Способ изготовления основы магнитного диска
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1425775
Авторы: Грузин, Гумилевский, Орлов, Симакин, Терещенко
Текст
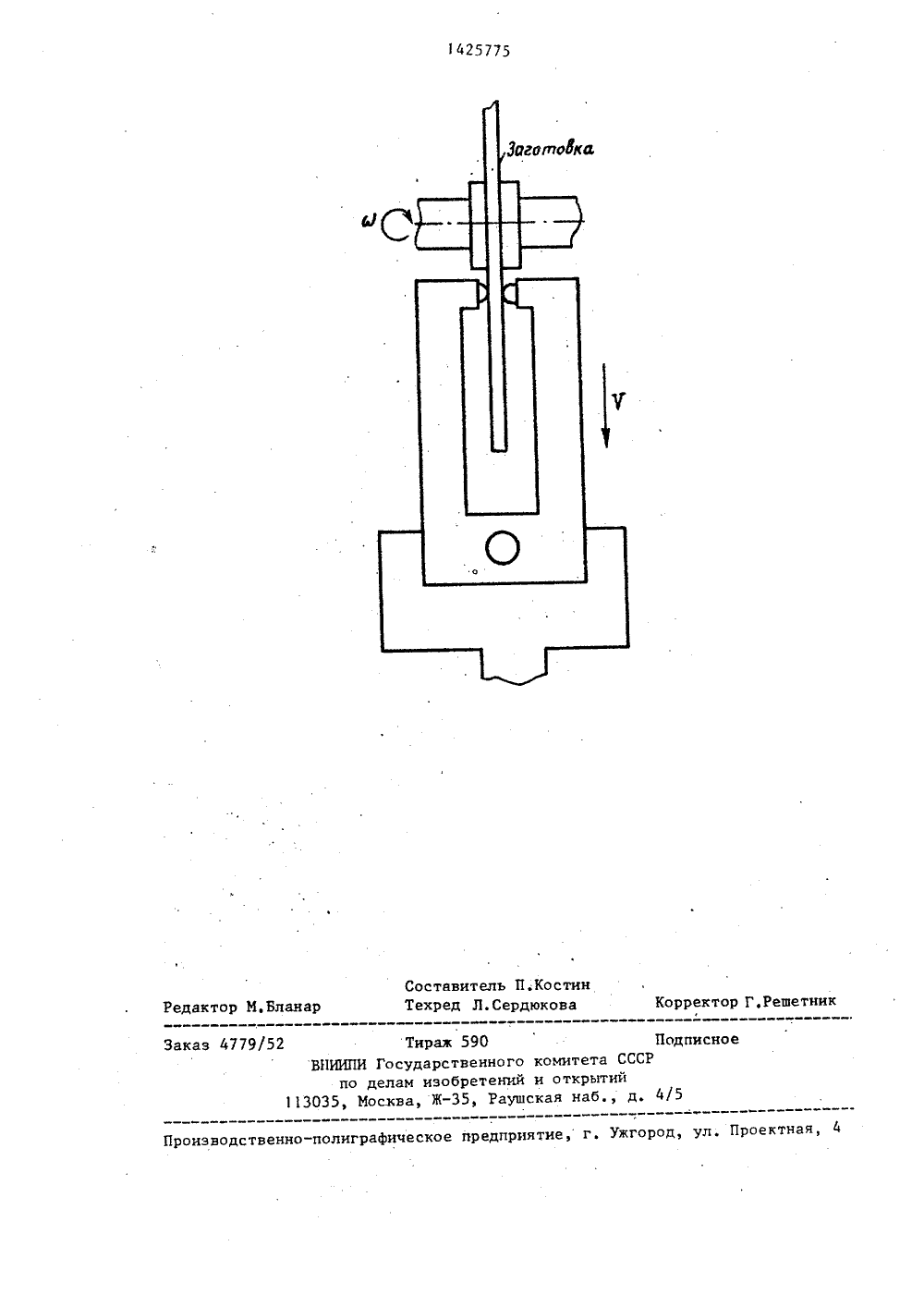
(50 411 В 5/84 ПИСАНИЕ ИЗОБРЕТЕНИЯ ТЕЛЬСТВУ А ВТОРСИОМУ,Орлов, и В,С,Г ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ Г 21) 4093993/31-27(71) Пензенский политехнический институт(56) Авторское свидетельство СССРВ 624274, кл. 0 1 1 В 5/841977.(54) СПОСОБ ИЗГОТОВЛЕНИЯ ОСНОВЫ МАГНИТНОГО ДИСКА(57) Изобретение относится к обработке металлов давлением и может бытьиспользовано при производстве основымагнитного диска преимущественно издуралюминиевого сплава. Цель - повы -шение качества диска путем уменьшения его коробления при обработке. Заготовка вырубается из листа дуралюминиевого сплава, обкатывается наспециальном токарном станке шариковой оправкой по ее торцовым поверхностям. Обкатывание заготовки производят на глубину пластического деформированного слоя, превышающую при"пуск на механическую обработку. Заготовка терморихтуется с предварительным нагревом до температуры рекристаллизации, и механиче ски обрабатывается, Затем йроводят окончательное алмазное точение диска. Способпозволяет отформовать на поверхности основы магнитного диска однородный поверхностный слой, исключитьостаточную деформацию диска, связанную с анизотропией механическихсвойств исходного прокатанного листа. 1 ил, 1425775Изобретение относится к обработке металлов давлением и может бытьприменено при производстве основымагнитного диска преимущественно издуралюминиеного сплава,Цель изобретения - поньппение каче"ства диска путем уменьшения его коробления при обработке.На чертеже изображена схема обкатывания заготовки основы магнитногориска.Способ осуществляют следующим образом.Исходная заготовка, полученная вырубкой из прокатанного дуралюминиевого листа, передается на токарныйучасток. Заготовку устанавливают на,опранке токарного станка, например,модели 16 К 20. Осуществляют обкатывание ее торцовых поверхностей двумя шариками, расположенными оплоэитивно с двухсторон заготовки. Силу прижатия шариков к поверхностям заготовки назкачают из условия деформации (степени деформации), уменьшение толщиныобкатываемого диска должно быть неболее 1/3 величины припуска на механическую обработку. При этом обкатывание производит на глубину пластического деформированного слоя, преньппающую припуск на механическую обработку, Так при припуске на механическую обработку, равном 0,2 мм насторону, шарик вдавливается на глуби"ну 0,07 мм. При таком режиме обкаты:вания глубина пластически деформированного слоя составляет 0,3 - 0,4 мм,что превьппает величину припуска на 40предварительную и окончательную механическую обработку торцов диска.Скорость вращения шариков определяют экспериментальным пу%м, такпри диаметре шарика Й = 5 мм, скорость его вращения составляет Ч= 800 Об/мин.Подачу шарика к заготовке назначают из учета получения необходимойшероховатости обработки диска и изусловий получения максимальной одно"родности поверхностного слоя диска .в радиальном направлении, После обкатывания диска производят терморихтование его в приспособлении, обеспе" чивающем фиксацию диска в плоскомсостоянии. Нагрев лри терморихтонании осуществляют до температуры рекристаллиэации сплава Д 16 МП 400 -420 С. В результате терморихтованиядиска происходит его выравниваниеи снятие внутренних напряжений. После терморихтования производят обработку внешних и внутренних кольцевых поверхностей диска на специальном токарном станке. С этой цельюдиск закрепляют на накуумной планшайбе и отрезным резцом выравнивают егоразмеры, затем осуществляют алмазноетечение торцовых поверхностей дискана специальном токарном станке модели ИК 6512, диск также закрепляютна вакуумной планшайбе и обрабатывают его торцы алмазным резцом при .следующих режимах: частота вращения диска И = 1700 об/мин, подача резца 828 мкм/об, глубина резания С == 5 - 25 мкм.Благодаря стабильности механических свойств поверхностей заготовкидиска, процесс алмазного точения торцовых поверхностей основы магнитного диска протекает стабильно, с постоянной силой резания, что исключаетвозникновение разных по величине инаправлению внутренних напряжений,приводящих к короблению основы магнитного диска,Преимуществом предлагаемого способа изготовления основы магнитногодиска является повышение качестваизготовления дисков и снижение процента брака за счет уменьшения ихкоробления. Формула изобретенияСпособ изготовления осноны магнитного диска преимущественно из дюралюминиевого сплана, включающий нырубку заготовки, терморихтование и механическую обработку диска, о т - л и ч а ю щ и й с я тем, что, с целью повьппения качества диска путем уменьшения его коробления, перед терморихтованием торцовые поверхности диска обкатывают на глубину пластического деформированного слоя, превышающую припуск на механическую обработку.1425775 оставитель П.Кости ехред Л.Сердюкова едактор М,Бл орректор Г,Решетки Заказ 4779/5 Тираж 590 ПИ Государственного комитета СССРделам изобретений и открытийМосква, Ж, Раушская наб д. 4 писное НИИП 035 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,
СмотретьЗаявка
4093993, 18.07.1986
ПЕНЗЕНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ТЕРЕЩЕНКО ЛЕОНИД МИХАЙЛОВИЧ, ОРЛОВ ПЕТР НИКОЛАЕВИЧ, ГРУЗИН ДМИТРИЙ ПАВЛОВИЧ, СИМАКИН ВАЛЕРИЙ ИВАНОВИЧ, ГУМИЛЕВСКИЙ ВЛАДИМИР СЕРГЕЕВИЧ
МПК / Метки
МПК: G11B 5/84
Метки: диска, магнитного, основы
Опубликовано: 23.09.1988
Код ссылки
<a href="https://patents.su/3-1425775-sposob-izgotovleniya-osnovy-magnitnogo-diska.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления основы магнитного диска</a>
Способ определения физико-механических характеристик поверхности слоев материалов

Номер патента: 1803809
Опубликовано: 23.03.1993
Авторы: Герасимов, Карпусь, Сторчак
МПК: G01N 3/42
Метки: поверхности, слоев, физико-механических, характеристик
...претерпевает резкое изменение, а на диаграмме появляется излом ветви нагружения,- начало структурно-изменен 1803809ных слоев по отношению к основному объему материала. а 1 - его конец(см. фиг, 1).В точках перехода к структурно-измененным объемам испытываемого материала фиксируют также нагрузку на индентор. Последующие испытания производят в окрестности точки первого испытания. При этих испытаниях наибольшую нагрузку на индентор устанавливают равной величине, при которой фиксируемая вторая производная претерпела изменение, а именно, Р и Р 1. Точек, изменения второй производной может быть одна, две и более, в зависимости от схемы термомеханического нагружения образца и свойств испытываемого материала, При этом последовательность...
Станок для механической обработки отверстий на внутренних поверхностях кольцевых деталей

Номер патента: 753604
Опубликовано: 07.08.1980
МПК: B23Q 39/00
Метки: внутренних, кольцевых, механической, отверстий, поверхностях, станок
...упор17, На стойке 5 смонтированы сменныеупоры 18 силового стэла б, выполненные в виде поворотного барабана сприводом, снабженного упорными штырями разной длины, 753604"танок работает следующим образом,На эажимное приспособление 3 устанавливается обрабатываемая деталь 4. При этом обеспечивается совпадение оси детали 4 с осью поворотного стола 2, а также ее угловая ориентация, Подвижная часть силового стола б с приводной бабкой 7 и шпиндельной коробкой 8 во время загрузки находится в крайнем верхнем положении. По окончании загрузки силовой стол 6 вместе с приводной бабкой 7 и шпиндельной коробкой 8 перемещается вниз до упора 18. В этот момент включается электродвигатель приводной бабки 7 его вращение передается приводному...
Устройство для механической очистки поверхности длинномерной заготовки

Номер патента: 2002529
Опубликовано: 15.11.1993
Автор: Вологдин
МПК: B08B 11/00
Метки: длинномерной, заготовки, механической, поверхности
...кольцо, При движении заготовки, под действием сил трения, это приведет к образованию само- затягивающегося узла, резкому возрастанию усилия протягивания и, в итоге, к заклиниванию и обрыву заготовки.Цель изобретения состоит в устранении возможности образования узла, приводящего к заклиниванию заготовки, при обеспечении очистки всей окружности заготовки.Поставленная цель достигнута тем, что устройство для механической очистки поверхности длинномерной заготовки, содержащее корпус и пару роликов с петлями заготовки, повернутыми одна относительно другой и образующими взаимно свитые ветви с встречным направлением движения заготовки, согласно изобретению, снабжено поворачивающим узлом одной иэ ветвей и 5 10 15 20 30 35 40 45 50 55 каждая...
Устройство для обработки основы магнитного диска

Номер патента: 662962
Опубликовано: 15.05.1979
Авторы: Ботов, Камка, Коровин, Орлов, Степовик
МПК: G11B 5/84
Метки: диска, магнитного, основы
...М магнитного диска введены стопорное кольцо имелкоячеистая эластичная дискооб- "разнаяпрокладка, установленная на лицевой сторойе планшайбы и укрепленная "на, нейпо периметру стопорйым кольцом, Ю прйчем"прокйадка вйполнена переменной топщины, определяемой по формуле. азх еля - фт 1 Ю Еак где Ь. и Ьнаибольшая и йаимень-ц.евх лип шая толщины прокпадки 1 ЙйМ":наибольший и наименьеах М, , .,: ., Ю ший радйусы диска;С - коэффициент; характеризующий мам териал прокладкй йбсновймагцйного ., диска"ппоказатель степени скбрости реза 3 ния.Йа чертеже изображена структурная схема описываемого устройства, где 1 вакуумная цланшайба, 2 - мелкоячеистая щйжладка, например, из капрона, 3 .сто порное кольцо, 4 - .заготовка. На план шайбе Выполнены...
Способ качественного определения частиц абразива на металлических поверхностях после механической обработки

Номер патента: 1703967
Опубликовано: 07.01.1992
Авторы: Галанов, Коган, Курылева, Островская, Щипунов
МПК: G01B 11/28
Метки: абразива, качественного, металлических, механической, поверхностях, после, частиц
...частиц абразива, исследование структуры металлической поверхности производят в поляризованном свете, поворачивают исследуемую поверхность относительно оси, перпендикулярной к ней, на углы 30, 45 и 60 О, подсчитывают среднее число А 1 наблюдаемых светящихся частиц при повороте исследуемой поверхности на угол 45 О, а количественное определение частиц абразива производят по разности полученных чисел.На чертеже изображена схема, поясняющая способ и показывающая изменение оптических свойств поверхности и загрязнений при повороте на 0 - 90 О.Исследования показали, что применение поляризованного света позволяет адекметаллической поверхности по характеру их окраски и свечения, В процессе исследования установлено, что наиболее...
Предыдущий патент: Рабочий слой абразивной ленты для обработки магнитной головки
Следующий патент: Устройство для настройки оптического тракта лазерного проигрывателя
Случайный патент: Орудие для образования снежных валков