Способ формирования резьб
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1346314
Автор: Хостикоев

Текст
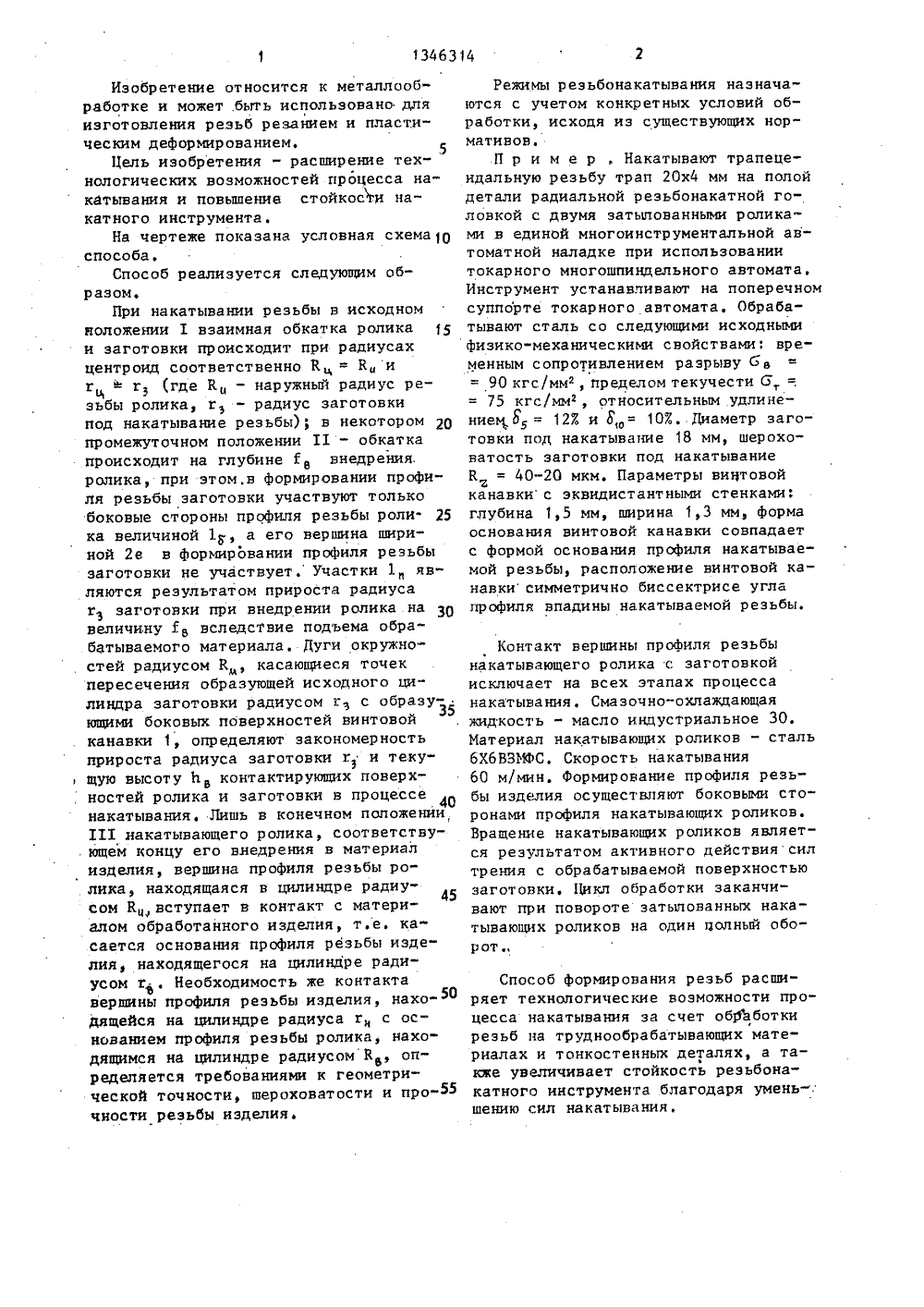
) (11)151) 4 В 21 Н 3/00 ИСАНИЕ ИЗОБРЕТЕН ТОРСКОМУ СВИ ЬСТВУ ойкости и 27,что, с целью повышеникатных роликов, канаглубиной, равной полфиля накатываемой ре оре 9 равнои ширине впадин этом стенки канавки профиль витков накат полагают симметрично стенок канавки, прич филя роликов осущест вершины витков с заг Фдуюоляют до контакотовкой. м,ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(54)(57) СПОСОБпри котором нательно нарезаютшагом накатываещим ее накатываками, отли коев,002.52(088.8)ФОРМИРОВАНИЯ РЕЗЬзаготовке предварвинтовую канавкумой резьбы и послнием, например ролч а ющи й с я овине высоты прозьбы, и шириной, 1 профиля при эквидистантны, а ных роликов расотносительно ем внедрение прИзобретение относится к металлообработке и может быть использовано дляизготовления реэьб резанием и пластическим деформированием,Цель изобретения - расширение технологических возможностей процесса накатывания и повышение стойкости накатного инструмента.На чертеже показана условная схема 10способа.Способ реализуется следующим образом.При накатывании резьбы в исходномноложении 1 взаимная обкатка роликаи заготовки происходит при радиусахцентроид соответственно Кц = Киг ь г (где К - наружньй радиус резьбы ролика, г - радиус заготовкипод накатывание резьбы); в некотором 20промежуточном положении 11 - обкаткапроисходит на глубине Ге внедрения,ролика, при этом.в формировании профиля резьбы заготовки участвуют толькобоковые стороны профиля резьбы роли. 25ка величиной 1, а его вершина шириной 2 е в формировании профиля резьбызаготовки не участвует. Участки 1 являются результатом прироста радиусаг заготовки при внедрении ролика навеличину Гь вследствие подъема обрабатываемого материала, Дуги окружно"стей радиусом К касающиеся точекпересечения образующей исходного ци"линдра заготовки радиусом гз с образующими боковых поверхностей винтовойканавки 1, определяют закономерностьприроста радиуса заготовки г и теку щую высоту Ьь контактирующих поверхностей ролика и заготовки в процессе 40накатывания. Лишь в конечном положенийШ накатывающего ролика, соответствующем концу его внедрения в материализделия, вершина профиля резьбы ролика, находящаяся в цилиндре радиусом К вступает в контакт с материалом обработанного изделия, т.е, касается основания профиля резьбы иэделия, находящегося на цилиндре радиусом х . Необходимость же контактавершины профиля резьбы изделия, находящейся на цилиндре радиуса г с основанием профиля резьбы ролика, находящимся на цилиндре радиусом Кэ, определяется требованиями к геометрической точности, шероховатости и про чности резьбы изделия,Режимы резьбонакатывания назначаются с учетом конкретных условий об" работки, исходя из существующих нор" мативов.П р и м е р . Накатывают трапецеидальную резьбу трап 20 х 4 мм на полой детали радиальной резьбонакатной головкой с двумя затыпованными роликами в единой многоинструментальной ав" томатной наладке при использовании токарного многошпиндельного автомата, Инструмент устанавливают на поперечном суппорте токарного автомата. Обрабатывают сталь со следующими исходными Физико-механическими свойствами: временным сопротивлением разрыву е = 90 кгс/мм", пределом текучести (775 кгс/мм, относительным удлинением, 8 = 127. и о, = 107, Диаметр заготовки под накатывание 18 мм, шерохо" ватость заготовки под накатывание К = 40-20 мкм. Параметры винтовой канавки с эквидистантнымн стенками; глубина 1,5 мм, ширина 1,3 мм, форма основания винтовой канавки совпадает с формой основания профиля накатываемой резьбы, расположение винтовой канавки симметрично биссектрисе угла профиля впадины накатываемой резьбы.Контакт вершины профиля резьбы накатывающего ролика с заготовкой исключает на всех этапах процесса накатывания. Смазочно-охлаждающая жидкость - масло индустриальное 30. Материал накатывающих роликов - сталь 6 Х 6 ВЗМФС. Скорость накатывания60 м/мин. Формирование профиля резьбы изделия осуществляют боковыми сторонами профиля накатывающих роликов. Вращение накатывающих роликов является результатом активного действия сил трения с обрабатываемой поверхностью заготовки. Цикл обработки заканчивают при повороте затылованных накатывающих роликов на один полный оборот.,Способ формирования резьб расши" ряет технологические воэможности процесса накатывания за счет об 1 йботки реэьб на труднообрабатывающих материалах и тонкостенных деталях, а также увеличивает стойкость реэьбонакатного инструмента благодаря умень-. шению сил накатывания,1346314 Чукаевакоза Корр Сост а вит ел Техр ед Л. С Э Лончакова ктор Н. Бобко ПодписноеСР Тираз 589арственного комитет зобретений и открыт Ж, Раушская наб аказ 542 д, 4/5 Производственно-полиграфичес ВНИИ п 13035
СмотретьЗаявка
4017526, 09.12.1985
М. З. Хостикоев
ХОСТИКОЕВ МИХАИЛ ЗАУРБЕКОВИЧ
МПК / Метки
МПК: B21H 3/00
Метки: резьб, формирования
Опубликовано: 23.10.1987
Код ссылки
<a href="https://patents.su/3-1346314-sposob-formirovaniya-rezb.html" target="_blank" rel="follow" title="База патентов СССР">Способ формирования резьб</a>
Устройство для поддержания игольчатых роликов при накатывании профильными роликами конических цапф на концах роликов

Номер патента: 147566
Опубликовано: 01.01.1962
Авторы: Новиков, Подгорный, Струценко, Тетерий
МПК: B21H 1/14
Метки: игольчатых, конических, концах, накатывании, поддержания, профильными, роликами, роликов, цапф
...одну пару стоек, а следовательно, создавать натяжение цепи.Для направления поддерживающих ножей в рабочей части, т. е. между накатными роликами, используется опорная стойка 7, на которой укреплена опорная, планка 8 при помощи винтов 9, Поддерживающий147566нож 5 в своей верхней части имеет горизонтальную площадку для поддержания прутка в процессе накатывания (площадка может быть выполнена также и под некоторым углом).Для увеличения износостойкости поддерживающих ножей возможна их наплавка твердым сплавом или напайка пластин. твердого сплава. Нижняя часть ножа служит для направления движения. Боковые поверхности выполнены по радиусам в соответствии с диаметрами ка. навок накатных профильных роликов,В силу того, что оси роликов...
Ролик для накатывания деталей

Номер патента: 961932
Опубликовано: 30.09.1982
Автор: Смелянский
МПК: B24B 39/00
Метки: накатывания, ролик
...из прямолинейного участка АВ, параллельного оси вращения, и участка СР, выполненного в виде дуги ок 5 ружности радиусом К. Оба участка сопряжены дугой ВС окружности. Величина Ьр представляет собой разницу между радиусами вращения основного (Ксю) и дополнительного (Кдв) участков вокруг оси ролика.Ролик работает следующим образом.20При накатывании детали 2 с подачеи ромлика 5 перед основным участком рабочего профиля образуется волна пластически деформированного металла. При отсутствии на ролике прямолинейного участка волна3металла имела бы высоту Ь и длину М, зависящие от глубины Ь внедрения ролика,радиуса К и подачи.При наличии на профиле ролика дополнительного участка АВ волна металла уменьшается по высоте и увеличивается в длину,...
Ролик для накатывания трапецеидальной резьбы

Номер патента: 547272
Опубликовано: 25.02.1977
Автор: Останкович
МПК: B21H 3/04
Метки: накатывания, резьбы, ролик, трапецеидальной
...профиль резьбы на ролике 1выполняется, например, повторной шлифовкойтрапецеидального профиля 7 шлифовальнымкругом заправленным под угломсоответствующим остроугольному профчлю 6 и имеющимиплощадку при вершине, равную ширине "аф. Шлифование осуществляется при смещенном центр е ролика 1 на в е личину " б",При шлифовании внутренний диаметр 11остроугольного профиля 6 равен внутреннему. 25диаметру 12 трапецеидального профиля 7 плюсвеличина смешения "б".По диаметру 11 движется наружный диаметр шлифовального круга. Шлифуя стороны профиля 6 на участке 4, шлифовальный ЗОкруг их не шлифует на у.частке 13. Наружный диаметр 14 ролика 1 при обработкеостроугольного профиля 6 не обрабатывается.Накатывание резьбы роликами происходитследующим...
Ролик для накатывания предварительно нарезанной резьбы

Номер патента: 1442312
Опубликовано: 07.12.1988
Авторы: Браславский, Жуков, Конова, Соколов
МПК: B21H 3/00
Метки: накатывания, нарезанной, предварительно, резьбы, ролик
...возможностей за счетобработки резьб с крупным шагом.На Фиг, 1 изображен предлагаемыйвролик; на Фиг. 2 - схема сил, действующих на ролик в процессе накатывания.Ролик 1 имеет один деформирующийвиток 2 и четыре опорных витка 3.Шаг всех витков по одной стороне про филя Б равен шагу профиля накатываемой резьбы на детали 4,Толщина деформирующего витка 2равна ширине впадины накатылаемойрезьбы а , а толщина опорных витков щ 0ауменьшена на величину гарантиро"ванного зазора Ь.В процессе накатыв:.-,ния роликприжимается к детали 4 силой Р, Приэтом дефбрмирующий виток давит на 25деталь обеими сторонами своего профиля, а опорное витки работают лищьодной стороной, например правой. Брезультате деформирующее контактноеусилие Р на левой стороне...
Способ определения усилий при накатывании резьбы на автоматах типа ролик-сегмент

Номер патента: 1091971
Опубликовано: 15.05.1984
Авторы: Власов, Стратийчук, Токарев
МПК: B21H 3/04
Метки: автоматах, накатывании, резьбы, ролик-сегмент, типа, усилий
...соединен с поиводомавтомата (не показано)На валу наклеены.напоимеотенэорезисторы 4 длярегистрации крутящего момента,тенэорезисторы 5 для регистрации равнодействующей сил, действующих на накатной ролик при на-,катывании, и установлен обтюратор б.На сегменте 7 смонтирован отметчик 8углового положения накатываемого иэделия 9. На сегменте 7 закреплен корпус 10 отметчика углов поворота накатного ролика осветитель 11 и фотодиоц 12 с элементами питания и усиления (не показано ).Определение тангецциальной силы производится тецзорезисторами 4. Оци регистрируют величину крутящего момента, при которой при известном радиусе накатного ролика определяется .величина тацгенциальной силы Г . Тарировка этих тензодатчиков может быть проведена в...
Предыдущий патент: Способ изготовления пружин сжатия из проволочных спиралей
Следующий патент: Стан поперечно-винтовой прокатки профильных изделий
Случайный патент: Стенд для определения оптимальной зернистости и концентрации алмазов в буровом инструменте