ позволяет получить основы дисков толщиной менее 1 мм при улучшении качества основы и повышении выхода годных основ путем склеивания двух сформированных заготовок дисков с помощью двусторонней клеевой пленки по торцам, не контактировавшим с расплавом металла, в блок, В дальнейшем производят двустороннюю обработку блока до необходимой толщины и разъединяют диски после нагревания до температуры размягчения клея клеевой пленки, 1 табл,механической обработки блок нагревают до размягчения клея клеевой пленки, разьединяют и промывают изготовленные основы,Использование двухсторонней клеевой пленки дает следующие преимущества по соавнению с традиционно применяемыми клеями (пчелиный или синтетический воск, пицеин, шеллак, и т.п,): простота склеивания (не требуется подогрев заготовки, специальные грузы); высокое качество приклейки (прочность сцепления больше по сравнению с традиционными клеями в 5-6 раз); высокая степень равнотолщинности клеевого слоя; более высокая температура в зоне обработки.П р и м е р. Стеклянные диски диаметром 130 мм с центральным отверстием 15+ 0,063 мм, в законченном виде должны иметь толщину 0,8 + 0,025 мм и шероховатость торцовых поверхностей Вг= 0,032- 0,025 мкм. Заготовки (диаметром 131 м) вырезают из термически полированного стекла толщиной 2,0 мм (минимальная толщина) алмазным резцом по шаблону. Отверстие (диаметром 14,5 мм) высверливают специальным алмазнымсверлом, на сверлильном станке 2 К 52-1, Заготовки набирают пакетом по 5 шт. в специальное приспособление.После шлифовки наружного и внутреннего диаметров, снятия фасок на круглошлифовальном станке модели 312 П у заготовок основы, например магнитных дисков, определяют стороны, которые соприкасались с расплавленным оловом, для чего облучают торцовые стороны заготовок ультрафиолетовым излучением, Та сторона, которая контактировала с расплавленным металлом, люминисцирует. Далее попарно соединяют основы дисков по торцовым поверхностям, которые не контактировали с расплавленным оловом, с помощью двусторонней клеевой пленки ЛДК ЫУО 037116.,0 У. Попарно соединенные заготовки, в количестве четырех пар, устанавливают в сепараторы станка двусторонней полировки 04 ПШ - 127-004 для шлифовки.Шлифовка осуществляется в два перехода: грубая и тонкая. В качестве шлифовальников используют чугун. Шлифовку выполняют свободным абразивом.В качестве абразивного инструмента при грубой шлифовке используютсуспенэию карбида кремния зеленого зернистостью 50 мкм и воды в соотношении 1:5 по объему соответственно.Режимы шлифовки: скорость вращенияшлифовальников ЗЗ об/мин, удельное давление 0,32 кг/см, время 55 мин, После2грубой шлифовки толщина соединенных дисков 2,15 мм.После промывки в проточной воде попарно соединенные диски переставляют в сепараторы станка для тонкой шлифовки, В качестве шлифовальников используют чугун, Шлифовку выполняют свободным абразивом. В качестве суспенэии используют карбид кремния зеленый зернистостью 28 мкм и воды в соотношении 1:4 по обьему соответственно.Режим обработки; скорость вращенияшлифовальников 33 об/мин, удельное давление 0,17 кг/см, время 45 мин.гТолщина соединенных дисков послетонкой шлифовки 1,85 мм. Суспензию подают вручную через каждые 2-3 мин по 100 - 150 г.Отшлифованные диски полируют настанке того же типа по аналогичной схеме,5 но в качестве полировального материала используют войлок электротехнический, а акачестве абразивной суспензии - фотопол иводу, Полируют 20-25 мин при удельномдавлении 0,12 кг/см, скорости вращенияг10 полироаальников 33 об/мин,Готовая пара соединенных дисков имеет толщину 1,8 мм. После этого соединеныедиски подогревают до 140-150 С, разъединяют, убирают пленку, промывают от клея и15 передают на следующие операции.Так как в заготовках используют термически полированное стекло, то торцовые поверхности, по которым соединялись диски,дополнительной обработки не требуют.20 Для сравнения 40 дисков обрабатываютпо одиночной схеме и 40 дисков - по предлагаемому способу,Результаты приведены в таблице.Как видно из таблицы, процент выхода25 годных иэделий повышается по сравнениюсо способом обработки по одиночной схемеболее чем на 30 на шлифовальных операциях и более чем на 25 на полировальной.ЗО Формула изобретенияСпособ изготовления основы информационного диска, при котором вырабатываютлистовое стекло флоат-процессом с использованием в качестве опоры расплава метал 35 ла, вырезают из листового стекла дисковые. заготовки, торцы которых затем шлифуют ипдлируют, отл ичаю щи йся тем,что, сцелью повышения качества изготовленияосновы информационного диска толщиной40 менее 1 мм, перед шлифовкой и полировкойдисковые заготовки соединяют попарно вблоки через двустороннюю клеевую пленкупо торцам, не контактировавшим с расплавом металла, шлифование и полирование45 производят по двум торцам блоков, послечего блоки нагревают до температуры размягчения клея клеевой пленки, разъединяют и промывают диски от клея.1656590 Финишная толщина диска 0,9 мм.Финишная толщина блока 1,850 мм(два диска по 0,9 мм и пленка толщиной 0,05 Составитель С, Ильчукедактор Л, Пчолинская Техред М.Моргентал Корректор О. Кравцова аказ 2055 Тираж 354 Подписное ВНИИПИ Государственного комитета.по изобретениям и открытиям при ГКНТ ССС 113035, Москва. Ж, Раушская наб 4/5 изводственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 10
СмотретьЗаявка
4469267, 26.07.1988
ПРЕДПРИЯТИЕ ПЯ В-8657
ЦЫПКИН ГРИГОРИЙ АЛЬБЕРТОВИЧ, ЕРМАКОВ ВЛАДИМИР АЛЕКСЕЕВИЧ, КАГАН ЭДУАРД ДАВИДОВИЧ, ЗИМИЦКИЙ ЮРИЙ НИКОЛАЕВИЧ, ЧИГРИНСКИЙ ОЛЕГ МИХАЙЛОВИЧ
МПК / Метки
МПК: C03C 21/00, G11B 5/84
Метки: диска, информационного, основы
Опубликовано: 15.06.1991
Код ссылки
<a href="https://patents.su/3-1656590-sposob-izgotovleniya-osnovy-informacionnogo-diska.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления основы информационного диска</a>
Установка для термоактивации клеевой пленки

Номер патента: 1664259
Опубликовано: 23.07.1991
Авторы: Вапник, Иванов, Медведев
МПК: A43D 25/20
Метки: клеевой, пленки, термоактивации
...температуры нагрева клеевой пленки на следе обуви и на подошве, что не позволяет повысить качество активации в нукной 25 степени,Выполнение пластин-отражателей с возмокностью передвижения одной относительно другой по горизонтали и их совместного перемещения по верти;али обеспечивает изменение ширины отвер 30 стий щелевидной формы и регулирование высоты положения рефлектора, что, позволяя регулировать температуру нагрева клеевой пленки, в совокупности с выполнением рефлектора плоской формы дает возможность повысить качество активации,На фиг.1 изображена предлагаемая установка, общий вид; на фиг.2 - рефлектор,40 вид сбоку; на фиг.3 - вид А на фиг.2 ленные в нем направляющие 2 для перемещения каретки 3 с деталями низа обуви - подошвой 4,...
Способ получения найритовой клеевой пленки

Номер патента: 166433
Опубликовано: 01.01.1964
Автор: Киколашвнли
МПК: C08L 11/00, C08L 93/04
Метки: клеевой, найритовой, пленки
...в руНа чертеже показана схема прохождения пленки А между валками; 1 - ведущими и 2 - ведомыми,Найритовую клеевую пленку получают следующим образом, Компоненты (пайрит, окись цинка, кумароповую смолу, канифоль) совместно разваривают, отливают в плиты и разогревают при температуре 100 в 1 С, осуществляя равномерный нагрев продолжительностью в зависимости от объема и веса плит, Для придания большей пластичности и способности присоединения наполнителей и ингредиентов и максимального удаления влаги, отрицательно Влияющси на поверхность получаемой пленки, ес Вальцуют при температуре 5 55 - 60 С, после чего плешо пропускают черезгалки 1 и 2 каландра для придания ей необходимой толщиггы и Охлаждают потоком воздуха., с целью устранения...
Способ склеивания полимерных пленок с металлом

Номер патента: 600163
Опубликовано: 30.03.1978
Авторы: Золотова, Козина, Кравченко, Кузьмин, Новодержкин, Павлов
МПК: C09J 5/06
Метки: металлом, пленок, полимерных, склеивания
...быть введен наполнитель, например аэросил, в количестве 3 - 5 вес. %, который способствует понижению поверхностной концентрации пластификатора на границе раздела пленка в клей в ме, что увеличивает прочность склеивания,Композицию готовят путем смешения полиуретанового термопласта, изоцианата, растворителя и целевых добавок,В качестве полиуретанОВОГО тсрмопласта применяют полимеры на основе сложных полиэфиров, толуилендиизоцианата, используя в качестве удлинителя цепи этиленгликоль или 1,4-бутандиол или без удлипителя.В качестве изоцианата мокно использовать пол иизоциа наты, гексаметилендиизоцианат, 4,4-дифенилметандиизоцианат и т. д.В качестве целевых добавок использу 1 от, например, аэросилы, силикагсли, цеолиты, бсптонитовые глины,...
Способ определения пористости неэлектропроводных пленок на металлах

Номер патента: 1723501
Опубликовано: 30.03.1992
Авторы: Ефимов, Иванова, Пучин, Щедров
МПК: G01N 15/08
Метки: металлах, неэлектропроводных, пленок, пористости
...пленки, надежный электрический контакт с металлом образца и выделять определенную часть поверхности для контакта с жидким металлом,Они состоят из металлической втулки 29, с помощью которой крепятся на штоке 13 бомбы 1 и через которую осуществляется электрический контакт с образцом, неподвижной 30 и подвижной 31 частей, изготовленных иэ полимерного материала (эбонит, текстолит и т,д.) и уплотнительных резино(2) 10 При увеличении давления постепеннозаполняются поры все более малого радиуса и соответственно этому изменяется или сопротивление постоянному току при нали чии сквозных пор, или электрическая емкость системы металл с неэлектропроводной пленкой - жидкий металл при наличии тупиковых пор, что позволяет рассчитать число пор и их 20...
Способ получения защитных пленок на металлах

Номер патента: 72176
Опубликовано: 01.01.1948
Авторы: Ведрицкий, Грин, Ульянов
МПК: C23C 8/06
Метки: защитных, металлах, пленок
...резервуаров для хранения нефтепродуктов возможно покрывать смоляными пленками аналогичным приемом. На дно резервуара наливается пресс-дистиллят или крекинг-бензин, через который пропускается сухой сероводород до полного насьнцения жидкости. Процесс смолообразования заканчивают при появлении плотного черного лакового слоя на поверхности металлических частей резервуара, находившихся в парогазовой среде. Подготовка и очистка металлов для покрытия осуществляется обычным сгособом - пескоструйным аппаратом. При отсутствии ржавчины детали достаточно протереть бензином.Предмет изобретения1. Способ получения защитных пленок на металлах, о т л и ч а ющ и й с я тем, что металлические изделия или детали помещают в закрытую камеру, на дно которой...
Предыдущий патент: Устройство для отображения информации на экране электронно лучевой трубки
Следующий патент: Оперативное запоминающее устройство
Случайный патент: Способ измерения льдистости мерзлых грунтов