Система программного управления металлорежущими станками
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
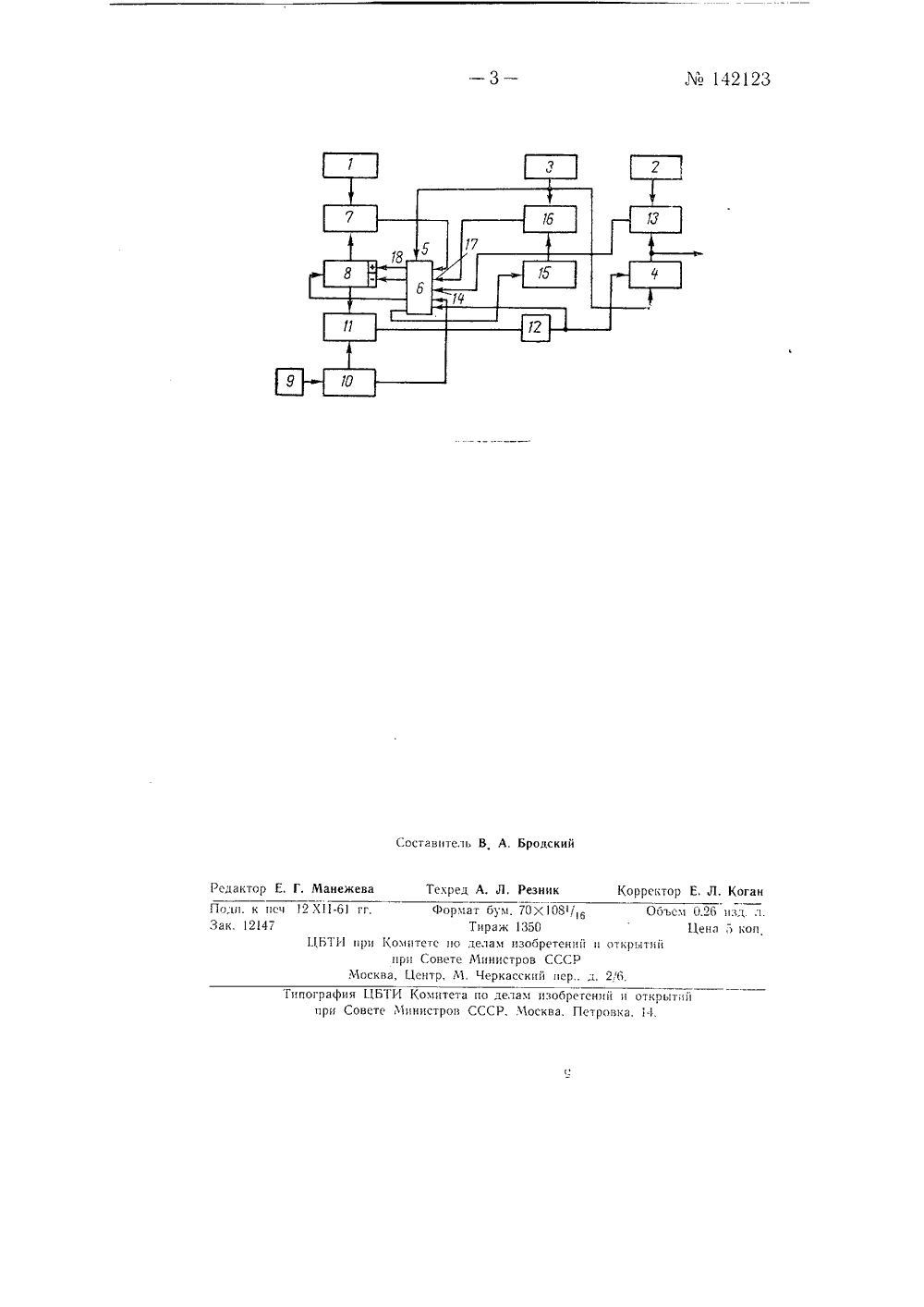
Мо 142123Класс 49 Ъ, 5 а:сссрОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Подписная группа Л 212Э. К. Татевосян, Ю. А. Рабинович, Н. И. Жилин и А. В. Чернышев СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИЗаявлено 7 марта 1961 г, за720455/25 в Комитет по делам изобретений и открытий при Совете Министров СССР Опубликовано в Бюллетене изобретений20 за 1961 г.Известны системы программного управления металлорсжушими станками, содержащие реверсивный многоразрядный счетчик, двоичный делитель, клапаны и переключатели. Однако такие системы не обеспечивают автоматического регулирования скорости обработки.В описываемой системе для автоматического регулирования скорости обработки на отдельных участках обрабатываемого контура применено вычислительное устройство. Исходными параметрами этого устройства являются заданная скорость обработки, длина рабочего участка и длина участка торможения, вводимые в регистры вычислительного устройства,На чертеже изображена блок-схема вычислительного устройства.Система прогоаммного управления металлорежущими станками состоит из вычислительного устройства и устройства для передачи команд исполнительным органам станка.Заданная скорость обработки вводится в регистр 1 вычислительного устройства, длина рабочего участка вводится в регистр 2 и длина участка торможения, рассчитываемая путем ручного илп машинного программирования, вводится в регистр 3 и одновременно в двоичный делитель 4. При этом импульс, фиксирующий наличие числа, введенного в регистр 3, подается на вход 5 переключателя б и коммутирует его соответствующим образом. Регистр 1 подключен к схеме 7 совпадения, к которой подключен также реверсивный многоразрядный счетчик 8.В момент начала обработки в младший разряд счетчика 8 заносится 1, соответствующая минимальной скорости обработки, а сам счетчик 8 включается на сложение. Одновременно импульсы максимальной частоты с генератора 9 поступают к делителю 10, подключенному поразрядно к клапанам 11, связанным со счетчиком 8. Единица, находящаяся в младшем разряде 8, открывает младший разряд клапанов П, Ы 142123после чего импульсы минимальной частоты с младшего разряда делителя 10 попадают на сборку 12. Импульсы с делителя 10 через переключатель б подаются навход,счетчика 8. С этого момента начинается разгон на участке обработки, длина которого определяется автоматически. В результате перехода первого импульса с делителя 10 в счетчик 8 в последнем фиксируется "2, при этом происходит соответствующее переключение клапанов 11 и увеличение частоты импульсов, выходящих со сборки 12, которое будет происходить до тех пор, пока число, фиксирующееся в счетчике 8, не станет равным числу, введенному в регистр 1. В момент, когда наступит равенство этих чисел, со схемы 7 совпадения выходит запрещающий импульс, который подается на переключатель б, прекращая подачу импульсов от делителя 10 в счетчик 8, Прп этом со сборки 12 выходят импульсы с частотой, определяемой заданной скоростью обработки.Эти импульсы подаются в делитель 4 и на переключатель б, При равенстве числа, фиксируемого в делителе 4, с числом, введенным в регистр 2, со схемы 13 совпадения выходит запрещающий импульс, который подается на вход 14 переключателя б, подключая сборку 12 к счетчику 15, включая счетчик 8 на вычитание и подключая к нему делитель 10. В результате частота импульсов, выходящих со сборки 12, начинает падать, и скорость обработки соответственно уменьшается. Начинается участок торможения, При совпадении числа, фиксируемого в счетчике 15, с числом, введенным в регистр 3, со схемы 1 б совпадения выдается импульс, фиксирующий окончание обработки заданного участка. Этот импульс поступает на вход 17 переключателя б, включает счетчик 8 на сложение и разъединяет сборку 12 от счетчика 15. Этот же импульс, выйдя по каналу 18 переключателя б, обеспечивает стирание старой информации и ввод новой, аналогичной ранее введенной, но относящейся к следующему обрабатываемому участку.Описываемая система позволяет упростить управление работой станков и увеличить их производительность за счет ведения обработки на максимальных скоростях, определяемых технологическими соображениями,Предмет изобретенияСистема программного управления металлорежущими станками, содержащая реверсивный многоразрядный счетчик, двоичный делитель, клапаны и переключателями, о т л и ч а ю щ а я с я тем, что для обеспечения автоматического регулирования скорости обработки на отдельных участках обрабатываемого контура в ней применено вычислительное устройство, исходными параметрами которого являются заданная скорость обработки, длина рабочего участка и длина участка торможения, вводимые в регистры вычислительного устройства,М 142123 Составитель В А. Бродский Редактор Е, Г, Манежева Тсхред А. Л, Резник Корректор Е, Л. Коган Поди. к псч 12 Х 11-61 ггЗак. 12147 Формат бум. 70 Х 108/в Тираж 1350 ЦБТ 11 при Комитете по делам изобретений и открытий при Совете Министров СССР Москва, Центр, М. Черкасский пер., д. 26.Обьсм 0,26 изд. л.Цена 5 коп Типография ЦБТИ Комитета по делам изобретений и открытии при Совете Министров СССР, Москва, Петровка. 14.
СмотретьЗаявка
720455, 07.03.1961
Рабинович Ю. А, Татевосян Э. К, Чернышев А. В, Жилин Н. И
МПК / Метки
МПК: G05B 15/02, G05B 19/4155, G05B 19/416
Метки: металлорежущими, программного, станками
Опубликовано: 01.01.1961
Код ссылки
<a href="https://patents.su/3-142123-sistema-programmnogo-upravleniya-metallorezhushhimi-stankami.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управления металлорежущими станками</a>
Устройство для обучения основам вычислительнй техники

Номер патента: 1005156
Опубликовано: 15.03.1983
Авторы: Агкацева, Морозов, Федотов
МПК: G09B 9/00
Метки: вычислительнй, обучения, основам, техники
...по входами К. Навход С триггера 24 подается положительный импульс. Для построения схемы счетчика сосквозным переносом использован дополнительный элемент 2 И-НЕ 26 дляФормирования сигналов переноса вследующий разряд, Они возникают присовпадении единичного состояния триг"гера 25 в данном разряде с сигналомпереноса в следующий разряд.В-третьих, это дает возможностьиспользовать выход элемента 2-20-ИЛИНЕ 27 также для сброса триггеров 24и 25 счетчика 14 в состояние "Оф.Дешифратор 15 (фиг. 1) декодирует состояние разрядов счетчика 14.Изучение работы дешифратора 15 проводится совместно с изучением работы счетчика 14 в двух режимах: одиночном и непрерывном.В первом режиме устанавливаетсясоответствие между двоичным кодомсчетчика 14 и...
Устройство для контроля параллельной вычислительной системы

Номер патента: 1451697
Опубликовано: 15.01.1989
Авторы: Балакин, Барашенков, Казак, Никищенков
МПК: G06F 11/07
Метки: вычислительной, параллельной, системы
...0 = / Й а2, При переходе к следующему ярусу не окончено выполнение команд текущего (т.е. одновременное выполнение команды из текущего.и следующего ярусов). УНФ: ( Ч (й Л сЛ (,Ю, (ГЧ , =О; ФО: (Д,(КА, с, ((Ес : 1.3. Время выполнения или ожиданияинициации команды в процессоре превышает допустимое значение, УНФ;1, Вз =Л й, где С; (1-;) и(1-") - соответственно времявыполнения (ожидания) команды и максимально допустимые значения.4Инициация очередной команды впроцессоре происходит до завершения51697 5 1 О 15 20 25 7 14 выполнения, предыдущей. УНФ: Е Л а; -1 ФО: с 1 = ГЛа = 1 Р =.Ч 6У4 4 : 4 где а - признак запуска команды.5. Команда инициируется отказавшему процессору, УНФ: г; У,а = 1; ФО: г Л аф Р1 ф где 1=г; - признак отказа -го...
Устройство для сопряжения электронных вычислительных машин

Номер патента: 962905
Опубликовано: 30.09.1982
Авторы: Клочкова, Никитин, Сивак, Сизоненко, Чалый
МПК: G06F 3/04
Метки: вычислительных, машин, сопряжения, электронных
...адрес регистра 2 управления, код, соответствующий сигналуразрешения прерывания, операциичтения и регистров 8-8, и послефиксированной задержки - синхросигнал. 40 10 Обработка запросов на прерывание основной программы ЭВМ осуществляется следующим образом.Пусть устройство 42, приняв массив информации от устройства 43, через канал 45 связи выставило запрос на обслуживание на ОШ 12 ЭВМ 40. При этом запрос из регистра 8 поступает в блок 3 выполнения прерывания. Сюда также поступают запросы и от других регистров 81-8, Хранящийся в регистре 2 сигнал Разрешение прерывания поступаетв блок 3. Совокупность сигнала Разрежние прерывания и хотя бы одного из запросов на обслуживание запускает блок 3 выполнения прерывани Поступивший из блока б...
Устройство для сопряжения однородной вычислительной системы

Номер патента: 903848
Опубликовано: 07.02.1982
Автор: Максименко
МПК: G06F 3/04
Метки: вычислительной, однородной, системы, сопряжения
...ОУП, после выполнения которой все микро-ЭВМ подсистемы одновременно переходят к выполнению параллельной программы.Операция ОУП выполняется следующим образом.Микро-ЭВМ, завершившая свою работу по программе (подпрограмме) параллельной ветви, устанавливает в единичное состояние регистр 10 системной синхронизации по шине 23 и сигналу с четвертого выхода дешифратора 9. С выхода регистра 10 по шине 21 сигнал системной синхронизации поступит в блок 1 коммутации. В тот момент, когда регистры 10 всех устройств для сопряжения подсистемы будут установлены в единичное состояние, в блоках 1 коммутации выработается сигнал обобщенного условия, который поступит с выхода блока коммутации и пошине 25 занесется в соответствующий разряд регистра 14....
Устройство для сопряжения двух вычислительных машин

Номер патента: 1315987
Опубликовано: 07.06.1987
Авторы: Каленчук-Порханова, Лещенко
МПК: G06F 13/14
Метки: вычислительных, двух, машин, сопряжения
...в линии 79 сигнал "Ввод", поступающий на вход дешифратора 35, При этом на линии 93 шестого выхода дешифратора 35 появляется сигнал, поступающий по линии 63 на вход коммутатора 9 и разрешающий прохождение диагностичесикх данных через элементы И-НЕ 44 с шины 58 коммутатора 7 в канал ВМ 2. Одновременно с этим сигнал с линии 93 через элемент И-НЕ 36, элемент 25 задержки поступает на вход передатчика 19, формирующего в шине 52 сигнал СИП, свидетельствующий о том, что данные помещены в канал ВМ 2, ВМ 2 принимает сигнал СИП, данные, снимает сигналы "Ввод", СИА (на линиях 79 и 81), завершая тем самым канальный цикл "Ввод".Второй цикл. Тестируется информационная шина 58. При этом код, записанный в младших разрядах адресного слова,...
Предыдущий патент: Способ включения электронной лампы
Следующий патент: Двухкоординатная гидравлическая следящая система для автоматического копирования замкнутых контуров произвольной формы
Случайный патент: Измеритель напряженности электрического поля