Система измерения износа инструмента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1526915
Авторы: Либерман, Рашковский

Текст
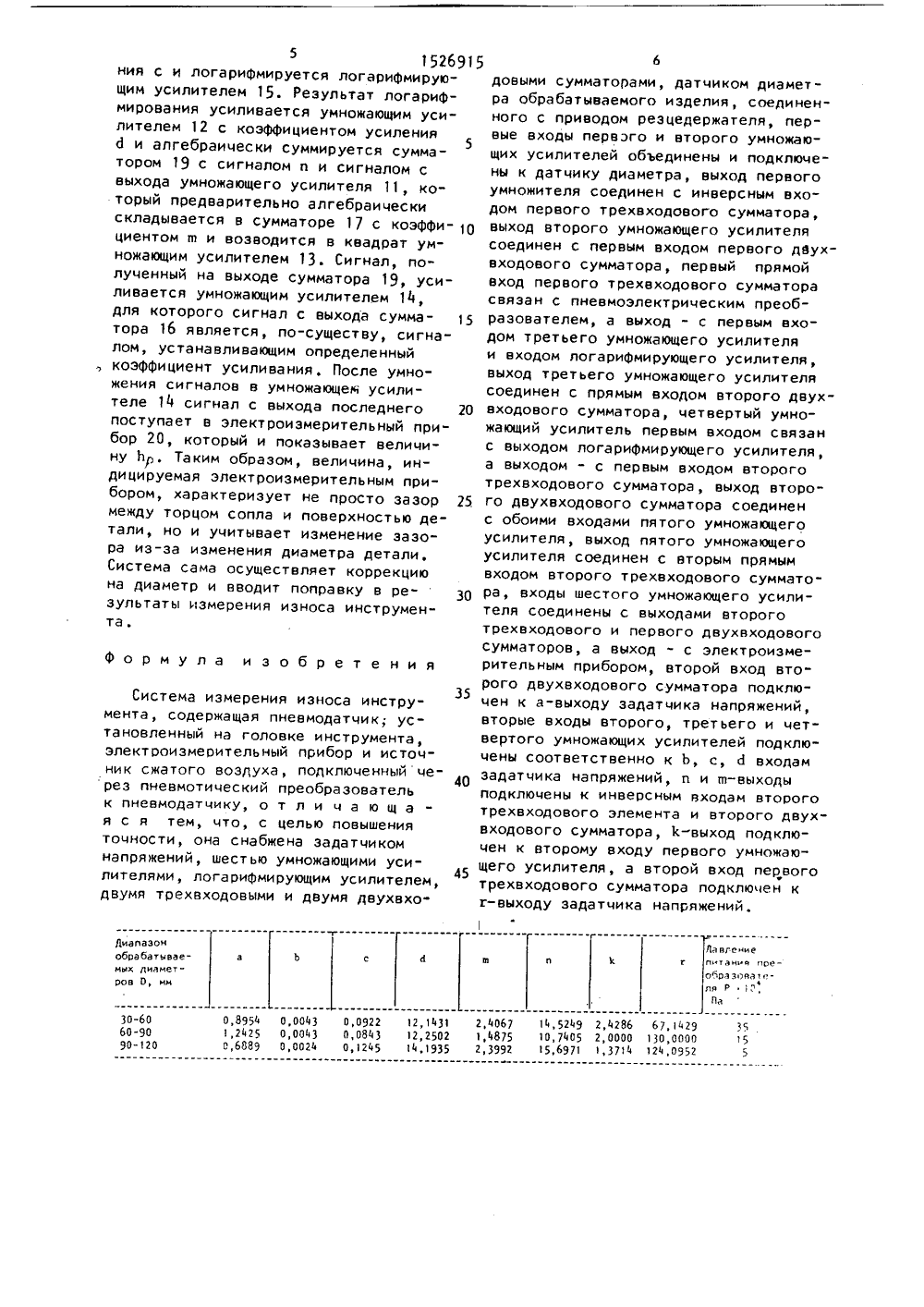
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИН 80152691 23 В 25/06 В 23 Я 15/О 51 ОСУДАРСТВЕННЫЙ КОМИТЕТО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯ А ВТОРСКОМ ИДЕТЕЛЬСТВУ 45нический инстиции,) к мкм ЗНОСА ИНСТк машинохнике изнообработки Цель изобти за счет ежущ овыш(56) Кадыров Ж.Н. Есенбаева М,Т,Технологические основы роботизированных комплексов и гибких произвоственных систем. Алма-Ата, 1985,с,42, рис, 19.(54) СИСТЕМА ИЗМЕРЕНИЯ ИРУМЕНТА(57) Изобретение относитсястроению, в частности к теса инструмента в процессена металлор их станках.ретения - и ение точнос автоматической корректировки сигнала в функции обрабатываемого диаметра. Для этого система износа режущего щструмента имеет цепь коррекции, которая с помощью шести умножающих усилителей 9-14, логарифмического усилителя 15, двух двухвходовых сумматоров 16 и 17 двух трехвходовыхсумматоров 18 и 19 и задатчика 20 напряжений реализует цепь коррек выраженную формулой Ь = (а + ЬЭ к (сБ - в) + д 1 пЯ - п 1, где БР= я - М + г; Ь - износ резца, 0 - диаметр обрабатываемой поверхности, мм; И - уровень пневмоэлектрического преобразователя, В; а Ь, с, д и, щ Е г - коэФфициенты, зависящие от диапазона диаметров обрабатываемых деталей. 1 табл., 1 ил.Изобретение относится к машиностроению, в частности к технике измерения износа инструмента в процессе обработки на металлорежущих стенках.Целью изобретения - повышение точности эа счет автоматической корректировки сигнала в функции обрабатываемого диаметра.10На чертеже приведена функциональная схема системы измерения износарежущего инструмента,Система измерения износа инструмента содержит пневмодатчик 1, установленный на головке 2 резца, закрепленного в резцедержателе 3 и отрабатывающего деталь 4, датчик 5 диаметра детали, представляющий собой,по существу, датчик перемещения винта 20поперечной подачи резцедержателя отпривода 6, пневпоэлектрический преобразователь 7 с регулируемым источником 8 питания сжатым воздухом, связанный с выходом пневмодатчика 1,шесть умножающих усилителей 9-14логарифмирующий усилитель 15, двадвухвходовых сумматора 16 и 17, дватрехвходовых сумматора 18 и 19,электроизмерительный прибор 20 и задатчик 21 напряжения, Первый вход30умножающего усилителя 9,соединен сдатчиком 5 диаметра, а выход - с инверсным входом трехвходового сумматора 18, вход усилителя 10 соединентакже с датчиком 5 диаметра, а выход - с первым входом двухвходовогосумматора 16, первый прямой вход трехвходового сумматора 18 связан с пневматическим преобразователем 7, а выход - с первым входом умножающего уси лителя 11 и с умножающим усилителем15, выход умножающего усилителя 11соединен с прямым входом двухвходового сумматора 17, умножающий усилитель4512 первым входом связан с логарифмирующим усилителем 15, а выходом - спервым прямым входом трехвходовогосумматора 19, выход двухвходового сумматора 17 соединен с обоими входамиумножающего усилителя 13, выход умножающего усилителя 13 соединен с вторым входом трехвходового сумматора 19,входы умножающего усилителя 14 соеди.нены с выходами двухвходового и трехвходового сумматоров 16 и 19, а выход - с электроизмерительным прибором,20, причем вторые входы умножающихусилителей 9-12, второй прямой вход трехвходового сумматора 18, второй вход двухвходового сумматора 16 и инверсные входы двухвходового трехвходового сумматоров 17 и 19 соединены с эадатчиком 21 напряжения.Система работает следующим образом,Для определения величины коррекции установлено, что радиальный износ резца выражается какЬ = (а + ЬР) (сБ - а) + с 1 пБ - п,где Б = И - 1 сР + г;1 - износ резца, мкм;Р - диаметр отрабатываемой поверхности, мм;М - уровень сигнала на выходепневмоэлектрицеского преобразователя, В;а, Ь,с, с 1,п,щ, 1 с, г - коэффициенты, зависящие отдиаметров обрабатываемыхдеталей (см. табл. ) .В начале работы в зависимости отдиапазона обрабатываемых диаметровс помощью таблицы задатчиком 21 напряжений устанавливаются соответствующие значения коэффициентов а, Ь, с,щ, с 1, 1 с, г, а источником 8 сжатоговоздуха - соответствующее давление Р,Далее с помощью привода 6 резцедержатель 3 подводят к детали 4 и начинают вести ее обработку резцом 2Посленачала обработки можно снимать показания с электроизмерительного прибора 20.В процессе работы системы пневмоэлектрический преобразователь 7 выдаетсигнал И, характеризующий зазор междуторцом сопла пневмодатчика 1 и поверхностью детали 4, Датчик 5 диаметра детали выдает значение диаметрадетали Р ( для этого он первоначальнонастроен так, что при расположениивершины острозаточенного резца в точке, находящейся на оси вращения детали, его показания равны нулю). Величина Р усиливается умножающими усилителями 9 и 10, которые в соответствиис настройкой задатчика 21 напряженийимеют коэффициенты 1 с и Ь, Полученныес умножающих усилителей 9 и 10 сигналы алгебраически суммируются с сигналами М, г, а сумматорами 18 и 16.После этого сигнал Б с выхода сумматора 18 усиливается умножающим усилителем 11, имеющим коэффициент усиле1526915 ния с и логарифмируется логарифмирующим усилителем 15. Результат логарифмирования усиливается умножающим усилителем 12 с коэффициентом усиления д и алгебраически суммируется сумма 5тором 19 с сигналом и и сигналом свыхода умножающего усилителя 11, который предварительно алгебраическискладывается в сумматоре 1/ с коэффициентом п 1 и возводится в квадрат умножающим усилителем 13. Сигнал, полученный на выходе сумматора 19, усиливается умножающим усилителем 14,для которого сигнал с выхода сумматора 16 является по-существу, сигналом, устанавливающим определенный , коэффициент усиливания, После умножения сигналов в умножающем усилителе 14 сигнал с выхода последнего 20поступает в электроизмерительный прибор 20, который и показывает величину Ьр . Таким образом, величина, индицируемая электроизмерительным прибором, характеризует не просто зазор 25между торцом сопла и поверхностью детали, но и учитывает изменение зазора из-за изменения диаметра детали,Система сама осуществляет коррекциюна диаметр и вводит поправку в ре- З 0зультаты измерения износа инструментаформула изобретенияСистема измерения износа инстру 35мента, содержащая пневмодатчик; установленный на головке инструмента, электроизмерительный прибор и источник сжатого воздуха, подключенный через пневмотический преобразователь к пневмодатчику, о т л и ч а ю щ а я с я тем, что, с целью повышения точности, она снабжена задатчиком напряжений, шестью умножающими усилителями, логарифмирующим усилителем, двумя трехвходовыми и двумя двухвходовыми сумматорами, датчиком диаметра обрабатываемого изделия, соединенного с приводом резцедержателя, первые входы первэго и второго умножающих усилителей объединены и подключены к датчику диаметра, выход первогоумножителя соединен с инверсным входом первого трехвходового сумматора,выход второго умножающего усилителясоединен с первым входом первого двухвходового сумматора, первый прямойвход первого трехвходового сумматорасвязан с пневмоэлектрическим преобразователем, а выход - с первым входом третьего умножающего усилителяи входом логарифмирующего усилителя,выход третьего умножающего усилителясоединен с прямым входом второго двухвходового сумматора, четвертый умножающий усилитель первым входом связанс выходом логарифмирующего усилителя,а выходом - с первым входом второготрехвходового сумматора, выход второго двухвходового сумматора соединенс обоими входами пятого умножающегоусилителя, выход пятого умножающегоусилителя соединен с вторым прямымвходом второго трехвходового сумматора, входы шестого умножающего усилителя соединены с выходами второготрехвходового и первого двухвходовогосумматоров, а выход - с электроизмерительным прибором, второй вход второго двухвходового сумматора подключен к а-выходу задатчика напряжений,вторые входы второго, третьего и четвертого умножающих усилителей подключены соответственно к Ь, с, д входамзадатчика напряжений, п и 01-выходыподключены к инверсным входам второготрехвходового элемента и второго двухвходового сумматора, 1-выход подключен к второму входу первого умножающего усилителя, а второй вход первоготрехвходового сумматора подключен кг-выходу задатчика напряжений.а вгениентання яре Диапазон обрабатыва мых т 1 иамет ров О мм 30-6 60.9 90-1 0,8954 0 00431,2425 0,0043 0,6889 0,0024 0,0922 12,1431 0,0843 12,2502 0,1245 14,1935 2,4067 1,4875 2,3992 оразояате. я Р 1 Г Па 14, 5249 2,4286 67, 1429 35 10,7405 2,0000 130,0000 15 15,6971 1,3714 124,0952 5
СмотретьЗаявка
4343872, 15.12.1987
УРАЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. С. М. КИРОВА
ЛИБЕРМАН ЯКОВ ЛЬВОВИЧ, РАШКОВСКИЙ ЕВГЕНИЙ МАКСОВИЧ
МПК / Метки
МПК: B23B 25/06, B23Q 15/00
Метки: износа, инструмента
Опубликовано: 07.12.1989
Код ссылки
<a href="https://patents.su/3-1526915-sistema-izmereniya-iznosa-instrumenta.html" target="_blank" rel="follow" title="База патентов СССР">Система измерения износа инструмента</a>
Частотно-регулируемый электропривод

Номер патента: 1607070
Опубликовано: 15.11.1990
Авторы: Дмитренко, Олещук, Чуру
МПК: H02P 7/42
Метки: частотно-регулируемый, электропривод
...напряжения преобразователя при этом последовательно уменьшается с ростом выходной частоты, причем переход от одной формы напряжения к другой благодаря работе логической части, включающей элемент ИЛИ 41 и элементы И 39, 40 и ключ 26, осуществляется на всем диапазоне регулирования безударным путем за счет плавного изменения продолжительностей нмпульсов и пауз между импульсами в середннах тактовых интервалов шестидесятиградусных продолжительностей.Рассмотрнм подробнее процесс регулирования велнчины выходного напряжения пресбразователя, Приведеннь 1 е друг к другу и к величине напряжения источника 43 значения сигнала задания с выхода блока 8 и сигнала блока 46 выделения ЭДС двигателя поступают соответственно на плюсовой и ми 15 20 25 ЗО Ж...
Измеритель группового времени запаздывания четырехполюсников

Номер патента: 767695
Опубликовано: 30.09.1980
Авторы: Гилис, Гуцало, Пятин, Свейката
МПК: G04F 10/06
Метки: времени, группового, запаздывания, измеритель, четырехполюсников
...напряжение исследуемого четырехпалюсника 9 детектируется амплитудным детектором 5 и подается навходы синхраннага детектора 10 ифазовращателя 16. В качестве опорноС 10 5 20 25 ЗО 35 40 го напряжения синхронного детектора10 служит выходное напряжение генератора 2, поступающее на его второйвход через линию 3 задержки,При изменении затухания исследуемого четырехполюсника 9 изменяется вектор напряжения на выходе амплитудного детектора 5, что приводитк медленному измеиению постоянногонапряжения на выходе синхронного детектора 10, которое поступает на первые входы перемножителей 11 и 12, Врезультате перемножения выходного напряжения синхронного детектора 10 свыходным напряжением амплитудного детектора 8 в перемножителе 11 и выходного...
Устройство для ввода информации

Номер патента: 1259240
Опубликовано: 23.09.1986
Авторы: Долятовский, Проселков, Радзиковский
МПК: G06F 3/02
Метки: ввода, информации
...счетчика 17 появляется управляющий сигнал которыйпоступает на второй вход элемента З 0И 13, При поступлении на его первыйвход управляющего сигнала от формирователя 11 появляется выходной сигнал элемента И 13, который подаетсяна третий вход блока 6 индикации,производя гашение индикации признакаошибки, и на вход второго элементаИЛИ 15, После этого устройство продолжает работать в том порядке, какпри случае совпадения кодов символов 0первого и второго наборов,При появлении на выходе старшего разряда регистра 28 сигнала (символ 1) строка информации на клавиатуре 1 набирается один раз. Сигнал на выхо де регистра 28 блокирует поступление синхроимпульсов через блок 10 элементов запрета в формирователь 11,проходя через второй инвертор 35,...
Развертывающий усилитель с гальваническим разделением цепей входа и выхода

Номер патента: 1231518
Опубликовано: 15.05.1986
Авторы: Дегтярев, Поваров, Цытович
МПК: G06G 7/12
Метки: входа, выхода, гальваническим, развертывающий, разделением, усилитель, цепей
...(Фиг. 38), под действием которых происходит срабатывание дополнительного релейного элемента 4, выходной сигнал которого повторяет форму импульсов на вьмоде релейного элемента 3 (Фиг. 3 а,Ь ),11 22 . 1Т,= -х(Е),(5) Делитель 8 частоты преобразуетвыходной сигнал релейного элемента 3(фиг. 4 а Е ) в импульсы типа "меандр" со средним нулевым значением(фиг. 4 Ь,2 ), В блоке 6 питания выходной сигнал делителя 8 частоть 1 разделяется по постоянному току (фиг.4 ,а,), выпрямляется (фиг. 4 к,) ифильтруется (фиг. 4 и,к ). Таким образом, Формируется напряжение питания дополнительного релейного элемента 4, а гальваническое разделениевхода и выхода устройства производигся с помощью первого дифференцирующего трансФорматора 5 и трансформатора блока 6...
Устройство для управления включенными параллельно по входу и выходу n статическими преобразователями частоты

Номер патента: 1665479
Опубликовано: 23.07.1991
Авторы: Артюхов, Величкина, Желев, Серветник, Томашевский
МПК: H02M 5/44
Метки: включенными, входу, выходу, параллельно, преобразователями, статическими, частоты
...случае появляется сигнал логической единицы:на выходе компаратора 16 и происходит подача импульса на вычитающий вход счетчика 31. Соответствующий выход логического блока 26 обнуляется, что приводит к выключению преобразователя.После каждой выдачи команды на вклю чение или отключение преобразователей производится повторный опрос компараторов 15 и 16, Для обеспечения устойчивой работы системы этот опрос производится с некоторой задержкой, определяемой эле ментом 25. Если за это время какой-либо из компараторов не изменил свое состояние, то происходит выдача команды на включение (или отключение) еще одного преобразователя. Импульсы на первый 27 и второй 28 входы логического блока 26 поступают до тех пор, пока будет выполняться одно из...
Предыдущий патент: Вращающийся центр
Следующий патент: Резец с внутренним охлаждением
Случайный патент: Виброизолирующая система