Способ управления процессом электронно-лучевой сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
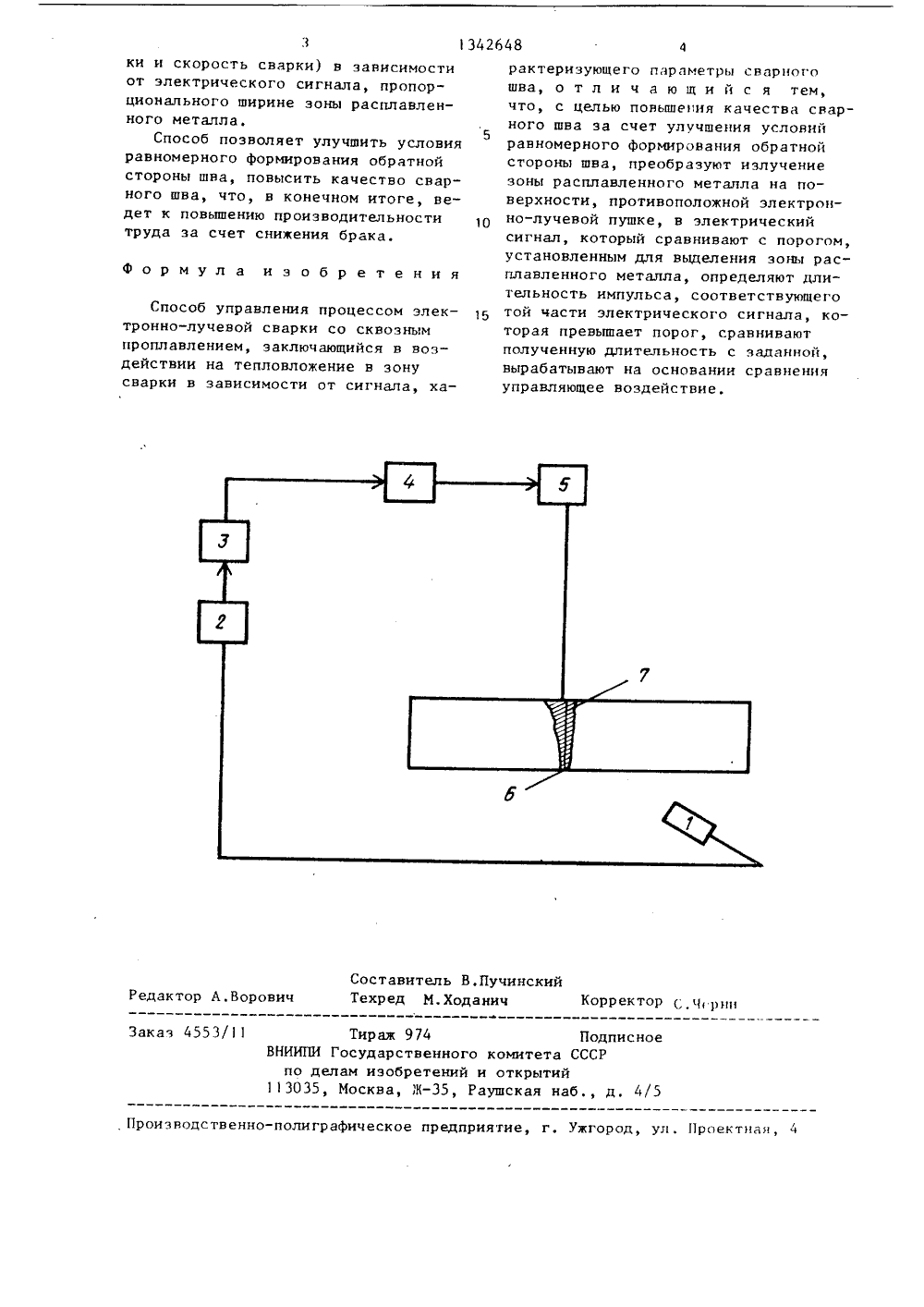
.ВАРКИ к области оси использован сварке со с оз- ме- обрев частностищины. Целью ОСУДАРСТВЕННЫЙ НОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(57) Изобретение отсварки и может бытьэлектронно-лучевойным проплавлением,таллов большой тол 801342648 А тения является повьппение качествасварного шва за счет улучшения условий равномерного формирования обратной стороны шва, Для управления тепловложением в зону сварки используют сигнал, пропорциональный ширинезоны расплавленного металла с обратной стороны стыка. При этом определяют длительность импульса, соответствующего тай части электрическогосигнала, которая превьппает порог,сравнивают полученную длительностьс заданной и вырабатывают на основании сравнения управляющее воздействие. Способ позволяет повысить качество сварного соединения, что ведет к повьппению производительноститруда за счет снижения брака, 1 ил.10 Изобретение относится к областиснарки и может быть использованопри электронно-лучевой сварке сосквозным проплавлением, в частности,металлов большой толщины.Целью изобретения является повышение качества сварного шва за счетулучшения условий равномерного формирования обратной стороны шва.На чертеже показано устройстводля реализации предлагаемого способа,Устройство включает датчик 1 фиксации эоны расплавленного металлас обратной стороны стыка, блок 2 определения и преобразования ширинызоны расплавленного металла в электрический сигнал, блок 3 сравненияи выдачи управляющего ноздействия,исполнительное устройство 4 и электронно-лучевую пушку 5.Предлагаемый способ можно представить последовательно н виде следующих укрупненных операции:фиксация зоны распланленного металла с обратной стороны стыка;определение ширины эоны расплавленного металла и преобразование еев электрический сигнал;сравнение полученного сигнала сзаданным и выработка соответствующего управляющего воздействия на основе полученного рассогласования.Фиксация зоны расплавленного металла (интенсинно светящегося пятна) с обратной стороны стыка 6 канала 7 проплавления осуществляется спомощью датчика 1, в качестве которого может использоваться оптическийдатчик (например, телевизионная камера, снабженная светофильтром), Полученная, таким образом, информация озоне 6 поступает н блок 2, в которомопределяется ширина этой зоны и выполняется преобразование в электрический сигнал, используемый затем вблоке 3, В блоке 3 сигнал, пропорциональный ширине эоны расплавленногометалла, сравнивается с заданным сигналом, установленным исходя из технологических требований, и в зависимости от величины рассогласования выдается соответствующее управляющее воздействие на исполнительное устройство 4, регулирующее тепловложение взону сварки,Следовательно, цепь управления регулирует тепловложение н зону сваркитак, чтобы ширина зоны расплавленно 15 )11 25 30 35 40 45 50 55 го металла оставалась постоянной иравной заданной. В качестве блока 2 может использоваться, например, устройство, сравнивающее нидеосигнал, полученный телевизионной камерой, с порогом, установленным для выделения расплавленного металла, определяющее длительность импульса, соответствующего тойчасти видеосигнала, которая превышаает порог. Тем самым длительность импульса прямо пропорциональна ширине зоны расплавленного металла.Так как тепловложение в зону сварки определяется, например, мощностью электронного луча, током фокусировки фокусирующей катушки электронно-лучевой пушки 5, диаметром развертки электронного луча (в случае развертки последнего по окружности) и скоростью сварки, то в качестве исполнительного устройства 4 может использоваться устройство, регулирующее либо мощностью луча, либо током фокусировки, либо диаметром развертки, или привод для изменения скорости сварки.Апробацию способа производят на установке Ус электронно-лучевой пушкой ЭЛА 60/60 при ускоряющем напряжении 60 кВ итоке сварочноголуча О, 35 А. В качестве материала снариваемых деталей используют сталь 10 ГН 2 МФА толщиной 60 мм идлиной стыка 500 мм.Фиксацию зоны расплавленного металла с обратной стороны стыка осуществляют с помощью телевизионной камеры КТП, входящей в состав промышленной телевизионной установки Сварка, При этом используют спе - циальную оптическую насадку для защиты объектива камеры от брызг и паров металла. Кроме того, применение в оптической насадке нейтрального светофильтра с 12-кратным ослаблением предохраняет мишень видекона камеры от прожога, а также позволяет получить качественное изображение зоны расплавленного металла.Проведенные эксперименты подтвердили воэможность улучшения условий равномерного формирования обратной стороны шва путем воздействия на теплонложение н зону сварки (причем регулирование тепловложения производят регулированием одного из параметров, таких как мощность электронного луча, ток фокусировки, диаметр разверт1342 б 48 Составитель В.ПучинскийТехред М.Ходанич Корректор С,Ч рнн Редактор А.Ворович Заказ 4553/11 Тираж 974 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, 3-35, Раушская наб д, 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 ки и скорость сварки) в зависимости от электрического сигнала, пропорционального ширине зоны расплавленного металла.Способ позволяет улучшить условия равномерного формирования обратной стороны шва, повысить качество сварного шва, что, в конечном итоге, ведет к повышению производительности труда за счет снижения брака. формула изобретения Способ управления процессом электронно-лучевой сварки со сквозным проплавлением, заключающийся в воздействии на тепловложение в зону сварки в зависимости от сигнала, характеризующего параметры сварного шва, о т л и ч а ю щ и й с я тем, что, с целью повышения качества сварного шва эа счет улучшения условий 5равномерного формирования обратной стороны шва, преобразуют излучение зоны расплавленного металла на поверхности, противоположной электронно-лучевой пушке, в электрический сигнал, который сравнивают с порогом, установленным для выделения зоны расплавленного металла, определяют длительность импульса, соответствующего той части электрического сигнала, которая превышает порог, сравнивают полученную длительность с заданной, вырабатывают на основании сравнения управляющее воздействие.
СмотретьЗаявка
4111855, 18.06.1986
ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. Е. О. ПАТОНА
ПАТОН БОРИС ЕВГЕНЬЕВИЧ, ЛАНКИН ЮРИЙ НИКОЛАЕВИЧ, НАЗАРЕНКО ОЛЕГ КУЗЬМИЧ, ЗУБОВ ВИТАЛИЙ ВИТАЛЬЕВИЧ, ЛИФШИЦ МИХАИЛ ЛЬВОВИЧ
МПК / Метки
МПК: B23K 15/00
Метки: процессом, сварки, электронно-лучевой
Опубликовано: 07.10.1987
Код ссылки
<a href="https://patents.su/3-1342648-sposob-upravleniya-processom-ehlektronno-luchevojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом электронно-лучевой сварки</a>
Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления

Номер патента: 1496960
Опубликовано: 30.07.1989
Авторы: Денбновецкий, Ланбин, Лещишин, Михайлов, Назаренко, Рыбак, Терлецкий, Шаповал
МПК: B23K 15/00
Метки: визуализации, пучком, сварке, стыка, шва, электронным
...работой .Формирователя 21, вырабатывающего в соответствии с опорной частотой тактовые импульсы Етдля формирователя 12 адресов элементов памяти, импульсы записи Еь . для блока 13 памяти и импульсы квантования Е для аналого-цифрового преобразователя 14. Блок 12 формирования адресов элементов памяти реализуется на цифровых ин тегральных счетчиках типа К 531 ИЕ 17.Устройство для визуализации стыка и шва при сварке электронным пучком работает с периодическим прерыванием процесса Формирования сварного шва на время растрового зондирования рабочего участка стыка свариваемых деталей. Алгоритм работы устройства задает блок 11 формирования временных интервалов, Перед сваркой электроннолучевую пушку 2 устанавливают над стыком свариваемых деталей...
Подкладное устройство для формирования шва при сварке кольцевых стыков

Номер патента: 524656
Опубликовано: 15.08.1976
МПК: B23K 37/04
Метки: кольцевых, подкладное, сварке, стыков, формирования, шва
...секторов кольца выполнены с углом Ъ, открытым к центру, В каждом секторе с внутренней стороны установлен направляющий вкладыш 45 15, один конец которого закреплен на одноь. секторе, а другой конец взаимодействует при разжатии с другим сектором,т.е, препятствует перемещению одного сектора относительно другого вдоль свариваемой емкос ти 16 и препятствует также образованию ступеньки в месте стыка по диаметру обечайки 17 емкости с днищем 18, имеющей горловину 19, На замыкающем секторе 2 крепятся вкладыши 15 на обоих его концах, 56 Наружный диаметр кольца в неразжатом состоянии выполнен несколько меньше внутреннего диаметра обечайки емкости 17 и днища 18. Количество секторов кольца опред ляется из условия обеспечения их выемки через, 60...
Устройство для формирования обратной стороны шва при сварке кольцевых стыковых соединений

Номер патента: 642120
Опубликовано: 15.01.1979
МПК: B23K 37/06
Метки: кольцевых, обратной, сварке, соединений, стороны, стыковых, формирования, шва
...распределитель состоит из оси 1 с газоподводящим каналом и кольцевой выточкой. Все детали на оси 1 обжимаются гайкой 2, Распорная втул ка 3 обеспечивает зазор между сменными кольцаю.На оси расположены втулка-отражатель 4 и.стакан 5.Газоподводящий канал, кольцеваяполость выточки и полость стакана сообщаются между собой радиальными отверстиями, смещенными по оси.Внутренняя полость стакана 5, обращенного полостью к втулке-отражателю 4, перекрыта сетчатой перегородкой 6, закрепляемой с помощью установочных и стопорных колец 7,8,9. Штуцер 10 ввинчи стороны газоподводя на него надевается Шайба 11 и болт ца 13 через упоры 1 кольца 13 снабжены642120 Составитель В.Радугинадактор Л.Василькова Техред М.Борисова Корректор ельниченко Тираж...
Способ управления качеством сварного шва в процессе электронно-лучевой сварки

Номер патента: 1449283
Опубликовано: 07.01.1989
Автор: Солнцев
МПК: B23K 15/00
Метки: качеством, процессе, сварки, сварного, шва, электронно-лучевой
...код преобраэуется в напряжение (регулирующеевоздействие) в преобразователе 17и поступает на механизм 18 подачиприсадочной проволоки.При сварке материалов больших толщин во время второго участка 11,когда расплавленный металл испаряется, в корне канала проплавления образуется высококоццентрированная плазма с концентрацией электронов и р(5 2 о -3= 1 О - 10 см и их температуройТ, =(5-10"-5 10)К. В этом случаеплазма излучает максимальную интенсивность рентгеновского излученияиэ корня канала проплавления.Отраженное от стенок стыка рентгеновское излучение мало ввиду еговысокой проникающей способности икачественной пространственной селекции за счет коллиматора.Для проведения эксперимента использовали установку ЭЛУ, электроннолучевую пушку...
Установка для электронно-лучевой сварки с локальной герметизацией

Номер патента: 1368136
Опубликовано: 23.01.1988
Авторы: Вецпер, Крюковский, Петрованов, Протасов, Созинов
МПК: B23K 15/00
Метки: герметизацией, локальной, сварки, электронно-лучевой
...изделию 3 с обоих сторон подводят корпус1 и крьппку 2 и останавливают их с некоторым зазором между их уплотнительными поверхностями а и Ъ и уплотняемыми поверхностями изделия,При этом пальцы 13, закрепленныена балке 7 посредством заходногоконуса 15, располагаются в отверстиях с стоек 12, а затем плотно сопрягаются с отверстиями с с одновременным контактированием буртов 14 пальцев с торцами стоек 12, обеспечиваятем самым точное фиксирование балки7 на стенде относительно изделия 3,так же точно выставленного на стендеотносительно посадочных отверстий сстоек 12.Затем заводят в проушины 24 крышки2 откидные болты 22 и вращением гаек23 сближают корпус и крышку с изделием и прижимают их к нему.3 13681При этом обеспечивается упругоедемпфирование...
Предыдущий патент: Головка для контактной точечной сварки
Следующий патент: Активирующий флюс для электродуговой сварки нержавеющих и высокопрочных сталей
Случайный патент: Цифровой измеритель -параметров