Способ задания величины сварочного тока
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
(191 (11 ЗК 910 ОПИСАН РЕТЕНИ ТВУ 25-27(56) Паспорт РБ 302 У 2, ТУКаган Б.М УВМ с объект М.: Советско стата го,алла .739 54) СПОСОБ ЗАДАОГО ТОКА57) Изобретениодуговой сварк НЫ СВАРОЧ я к электости к спо отн ас ам з и можрах сва тока лято рете и но соедине соединени еличины пул стро рочного тодискретнь ток чногоного силитель 3, реока, датчик 5ока.Устройство 2иачений свароч адатчика ди го тока сод кретныхржит сумматор-масштаб тоящий из источи ванного напряжен обратной связи, 12, операционног ронный ключей 14 ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЦТИПРИ ГКНТ СССР и др. Системы связиами управления в АСУТП.е радио, 1978, с. 133-13 величины сварочног использоваться в р чного тока, Цель иэ шение качества сва я за счет регулиров саций сварочного ток Изобретение относится к электро.дуговой сварке, в частности к способу задания величины сварочного токаи может использоваться в регуляторахсварочного тока,Целью изобретения является повышение качества сварочного соединенияза счет регулирования величины пульсаций сварочного тока.На фиг. 1 представлена блок-схемаустройства для регулирования свароч-ного тока; на фиг. 2 - схема устройства задатчика дискретных значенийсварочного тока,В способе задания величины сварочного тока величину сварочного тока меняют дискретно, с заданным шагом дискретности. Сварочный ток устанавливают так, что дискретный ряд величин сварочного тока образует геометрическую прогрессию, в которой знаме натель равен 2, а первый член равен минимальному шагу дискретности установки значений сварочного тока. Значения сварочного тока устанавливаются путем суммирования членов геометрической прогрессии. Для обеспечения регулировки величины пульсаций сварочного така величину сварочного тока задают для верхнего и нижнего пределов значений сварочного тока. Способ позволяет дискретно устанавличину сварочного тока в виде и нижнего пределов, чтоповысить качество сварного о для регулирования сва-. содержит источник 1 сваи значении сварочногулятор 4 сва значения свар ыи усилитель 6, сос- Вков 7 стабилизироя, резисторов 8 - 10ереключателей 11 иусилителя 13, электи 15, блока 16 уп 1590259Любое значение сварочного тока из этого ряда вычисляется по формуле(2) Число членов прогрессии рассчитывается по формуле 1 п 1 и кп 1п а веем ещ 1 п 2(3) 35 где 1 - максимальное суммарное знаЪЕчение сварочного тока;1 - минимальное значение сварочного тока.Промежуточное значение сварочного тока, получаемого в результате суммирования первыхчленов прогрессии,гДискретная установка величины сварочного тока обеспечивается дискретной установкой порога срабатывания .в устройстве, который, в свою очередь 50 обеспечиваеуся сумматором-масштабным усилителем 6 путем поочередного и(или)суммарного подключения источников 7 переключателями 11 и 14 или 12 и 15. 55 1 1Дискретные значения напряжения, получаемые при помощи сумматора-масштабного усилителя 6, являняциеся оддавления, порогового блока 17 с регутируемыми характеристиками, состоящего из резисторов 18-22, определяющих порог срабатывания и разность между напряжениями срабатывания и отпускания, операционного усилителя 23, стабилизатора 24, ограничивающего отри" цательное напряжение на уровне менее 1 В, а положительное на уровне напря ения его стабилизации.При работе устройства для регулиования сварочного тока (протекание ока через нагрузку Кн) с датчика 5 оступает напряжение, пропорциональое величине сварочного тока, котоое усиливается и поступает на устройство 2, которое выдает управляющий сигнал, в соответствии с заданным током в самом задатчике. и величиной сиг.20 нала с датчика 5, на регулятор 4, вследствие чего и обеспечивается заданное значение сварочного тока. Сварочный ток при этом задают дискретно, рядом величин геометрической прогрес,.сии:1,1,.,1, п=1,2,3 (1) новременно напряжениями смещения для порогового устройства 17, также образуют ряд геометрической прогрессииЕ 1,ЕЕ, п=1,2,3 (5)Члены этого ряда получаются из ряда (1) при помощи коэффициента пропор" циональности, устанавливающего зави- . симость между величиной сварочного тока и напряжением смещения для порогового устройства.Сумматор-масштабный усилитель обеспечивает формирование как единичных напряжений ряда (5), так и их суммарных промежуточных зкачений.Для формирования дискретных значений напряжений смещения, используемых в пороговом устройстве 17, обеспечивающих регулируемую величину пульсаций сварочного тока, включают попарно переключатели 10 и 11, а затем поочередно замыкая (размыкая) электронные ключи 14 и 15 при помощи блока 16 управления, задают напряжение смещения в виде верхнего и нижнего пределов и, следовательно, величину пульсаций сварочного тока.Коэффициент пульсаций при этом остается постоянным во всей области значений сварочного тока.Применение способа задания величины сварочного тока позволяет дискретно устанавливать величину сварочного тока в виде верхнего и нижнего пределов, что дает возможность регулиро" вать величину пульсаций сварочного тока и, следовательно, повысить качество сварного соединения.формула изобретенияСпособ задания величины сварочного тока, при котором сварочный ток за" дают как дискретный ряд его величины, образующий геометрическую прогрессию со знаменателем, равным двум, с первым членом, равным минимальному шагу дискретности значения сварочного тока, а величину сварочного тока в каждый момент времени получают, суммируя члены геометрической прогрессии, о т л и ч а ю щ и й с я тем, что, с целью повышения качества сварного соединения за счет регулирования величины пульсаций сварочного тока, заданную величину сварочного тока ограничивают верхним и нижним пределами изменения, определяемого коэффициентом его пульсаций.Пилипенко Подписноеобретениям и открьггиям при ГКНТ СЧСРРаушская наб., д, 4/5 изводственно-издательский комбинат Патент , г. Ужгород11Гагарина, 1 0 Заказ 2602 Тираж 65 1 ВНИИПИ Государственного комитета по 113035, Москва, Ж
СмотретьЗаявка
4388982, 11.01.1988
ПРЕДПРИЯТИЕ ПЯ В-8821
НАУМОВ ВЛАДИМИР ВЛАДИМИРОВИЧ, КАГАН БОРИС МОИСЕЕВИЧ
МПК / Метки
МПК: B23K 9/10
Метки: величины, задания, сварочного
Опубликовано: 07.09.1990
Код ссылки
<a href="https://patents.su/3-1590259-sposob-zadaniya-velichiny-svarochnogo-toka.html" target="_blank" rel="follow" title="База патентов СССР">Способ задания величины сварочного тока</a>
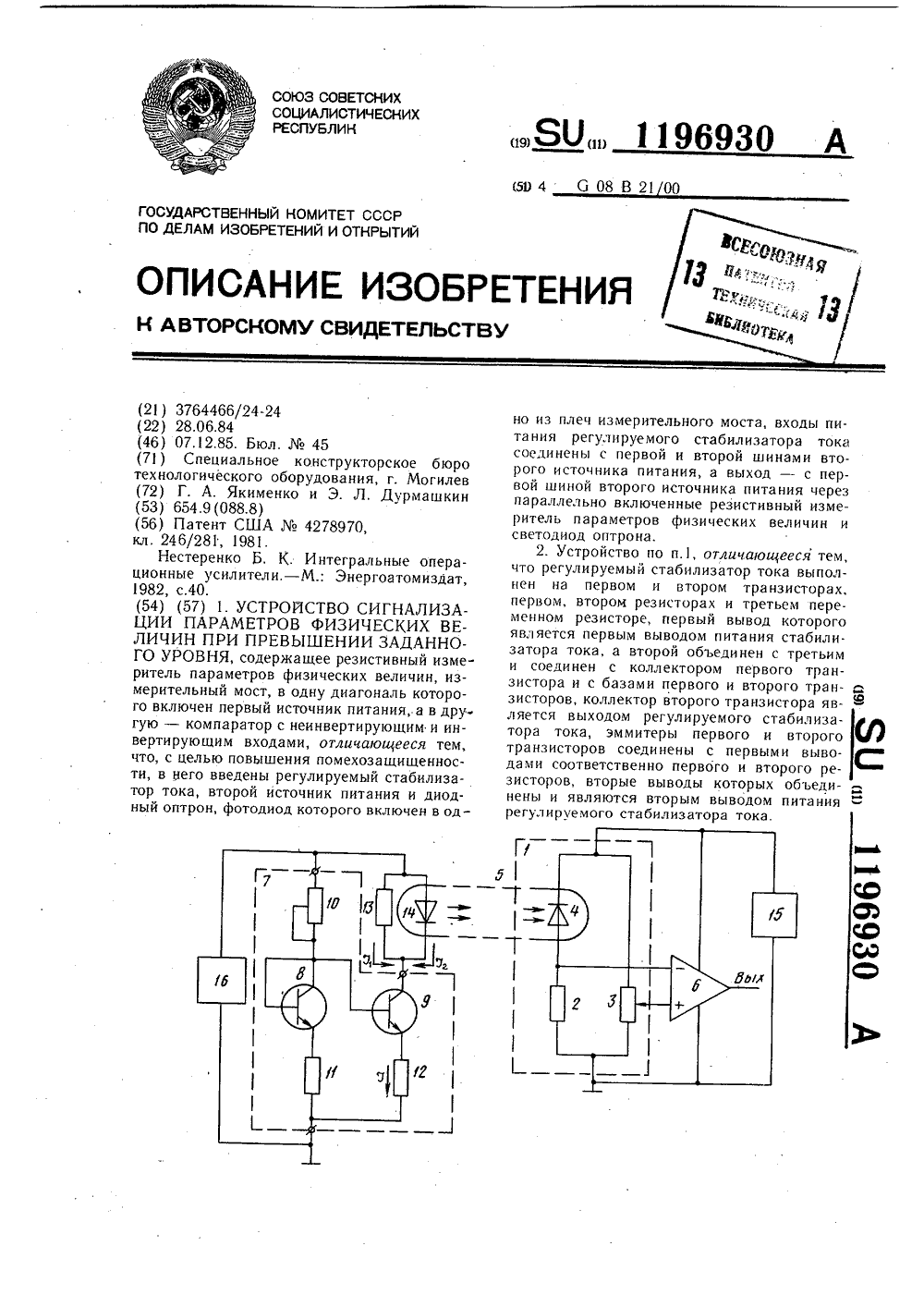
Устройство сигнализации параметров физических величин при превышении заданного уровня
Номер патента: 1196930
Опубликовано: 07.12.1985
МПК: G08B 23/00
Метки: величин, заданного, параметров, превышении, сигнализации, уровня, физических
...и второго %фФтранзисторов соединены с первыми выво- фдами соответственно первого и второго резисторов, вторые выводы которых объеди нены и являются вторым выводом питаниярегулируемого стабилизатора тока,1196930 Составитель В. Гусев Техред И. Верес Корректор А. Зимокосов Тираж 610 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 13035, Москва, Ж - 35, Раушская наб., д, 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4Редактор И. НиколайчукЗаказ 7568/51 1Изобретение относится к сигнализации и может быть использовано в системах сигнализации параметров физических величин.Целью изобретения является повышение помехозащищенности устройства.На чертеже представлена принципиальная схема устройства.Устройство...
Устройство для сравнения измеряемой величины с п-заданными величинами

Номер патента: 263277
Опубликовано: 01.01.1970
МПК: G06F 7/02
Метки: величинами, величины, измеряемой, п-заданными, сравнения
...заданных величин, Число входов схем ИЛИ определяется величиной поля допуска заданных величин. К выходам схем ИЛИ подсоединены схемы И 4, выбирающие большее или меньшее значение измеренной величины. Выходы схем И соединены со входами триггеров б, которые запоминают момент равенства измеренной и одной из заданных величин и сигнализируют об этом.Для выбора большего или меньшего значения измеренной величины входы каждой схемы И,соединены с выходами всех последующих или предыдущих триггеров соответственЗаказ 1322 02 Тираж 480 ПодписноеЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССРМосква Ж, Раушская наб., д. 4/5 Типография, пр, Сапунова, 2 но при выборе большего или меньшего значения, исключая триггер, связанный с...
Статический преобразователь мощности переменного тока в постоянный ток, пропорциональный среднему за период значению мощности в контролируемой цепи

Номер патента: 134998
Опубликовано: 01.01.1961
Авторы: Амбросович, Прокопьева
МПК: G01R 11/17
Метки: значению, контролируемой, мощности, переменного, период, постоянный, пропорциональный, среднему, статический, ток, цепи
...вторичную 12. Преобразованис мо 1 цности переменчого тока в постоянный ток осуществляется по методу гпирокоимпульсной модуляции,Во время полупериода управления цепи рабочих обмоток 11 блоки руются выпрямителями 13, а вторичные обмотки 12 и выпрямители 14134998 включены так, что в этом полупериоде исключается трансформация энергии в выходные цепи трансформаторов 5 и б.Во время рабочего полупериода полярности напряжений, подаваемых на рабочие и управляющие обмотки трансформаторов 5 и б, изменяются. При этом цепи обмоток управления 10 блокируются выпрямителями 15, а цепи рабочих и вторичных обмоток отпираются. В начале этого полупериода (до наступления насыщения в сердечниках трансформаторов 5 и б) через рабочие обмотки 11 протекают токи...
Устройство для дистанционной установки величины сварочного тока

Номер патента: 893444
Опубликовано: 30.12.1981
Авторы: Аверьянов, Горбач, Морошек, Тимофеев
МПК: B23K 9/10
Метки: величины, дистанционной, сварочного, установки
...выносного регистрирующего блока 25 имеет непосредственную электрическую связь с исполнительным блоком 3 через его нормально открытый контакт 7 и первый контакт первого контактного поля 6,Перед выполнением сварки или установки необходимой величины сварочного тока подается питание на трансформатор 22.При этом включается реле 15 времени и контактом 16 разрывает цепь питания катушки реле 13 шагового перемещения, а контактом 17 включает контактор 18, который контактом 19 замыкает сварочную цепь.Для нормальной работы выносного регистрирующего блока 25 напряжение его срабатывания выбрано в 1,3 - 1,5 раза большим, чем напряжение холостого хода источника 1 питания сварочной дуги. В связи с этим регистрирующий блок 25 от сварочного...
Устройство для измерения различных величин постоянного и переменного тока

Номер патента: 50518
Опубликовано: 01.01.1937
МПК: G01R 17/00, G01R 19/00, G01R 19/02, G01R 19/04
Метки: величин, переменного, постоянного, различных
...по фиг, Зб, где 1,ц 1 пропускалисыерез одно и то же сопротивление Ь. Б этом случае потери в меди могут быть малы, так как они будут определяться только разницей токов 1, и 1,. (а она будет тем меньше, чем больше), Так же, как и в случае сопротивлен:я 8 на фиг. 1, токи 1, и 1 можно пропускать через части витков их общей обмотки, устанавливая, ; ем сдмым желательное отношение.Описываемое устройство может быть применено и для измерения частоты, мощности, энергии, с,сига фдз и т. д, с ничтожным потреблением энергии. Для этого могут быть применены одно или несколько устройств описываемого типа, компенсационные токи которых цацравляк)т в соотвегствуюцие обмотки фе:5 с)-меров, частотомеров, реле и тому подобных приборов. В качестве...
Предыдущий патент: Горелка для сварки магнитоуправляемой дугой
Следующий патент: Устройство для сварки
Случайный патент: Устройство для управления перемещением магнитной ленты