Способ изготовления колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1479185
Авторы: Быков, Кулагин, Мирошников, Овчаров

Текст
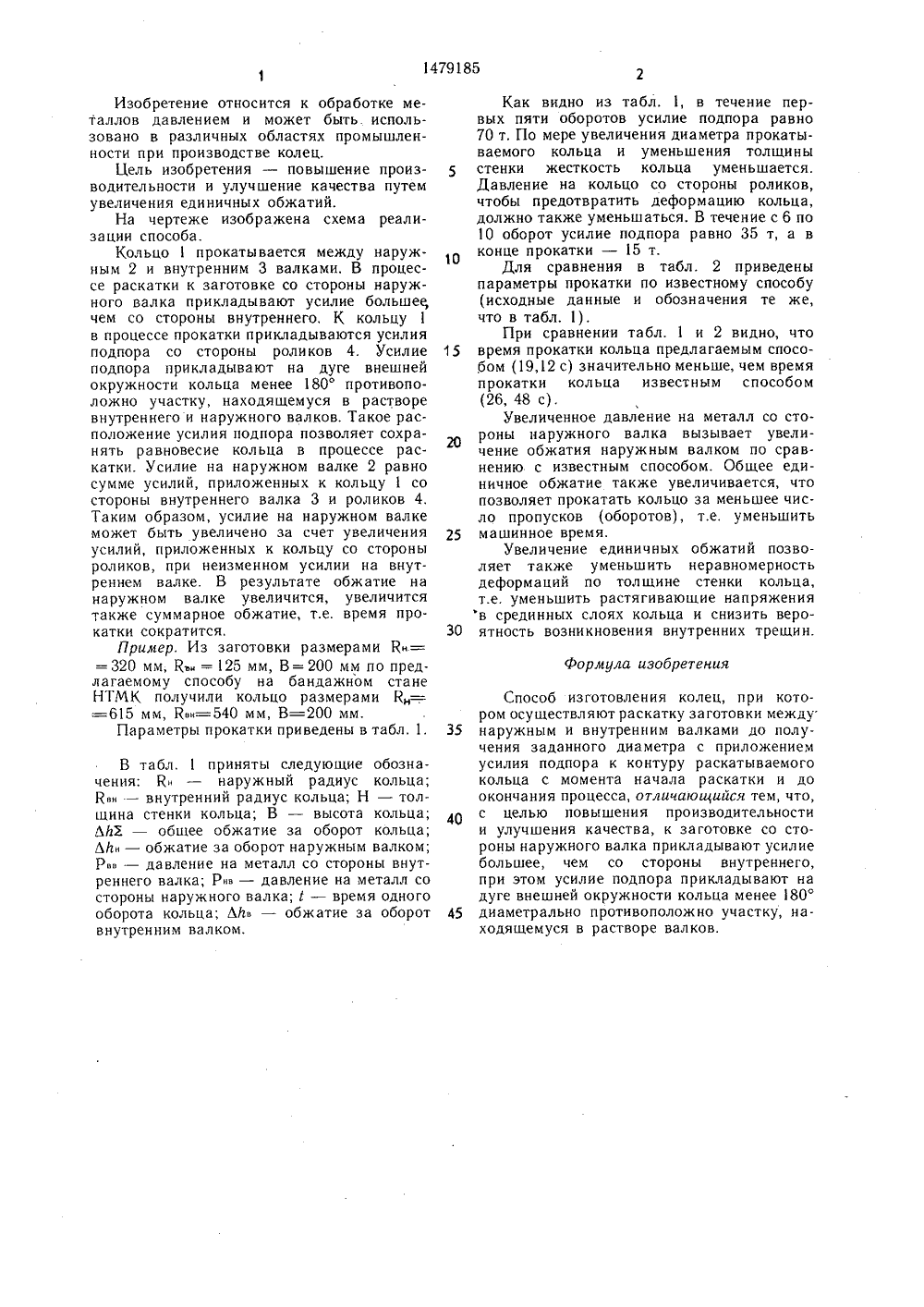
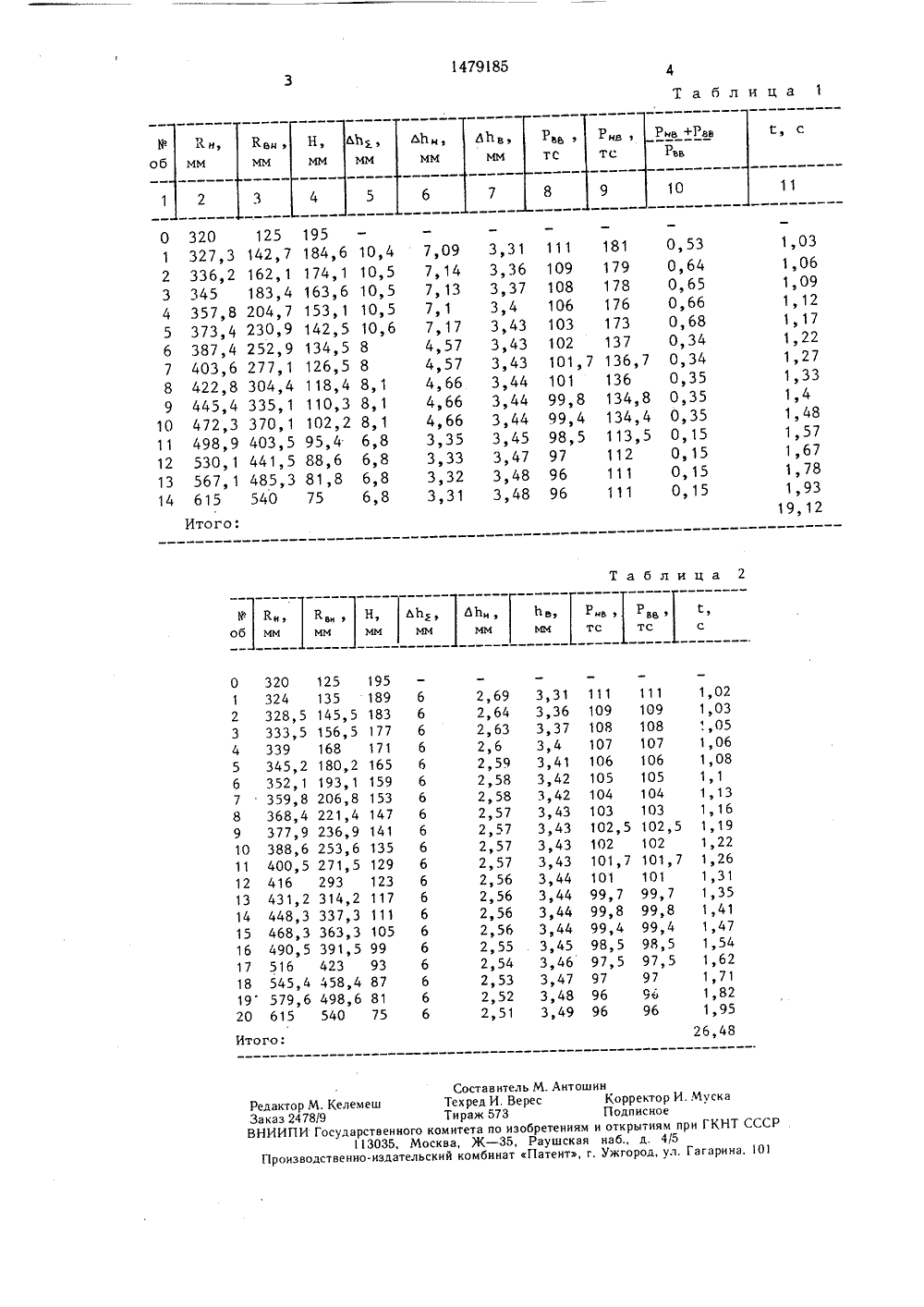
)9) 8 04 В 21 Н 10 ОПИСАНИЕ ИЗОБРЕТ ЛЬСТВУ АВТОРСКОМУ С инеи рал Кулагин,Г, Овчаро СССР71,НИЯ Кк обрбытьпромЦельи улу ОЛЕЦ абоз ке споль- ыщлен - по- чшение М ЯР ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯПРИ ГКНТ СССР(72) В. А. Быков, С. В.С. Б. Ми рошни ко в и Б.(57) Изобретение относитсяметаллов давлением и можетзовано в различных областяхности при производстве колецвышение производительности качества. Заготовку 1 раскатывают между наружным 2 и внутренним 3 валками до получения заданного диаметра, С момента начала раскатки и до окончания процесса к заготовке со стороны наружного валка прикладывают усилие Рн большее, чем усилие Р., приложенное со стороны внутреннего валка, а со стороны роликов 4 прикладывают усилие подпора (Рп) на дуге внешней окружности заготовки менее 180 диаметрально противоположно участку, находящемуся в растворе валков. Способ позволяет увеличить единичные обжатия, что уменьшает растягиваюшие напряжения в серединных слоях кольца и время на раскатку. 1 ил., 2 табл.Изобретение относится к обработке металлов давлением и может быть использовано в различных областях промышленности при производстве колец.Цель изобретения - повышение производительности и улучшение качества путем увеличения единичных обжатий.На чертеже изображена схема реализации способа.Кольцо 1 прокатывается между наружным 2 и внутренним 3 валками. В процессе раскатки к заготовке со стороны наружного валка прикладывают усилие большее, чем со стороны внутреннего, К кольцу 1 в процессе прокатки прикладываются усилия подпора со стороны роликов 4. Усилие подпора прикладывают на дуге внешней окружности кольца менее 180 противоположно участку, находящемуся в растворе внутреннего и наружного валков. Такое расположение усилия подпора позволяет сохранять равновесие кольца в процессе раскатки. Усилие на наружном валке 2 равно сумме усилий, приложенных к кольцу 1 со стороны внутреннего валка 3 и роликов 4, Таким образом, усилие на наружном валке может быть увеличено за счет увеличения усилий, приложенных к кольцу со стороны роликов, при неизменном усилии на внутреннем валке. В результате обжатие на наружном валке увеличится, увеличится также суммарное обжатие, т,е, время прокатки сократится.Пример. Из заготовки размерами Кн= =320 мм, К=125 мм, В=200 мм по предлагаемому способу на бандажном стане НТМК получили кольцо размерами К= =615 мм, К-=540 мм, В=200 мм.Параметры прокатки приведены в табл, 1. В табл. 1 приняты следующие обозначения: К - наружный радиус кольца; К . - внутренний радиус кольца; Н - толщина стенки кольца; В - высота кольца; ЬЬХ - общее обжатие за оборот кольца; Лй. - обжатие за оборот наружным валком; Р- - давление на металл со стороны внутреннего валка; Р- - давление на металл со стороны наружного валка; 1 - время одного оборота кольца; Лйв - обжатие за оборот внутренним валком. Как видно из табл. 1, в течение первых пяти оборотов усилие подпора равно70 т. По мере увеличения диаметра прокатываемого кольца и уменьшения толщиныстенки жесткость кольца уменьшается.Давление на кольцо со стороны роликов,чтобы предотвратить деформацию кольца,должно также уменьшаться. В течение с 6 по10 оборот усилие подпора равно 35 т, а в1 Оконце прокатки - 15 т.Для сравнения в табл. 2 приведеныпараметры прокатки по известному способу(исходные данные и обозначения те же,что в табл. 1),При сравнении табл. 1 и 2 видно, что15 время прокатки кольца предлагаемым способом (19,12 с) значительно меньше, чем времяпрокатки кольца известным способом(26, 48 с).Увеличенное давление на металл со стороны наружного валка вызывает увеличение обжатия наружным валком по сравнению с известным способом. Общее единичное обжатие также увеличивается, чтопозволяет прокатать кольцо за меньшее число пропусков (оборотов), т.е. уменьшить25 машинное время.Увеличение единичных обжатий позволяет также уменьшить неравномерностьдеформаций по тол шине стенки кольца,т.е, уменьшить растягивающие напряженияв срединных слоях кольца и снизить веро 30 ятность возникновения внутренних трещин.Формула изобретенияСпособ изготовления колец, при котором осуществляют раскатку заготовки между 35 наружным и внутренним валками до получения заданного диаметра с приложением усилия подпора к контуру раскатываемого кольца с момента начала раскатки и до окончания процесса, отличающийся тем, что, 40 с целью повышения производительностии улучшения качества, к заготовке со стороны наружного валка прикладывают усилие большее, чем со стороны внутреннего, при этом усилие подпора прикладывают на дуге внешней окружности кольца менее 180 45 диаметрально противоположно участку, находящемуся в растворе валков.Н,об мм 9 10 7 8 3,31 111 181 О, 53 3,36 109 179 0,64 3,37 108 178 0,65 Зь 4 106 176 Оэбб 3,43 103 173 0,68 3,43 102 137 0,34 3,43 101,7 136,7 0,34 3,44 101 136 0,35 3,44 99,8 134,8 0,35 3,44 99,4 134,4 0,35 3,45 98,5 113,5 0,15 3,47 97 112 О, 15 3,48 96 111 0,15 3,48 96 111 О, 15 Таблица 2 мм мм мм тс тс с Ннф мм У обН,0 3201 3242 328,53 333,54 3395 345,26 352,17 359,88 368,49 377,91 О 388,611 400,512 41613 431,214 448,315 468,316 490,517 51618 545,419 579,620 615 125 195 135189 145,5 183 156,5 177 168 171 180,2 165 159 153 147 141 135 193,1 206,8 221,4 236,9 253,6 129 123 271,5293 314,2 117 337,3 363,3 111 105 391,5 99 423 93 458,4 498,6540 81 75 Итого: Составитель М. АнтошинРедактор М. Келемеш Техред И, Верес Корректор И.МускаЗаказ 2478/9 Тираж 573 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР3035, Москва, Ж - 35, Раушская наб., д. 4/5Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, О 125142, 7 162, 1 183,4 204,7 230,9 252,9 277,1 304,4 335,1 370, 1 403,5 441,5 485,3 540 0 3201 327,32 336,23 3454 357,85 373,46 387,47 403,68 422,89 445,410 472,311 498,912 530, 113 567, 114 615Итого: 195 184, 6 174, 1 163,6 153, 1 142,5 134,5 126,5 118,4 110,3 102,2 95,4 88,6 81,8 75 10,4 10,5 10,5 10,5 10,6 8 8 8,1 8,1 8,1 6,8 6,8 6,8 6,8 7,09 7,14 7, 13 7 ф 1 7,17 4,57 4,57 4,66 4,66 4,66 3,35 3,33 3,32 3,31 2,69 3,31 111 2,64 3,36 109 2,63 3,37 108 2,6 3, 4 107 2,59 3,41 106 2,58 3,42 105 2,58 3,42 104 2,57 3,43 103 2,57 3,43 102,5 2,57 3,43 102 2 57 3 43 101,7 2,56 3,44 101 2,56 3,44 99,7 2,56 3,44 99,8 2,56 3,44 99,4 2, 55 . 3,45 98,5 2,54 3,46 97,5 2,53 3,47 97 2,52 3,48 96 2,51 3,49 96 111109108107106105104103102,5102101, 710199,799,899,498,597,5979 в96 1,02 1,03 "., 051,06 1,081,1 1,131,16 1,19 1,22 1,26 1,31 1,35 1,41 1,47 1,54 1,62 1,71 1,82 1,95 26,48 1,03 1,06 1,09 1,12 1, 17 1,22 1,27 1,33 1,4 1,48 1,57 1,67 1,78 1,93 19,12
СмотретьЗаявка
4222577, 06.04.1987
ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "УРАЛМАШ"
БЫКОВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, КУЛАГИН СЕРГЕЙ ВИКТОРОВИЧ, МИРОШНИКОВ СЕРГЕЙ БОРИСОВИЧ, ОВЧАРОВ БОРИС ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B21H 1/06
Метки: колец
Опубликовано: 15.05.1989
Код ссылки
<a href="https://patents.su/3-1479185-sposob-izgotovleniya-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления колец</a>
Способ управления межвалковым давлением в валковом комплекте со сплошным и составным валками и валок для его осуществления

Номер патента: 1119601
Опубликовано: 15.10.1984
Автор: Карл-Хайнц
МПК: B21B 1/02
Метки: валками, валковом, валок, давлением, комплекте, межвалковым, составным, сплошным
...одного из клапанов 17рабочая жидкость, поступившая в однуиз зон 13, может свободно вытекать висточник 7, и в зонах 13 не происходит никакого повышения давления. Ког 40да одна из зон 13 выделяется из области равномерного давления, заданного рабочей жидкостью в продольнойкамере 5 в этом месте снимается дав 145ление и оказывается соответствующеевлияние на распределение межвалковогодавления,Зоны 13 в продольной камере 5, показанные на фиг. 1, являются преимущественно применяемой формой конст,руктивного исполнения. Кроме того,зоны 13 уменьшенного давления можновыполнить в противолежащей продольнойкамере 6. Эти зоны .могут применятьсявместо или совместно с зонами, расположенными в продольной камере 5.Для того, чтобы...
Уплотнительный узел с плавающим кольцом
Номер патента: 1777424
Опубликовано: 28.02.1994
Автор: Мельник
МПК: F16J 15/28
Метки: кольцом, плавающим, узел, уплотнительный
УПЛОТНИТЕЛЬНЫЙ УЗЕЛ С ПЛАВАЮЩИМ КОЛЬЦОМ для разделения полостей высокого и низкого давлений, установленным в корпусе статора и охватывающим вал с образованием дросселирующей щели, отличающийся тем, что, с целью повышения надежности в широком диапазоне нагружений и снижения утечек, в него введена деформируемая тонкостенная L-образного сечения втулка, установленная с упором фланцем в кольцо со стороны полости высокого давления с образованием кольцевой камеры между внутренней поверхностью кольца и введенной втулкой, и выполненная с каналами во фланце, сообщающими полость высокого давления с образованной камерой, при этом конец втулки со стороны пространства низкого давления плотно сопряжен с кольцом по цилиндрической и торцовой поверхностям,...
Трансформатор сил и линейных перемещений источника сейсмических сигналов

Номер патента: 748313
Опубликовано: 15.07.1980
Авторы: Ивашин, Чуркин, Чуркина
МПК: G01V 1/04
Метки: источника, линейных, перемещений, сейсмических, сигналов, сил, трансформатор
...ной массой 7 перемещается вверх, а коль- кольцо 11 входит в зацепление с неподцо 11, стакан 12, подвижные относитель- вижным кольцом 10 и становится также но элементов 8,9,10 источника, и плита 20 неподвижным относительно корпуса 1, 13 перемещаются вниз. Естественно, мак-В таком случае при срабатывании иссимапьное перемещение элементов источ- точника перемешаться относительно корника, перемещающихся вверх относитель- пуса 1 будут только стакан 12 и плита но элементов, перемещающихся вниз, долж. А поскольку несьемное кольцо 11 но быть не более рабочего зазора Ь, 25 стало неподвижным относительно корпуПри равенстве такого перемещения с ве- са 1 и кольца 8, то активная площадь личиной Лв кольцо 11 становится не-мембраны источника,...
Патрон

Номер патента: 1013121
Опубликовано: 23.04.1983
Авторы: Гилин, Губергриц, Меркушев, Мокроносов
МПК: B23B 31/20
Метки: патрон
...рабочие кольца,выполненные из упругоаластичного материала, и разделяющая их шайба, внутренние и наружные поверхности рабочих ко 40лец выполнены коническими, причем направление указанных поверхностей одногокольца совпадает с направлением другого,при этом больший диаметр внутренней поВерхности и меньший диаметр юружней 45поверхности каждого кольца расположенысо стороны подвижного опорного фланца,На чертеже изображен патрон, общийвидеПатрон имеет корпус 1 с центральным 50отверстием 2 и неподвижный 3 и подвижный 4 опорные фланцы,. между которымиустановлены рабочие кольца 5 и 6, выполненные из упругоэластичного материала, например полиуретана. Внутренняя 7 у и наружная 8 поверхность рабочих колец 5 и 6 выполнена конической, при этом больший...
427529

Номер патента: 427529
Опубликовано: 05.05.1974
Авторы: Андрэ, Иностранна, Иностранцы, Легри
МПК: F16L 37/12
Метки: 427529
...особенностью предлагаемого соединения является то, что на концах цангового зажима, со стороны трубопровода, образованы выступы, а наружная его поверхность и внутренняя поверхность муфты выполнены коническими.На чертеже изображено предлагаемое соединение, разрез.Быстроразъемное соединение включает муфту 1 и цанговый зажим 2, На концах цангового зажима 2 образованы выступы 3, а его наружная поверхность и внутренняя поверхность муфты выполнены коническими,Соединение осуществляется введением трубопровода 4 в цанговый зажим 2 выступы 3 которого надежно фиксируют трубопровод в заданном положении,Для разъединения трубопроводов достаточно переместить цанговый зажим в направлеБыстроразъемное соединение трубопроводоввключающее...
Предыдущий патент: Устройство для перемещения ферромагнитного проката
Следующий патент: Инструмент для поперечно-клиновой прокатки
Случайный патент: Шагающая машина для уплотнения грунта