Способ изготовления труб
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
В предлагаемом способе роль указанной смазки выполняет создаваемыйслой регламентированной толщины изтого же материала, что и заготовка,но с особыми физико-механическимисвойствами. Такой слой создается путем пересыщения металла высокотемпературными вакансиями (нагрев до температуры 1100-1200 С) с фиксированием этого пересыщения к моменту нацала холодной пластической деформации.Слой металла со значительной степеньюпересыщения вакансиями (порядка 1010 ) при том же химическом составе,что и основной металл, значительноотличается от последнего физико-механическими свойствами, так как избытоцные вакансии, располагаясь (ваустенитных сталях) преимущественнов плоскостях (111), стимулируют переползание дислокации в процессе плас тической деформации, что значительно(на 25-30 ь) уменьшает деформационноеупрочнение, 25Нагрев заготовки на глубину равную 0,1-0,4 толщины стенки заготовкидо температуры 1100-1200 С с резкимохлаждением для фиксирования высокотемпературного состояния к моментуначала холодной пластической деформации позволяет полуцить новый материал регламентированной толщины с высокой технологической пластичностьюкоторый, выполняя роль своеобразнойсмазки и пластифицирующего слоя, позЬоляет обеспечить холодную пластическую деформацию трубной заготовки (какпоказали исследования) с кратностьювытяжки 5-20,40П р и м е р. Методом холодного волочения изготавливали две партии трубиз стали 12 М 18 Н 10 Т. В качестве исходной заготовки использовали толстостенные трубы с наружным диаметром 18 мми толщиной стенки 6 мм,Одну партию труб изготавливали всоответствии с известной технологией.При этом заготовки нагревали в расплаве гексаметафосфата с хлоридом50щелочного металла до температуры950 С,выдерживали в течение 30 минохлаждали и подвергали электролитицескому меднению. Трубные заготовкис омедненной поверхностью подвергали55волочению с, кратностью вытяжки от 5до 20.Были изготовлены также трубы всоответствии с предлагаемым способом. Предварительно необработанные трубныезаготовки указанных размеров устанавливали на станину трубоволочильногостана, на котором непосредственноперед волокой установлены индуктори спрейер,Труба, проходя последовательно через индуктор,спрейер и волоку, подвергалась поверхностному нагреву на глубину, равную 0,05; 0,1;0,2; 0,34; 0,37; 0,40 и 0,46 торщиныстенки заготовки до температуры 1050;1100; 1200 и 1250 С, охлаждению докомнатной температуры и холодному волоцению с кратностью вытяжки 5-20.Причем с повышением кратности вытяжки на каждые 5 единиц глубину нагрева увеличивали на 0,08; 0,09; 0,1 и0,12 толщины стенки. Температуру нагрева и глубину прогрева регулировалипараметрами индукционного нагрева искоростью прохождения трубы через индукторПри изготовлении труб измеряли усилия волочения и производили контрольный осмотр поверхности.Параметры осуществления способови результаты экспериментов приведеныв таблице,Если нагрев заготовки производитьдо температуры ниже 1100 С, то уменьшается количество высокотемпературных вакансий, увеличивается деформационное упрочнение, ухудшается качество изделий, Если нагрев производить выше 1200 С, то дополнительногоувеличения количества вакансий послезакалки не происходит, но при этом,ухудшается качество поверхности заготовки, требуются дополнительные энергозатраты.При нагреве заготовки на глубинуменее 0,1 толщины ее стенки не обеспечиваются "смазочные" и пластифицирующие свойства поверхностного слояпри 5-кратной вытяжке, нарушаетсясплошность поверхности трубы, а принагреве на глубину более 0,4 толщиныстенки заготовки уменьшения усилийдеформации при 20-кратной вытяжке непроисходит, однако при этом требуются либо дополнительные энергозатраты,либо имеет место снижение производительности процесса изготовления труб,Если с повышением кратности вытяжки на каждые 5 глубину нагрева увеличивают менее чем на 0,09 толщины стенки то также не обеспечиваются "смаКратностьвытяжки Глубина нагрева, (к толщинестенки). СкоРасходный ко- эффициент меТемпература нагрева, С Способ УсилияволоКачество поверхности труб рость волочения, м/са а,чения,тЗаказ 2305 Тираж 512 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент". г.ужгород, ул. Гагарина,101 5 1585353 6зочные" свойства поверхностного слоя, ф о р м у л а и з о б р е т е н и янарушается сплошность поверхноститруби, а если глубину нагрева увели- Способ изготовления труб из трудчивают более чем на О,1 толщины стен- нодеформируемых сталей и сплавов,ки заготовки, то улучшения деформи- , включающий нагрев и охлаждение трубруемости не происходит, но увеличива- ной заготовки и холодную пластичесется продолжительность процесса. кую деформацию с кратностью вытяжки5-20, о т л и ч а ю щ и й с я тем,Предлагаемый способ позволяет 10 что, с целью экономии металла и упроизготавливать трубы из трудноде-, щения технологии изготовления труб,формируемых сталей методом холод- нагрев заготовки проводят дотемпеного волочения с кратностью вы- ратуры 1100-1200 С на глубину 0,1тяжки 5-20 (способ 2, 3, 6 и 7) и по 0,4 от толщины стенки трубной заго-сравнению с известным способом значи В товки пропорционально кратности вы- .тельно упростить технологию изготов- тяжки так, что с повышением кратносления труб, снизить нагрузки на про- ти вытяжки на каждые 5 единиц глубикатное оборудование (на 20-30 ь) и ну нагрева увеличивают на 9-10 отосуществить экономию металла, ее толщины,20
СмотретьЗаявка
4459029, 12.07.1988
ДНЕПРОПЕТРОВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ
ГУЛЬ ЮРИЙ ПЕТРОВИЧ, ЛЕЩЕНКО АНАТОЛИЙ НИКОЛАЕВИЧ, КИРИЧЕНКО ВИКТОР ВАСИЛЬЕВИЧ
МПК / Метки
Метки: труб
Опубликовано: 15.08.1990
Код ссылки
<a href="https://patents.su/3-1585353-sposob-izgotovleniya-trub.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления труб</a>
Устройство для закрепления дренажной трубы в стенке канала

Номер патента: 191253
Опубликовано: 01.01.1967
МПК: E02B 11/02
Метки: дренажной, закрепления, канала, стенке, трубы
...конце маховик и скооу, а на другом, который выполнен с винтовой нарезкой, - опорную плиту с шарниром и пропущенным через него клином и гайку, Однако такие устройства не позволяют производить работы с поверхности земли.Предлагаемое устройство отличается от известных тем, что клин выполнен с фигурным пазом, в котором установлен сферический элемент, укрепленный на конце штанги.При такоЙ конструкции устроЙства раооты по прокладке дренажных труб производятся с поверхности земли.На чертеже изображено описываемое устройство, общий вид и разрез по Л - Л.Устройство содержит штангу 1, имеющую на одном конце маховик 2 и скобу 8, шарнирно соединенную со штангой, а на другом конце, выполненном с винтовой нарезкой, - опорную плиту 4 с шарниром 5 и...
Устройство для контроля за ростом температуры металла труб

Номер патента: 364825
Опубликовано: 01.01.1973
Авторы: Алейников, Проектно, Таратута, Шурыкин, Эскин
МПК: F28G 13/00
Метки: металла, ростом, температуры, труб
...темпе стей нагрев тл ожени Й, со Устроиство для контроля заратуры металла труб поверх О котла в процессе образования Изобретение относится к области теплоэнергетики и непосредственно к устройствам для контроля за ростом температуры металла труб поверхностей нагрева котлов в процессе образования отложений,Известны устройства для контроля за ростом температуры металла труб поверхностей нагрева котла в процессе образования отложений, содержащие элемент, на котором образуются отложения, и термопару с регистрирующим прибором.Предлагаемое устройство отличается от известных тем, что элемент выполнен в виде электрически обогреваемой трубки, размещенной в кожухе, через который протекает среда заданных параметров по теплосодержанию и весовой...
Способ регулирования температуры по длине трубы перед редуцированием и калиброванием в многозвенной электрической проходной печи

Номер патента: 1109452
Опубликовано: 23.08.1984
Авторы: Аршин, Барменков, Белов, Блинов, Власов, Нодев, Фотов, Халамез
МПК: C21D 11/00
Метки: длине, калиброванием, многозвенной, печи, проходной, редуцированием, температуры, трубы, электрической
...во входное звено нагрева постоянной мощности, измерение температуры участков трубы .-.осле входного звена нагрева, при подогреве предыдущей трубы ее средцюю температуру измеряют на выходе из печи, сравнивают ее с заданной температурой на выходе иэ печи и устанавливают мощность звеньевнагрева, кроме первогосогласно следующей формуле:1 ЙМЬ(4 1 с -ьа )(Ь о) игде 1 Й - суммарная мощность остальных звеньев нагрева, кВт;К, - постоянная мощность, подаваемая во входное звено наг"рева, кВт; 1 О1, - температура участка трубы донагревательной печи, С;температура участка трубыпосле входного звена печи, С;уа - заданная температура на выхо.15ьде из печи, С;со- средняя температура предьдуощей трубы на выходе из печи 1 С,Способ осуществляется следующим...
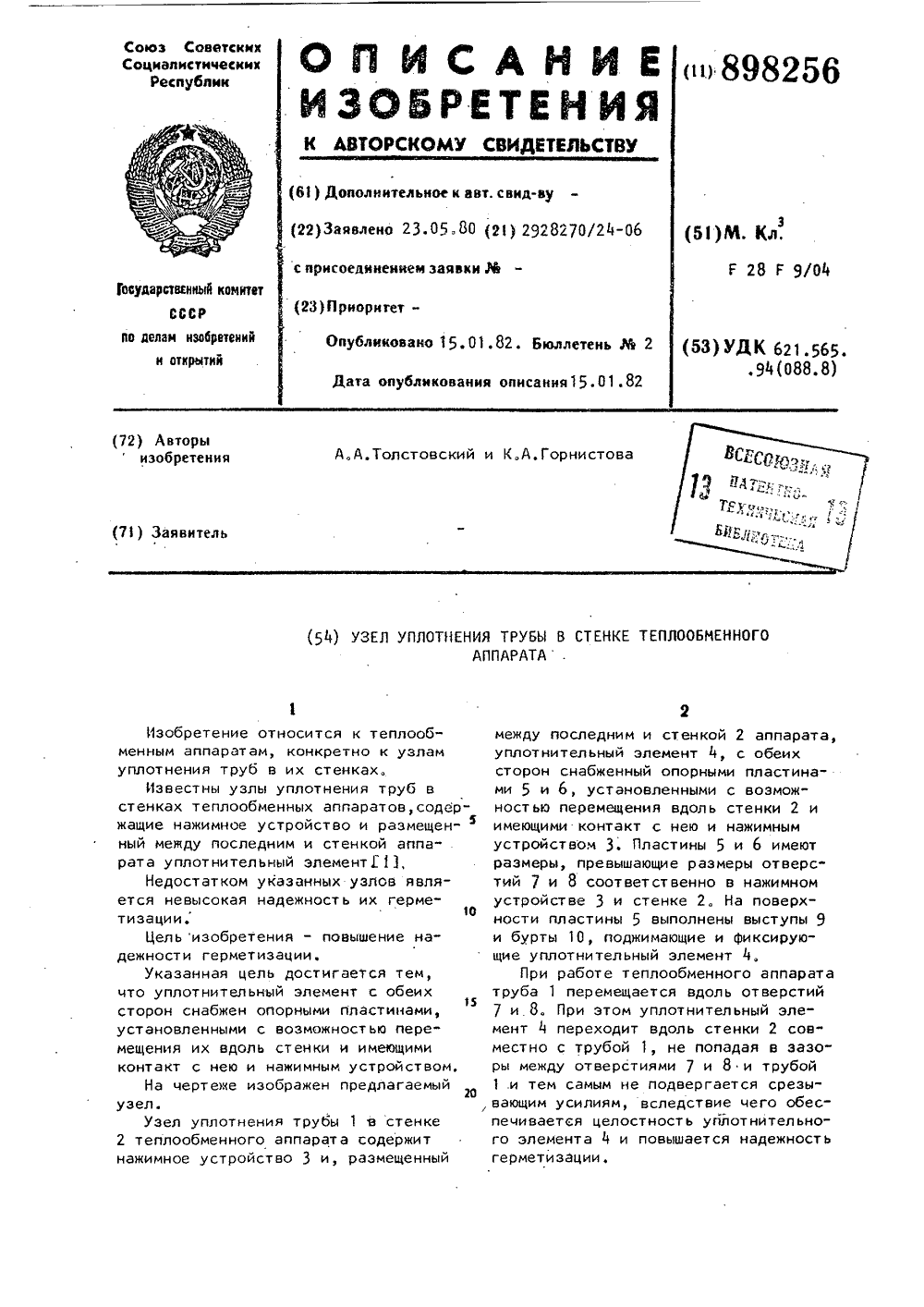
Узел уплотнения трубы в стенке теплообменного аппарата
Номер патента: 898256
Опубликовано: 15.01.1982
Авторы: Горнистова, Толстовский
МПК: F28F 9/04
Метки: аппарата, стенке, теплообменного, трубы, узел, уплотнения
...труЬы 1 теплообменного аппарата с ажимное устройство 3 и, рамежду последним и стенкой 2 аппарата,уплотнительный элемент 4, с обеихсторон снабженный опорными пластинами 5 и 6, установленными с возможностью перемещения вдоль стенки 2 иимеющими контакт с нею и нажимнымустройством 3; Пластины 5 и 6 имеютразмеры, превышающие размеры отверс"тий 7 и 8 соответственно в нажимномустройстве 3 и стенке 2, На поверхности пластины 5 выполнены выступы 9и бурты 10, поджимающие и фиксирующие уплотнительный элемент 4.При работе теплообменного аппарататруба 1 перемещается вдоль отверстий7 и 8. При этом уплотнительный элемент 4 переходит вдоль стенки 2 сов"местно с трубой 1, не попадая в зазоры между отверстиями 7 и 8 и трубой 1 и тем самым не...
Способ крепления трубы в стенке аппарата

Номер патента: 954786
Опубликовано: 30.08.1982
Авторы: Гольцов, Кошель, Латышев, Мальцева
МПК: F28F 9/08
Метки: аппарата, крепления, стенке, трубы
...которого увели5 МПа со скоростью 0,2 ачества менении 1100 - в виде щении стенок трубы 1 водоние увеличивают свой объем ом объеме распорных элеменвие чего труба 1 плотно приваенке 2, Дальнейший отжиг соеороде, давление которого уве до 5 МПа со скоростью озволяет устранить пластичесии, что в целом повышает каизации соединения. о расля или соедиие коо скоЦель изобретения - повышение кгерметизации соединения при придиффузионной сварки в вакууме при1150 С и при выполнении трубыкапилляра из сплавов палладия,Указанная цель достигается тем, чпорные элементы выполняют из никенержавеющей стали, а после сваркинение отжигают в водороде, добавлеторого увеличивают от 0 до 5 МПаростью 0,2 МПа/ч. При нась родом послед при неизменн тов 3, вследст...
Предыдущий патент: Устройство для охлаждения проката
Следующий патент: Способ высокотемпературной термомеханической обработки быстрорежущих сталей
Случайный патент: Пружинная муфта