Способ управления технологическим процессом в аппарате с кипящим слоем
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
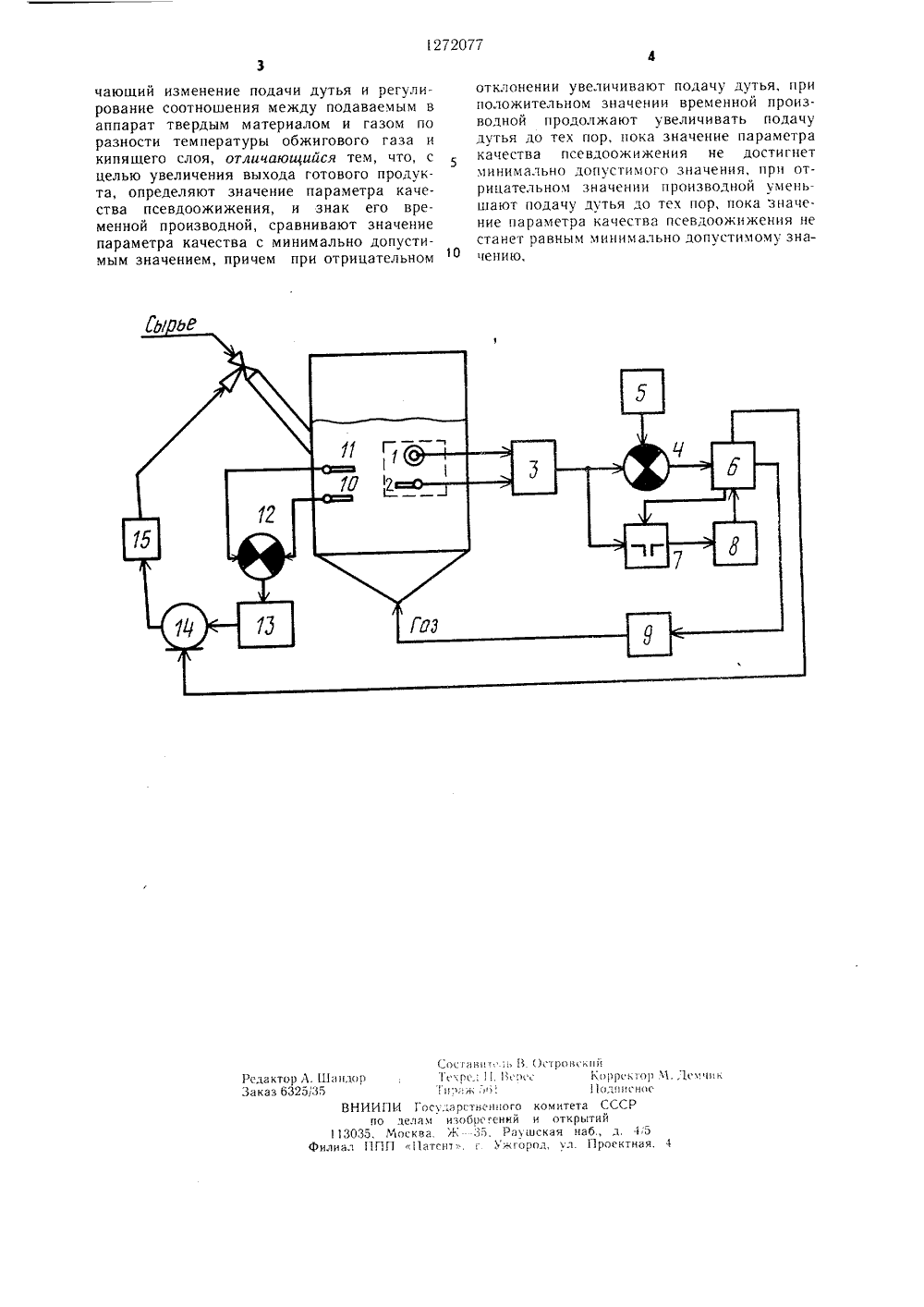
,80127207 427 В 15/1 ОПИСАНИЕ ИЗОБРЕТЕНИЯ ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ К АВТОРСКОМ,Ф СВИДЕТЕЛЬСТВ(71) Ленинградский государственный научно-исследовательский и проектный институтосновной химической промышленности иЛенинградский ордена Трудового КрасногоЗнамени институт точной механики и оптики(54) СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ В АППАРАТЕС КИПЯЩИМ СЛОЕМ(57) Изобретение относится к металлургиии может быть использовано для управлениятехнологическими процессами в аппаратах с кипящим слоем. Цель изобретения - увеличение выхода готового продукта. Способ управления состоит в изменении подачи дутья и регулировании соотношения между подаваемым в аппарат твердым материалом и газом по разности температур обжигового газа и кипящего слоя. Согласно изобретению дополнительно определяют значение параметра качества псевдоожижения и знак его временной производной, сравнивают значение параметра качества с минимально допустимым значением, причем при отрицательном отклонении увеличивают подачу дутья, при положительном значении временной производной продолжают увеличивать подачу дутья до тех пор, пока значение параметра качества не достигнет минимально допустимого значения, при отрицательном значении производной уменьшают подачу дутья до тех пор, пока значение параметра качества не станет равным минимально допустимому значению. 1 ил.50 Формула изобретения Изобретение относится к металлургии, химической технологии и может быть использовано для управления технологическими процессами в аппаратах с кипящим с,юем.Целью изобретения является увеличение выхода готового продукта.На чертеже представлена схема устройства для реализации способа управления процессом в аппаратах с кипящим слоем, в которых может осушествляться обжиг, сушка, сжигание.Схема содержит датчик 1, измеряющий абсолютное значение и пульсации порозности слоя, датчик 2, измеряющий пульсации температуры слоя, блок 3 определения значения параметра качества псевдоожижения, сравнивающее устройство 4, устройство 5, задающее минимально допустимое значение параметра качества псевдоожижения, коммутируюшее устройство 6, контактные группы 7 коммутирующего устройства, блок 8 вычисления временной производной от параметра качества псевдоожижения, исполнительный механизм 9 подачи дутья в аппарат, датчики 10 и 11 температуры, устройство 12, вычисляюшее разность сигналов с датчиков 10 и 11, регулятор 13 скорости подачи твердого материала в слой, блок 14 запрета, исполнительный механизм 15 подачи сырья в аппарат,Блок 6 представляет совокупность входных и выходных реле, а блок 8 - обычное дифференцируюшее звено.Сигналы с датчиков 1 и 2, измеряющих абсолютное значение порозности, пульсации температуры и порозности, поступают в блок 9 для определения значения параметра качества псевдоожижения по формуле(1- Е),Я2 Хгде г.- средняя порозность слоя материала;д - ускорение свободного падения,м/с, 1 - миним ал ьный размер слоя материала, м;1 Г - - качество псевдоожижения.Полученное значение параметра сравнивается в устройстве 4 с минимально допустимым, поступающим с задатчика 5. Устройство 4 вычисляет разность между текущим и заданным значением параметра качества псевдоожижения. Сигнал разности поступает в коммутирующее устройство 6 и если разность отрицательна, то коммутирующее устройство 6 выдает команду на исполнительный механизм 9 на увеличение подачи дутья. Одновременно устройство 6 своей контактной группой 7 подключает к выходу блока о блок 8 вычисления временной производной от параметра качества псевдоожижения. Вместе с этим коммутирующее устройство 6 выдает команду на блок 14 запрета на отключение регулятора 13 от исполнительного механизма 15 подачи 5 10 15 20 25 30 35 40 45 сырья, т.е. при значении параметра качества псевдоожижения меньшем заданного, регулирование подачи сырья не производится; подача сырья остается такой, какой она была в момент отрицательного отклонения параметра качества псевдоожижения от заданного.По мере увеличения подачи дутья появляется значение временной производной от параметра качества псевдоожижения, на выходе блока 8 появляется сигнал, пропорциональный временной производной, и если сигнал положительный, то устройство 6 продолжает выдавать сигнал на исполнительный механизм 9 на увеличение подачи дутья, если же сигнал на выходе устройства 8 отрицательный, то коммутирующее устройство 6 выдает сигнал на исполнительный механизм 9 на уменьшение подачи дутья. Одновременно с появлением сигнала производной от параметра устройство 6 отключает при помощи контактной группы 7 блок 8 от блока 3, так как знак производной определен. Продолжающееся изменением подачи дутья (уменьшение или увеличение) не прекратится до тех пор, пока разность текущего и минимально допустимого значений параметра качества псевдоожижения не станет равной нулю.В таком случае коммутируюшее устройство 6 снимет сигнал с устройства 9, изменение подачи дутья прекратится. Одновременно устройство 6 снимет сигнал с блока 14 запрет, регулятор 13 подключается к исполнительному механизму 15 подачи сырья. Регулирование процесса проводится путем изменения подачи сырья в аппарат. Сигналы с датчиков 10 и 11, измеряюших температуры, поступают на устройство 12 вычисления разности температур, сигнал разности поступает на регулятор 3 и далее через блок запрета 14 на исполнительный механизм 15 подачи сырья. Если разность температур ниже заданной, то подачу сырья увеличивают, если разность температур выше заданной, то загрузку сырья уменыпают. Если значение параметра качества псевдоожижения становится меньше заданно; о (минимально допустимого), то процесс г. - гулирования повторяется.Преимушеством изобретения яв,:г . и повышение качества управления з:, того, что при управлении учитываетс, рсжим движения и перемеливания частиц ч аппарате, что позволяет увеличить выход готового продукта, время межремонтпого пробега установок и за счет этого улучшить технико-экономические показатели работы промышленных аппаратов. Способ управления технологическим процессом в аппарате с кипяцим слоем, вклю272077 Сосганно В Птровкий Гс",рл 1, Вгнн с Корригор М. Лмннк Подписное ВгтИИПИ. Государственного комитета СССР но делам изобрс гений и открытий 113035. Москва. Ж;35, Раусвская наб., д. 45 Филиал ППП Патсн 1, г Ужгород, Ул. Г 1 росктная. 4Релактор Л. ШандорЗаказ 6325135 чающий изменение подачи дутья и регулирование соотношения между подаваемым в аппарат твердым материалом и газом по разности температуры обжигового газа и кипящего слоя, отличающийся тем, что, с целью увеличения выхода готового продукта, определяют значение параметра качества псевдоожижения, и знак его временной производной, сравнивают значение параметра качества с минимально допустимым значением, причем при отрицательном отклонении увеличивают подачу дутья, при положительном значении временной производной продолжают увеличивать подачу дутья до тех пор, пока значение параметра качества псевдоожижения не достигнет минимально допустимого значения, при отрицательном значении производной уменьшают подачу дутья до тех пор, пока значение параметра качества псевдоожижения не станет равным минимально допустимому значению,
СмотретьЗаявка
3843255, 16.01.1985
ЛЕНИНГРАДСКИЙ ГОСУДАРСТВЕННЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ ОСНОВНОЙ ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ, ЛЕНИНГРАДСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ ТОЧНОЙ МЕХАНИКИ И ОПТИКИ
ЧУШЕВ ВИКТОР ЯКОВЛЕВИЧ, ЦИТОВИЧ ОЛЕГ БОРИСОВИЧ, ТОДЕС ОСКАР МОИСЕЕВИЧ, КЛЮЧЕВ ВИТАЛИЙ МИХАЙЛОВИЧ, ПИЛИПЕНКО НИКОЛАЙ ВАСИЛЬЕВИЧ, ХОДУНКОВ ВЯЧЕСЛАВ ПЕТРОВИЧ
МПК / Метки
МПК: F27B 15/18
Метки: аппарате, кипящим, процессом, слоем, технологическим
Опубликовано: 23.11.1986
Код ссылки
<a href="https://patents.su/3-1272077-sposob-upravleniya-tekhnologicheskim-processom-v-apparate-s-kipyashhim-sloem.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления технологическим процессом в аппарате с кипящим слоем</a>
Способ количественного измерения качества псевдоожижения

Номер патента: 162695
Опубликовано: 01.01.1964
Авторы: Изобрете, Петренко, Скворцов, Тодес, Элиашберг
МПК: G01N 9/36
Метки: качества, количественного, псевдоожижения
...роль фильтра верхних частот. Было использовано простейшее уравнение второго порядка, которое в операторной форме имеет следующий вид:стоянная составляющая У = /(1) соответствует собственной частоте а = 0 и не проходит через фильтр, за исключением очень короткого начального переходного процесса.1Из условия о, = л (о= - ги) соотношени 2ем выходных сопротивлений были подобраны нужные коэффициенты=625 и" - 199 160 ком 200 ком 251 комТогда уравнение фильтра приняло видс" +1 1/,=У, (2)р 2 РПри подаче на вход синусоидального напряжения с амплитудой У записывали выходное напряжение на осциллографе и измеряли его амплитуду У в зависимости от частоты о. Полученная частотная характеристика (см. фиг. 2) отвечает поставленной задаче,Блок П (см. фиг....
Устройство для определения качества псевдоожижения

Номер патента: 408318
Опубликовано: 01.01.1973
Авторы: Вител, Гюнерт, Косаковский, Теплинский
МПК: G06F 17/00
Метки: качества, псевдоожижения
...соответствующих и событию В, и событию С, что равносильно попаданию импульсов в площадь С, ограниченную переменной У(1), а также усредненным значением этой величины О,Если далее взять отношение количества импульсов, попавших в площадь С, ко всем импульсам, попавшим в площадь В, и устремить У в бесконечность, то данное отношение и будет ничем иным, как условной вероятностьюР(С/В) = ( ) М -+ ою в) Учитывая далее, что генерируемые импульсы имеют равномерное распределение, условную вероятность в данном случае можно рассматривать как отношение площадей1 У(8) - УИР(С/В) = - =Е/Жочто, в свою очередь соответствует коэффициенту 6. Здесь 0(Е) мгновенное значение сигнала, пропорциональное входному парамет- РУ РУстройство для определения...
Измеритель параметров качества электроэнергии трехфазной сети

Номер патента: 1164616
Опубликовано: 30.06.1985
Авторы: Брайко, Гринберг, Карасинский, Невмержицкий, Таранов, Хусид, Цыганок, Шидловский, Ящук
МПК: G01R 19/00
Метки: измеритель, качества, параметров, сети, трехфазной, электроэнергии
...соединен логическим . элементом И 22, второй вход которой подключен к выходу умножителя 19 45 частоты, и входом Формирователя 23 импульса установки в "0" сумматоров 6 и 7. Выход логического элемента И 22 подключен к счетному входу счетчика 24. Выходы счетчика 24 50 через дешифратор 25 соединены с управляющими входами ЗУ 5, Выход переполнения счетчика 24 подключен к счетному входу счетчика 26, второму входу формирователя 23 и входу син хрониэации дешифратора 27. Выходы счетчика 25 через дешифратор 27 подсоединены к управляющим входам 16 4коммутатора 1 и входам синхронизации ввода в ЗУ Я. Выход переполнения счетчика 26 соединен с входом установки в "0" триггера 21 и входом установки в "1" триггера 28, Выход триггера 28 подключен к...
Способ определения качества псевдоожижения и устройство для его осуществления

Номер патента: 1395997
Опубликовано: 15.05.1988
Авторы: Ключев, Пилипенко, Ходунков
МПК: G01N 15/08
Метки: качества, псевдоожижения
...следующим образом.Датчик качества псевдоожижения по" мещают в псевдоожиженцый слой, при этом его температура становится равной температуре слоя. При помощи устройства стабилизации температуры твердого тела 5 температуру датчика делают значительно отличающейся от температуры слоя и качественно стабилизируют ее,Неоднородная дисперсная среда, состоящая из твердых частиц и воздушных пузырей, двигаясь вблизи поверхности пластины, вызывает изменение условий теплообмена, что приводит к изменению собственной температуры датчиков - термометров 2 и 3 сопротивления, Поскольку термометры 2 и 3 сопротивления имеют разные постоякные времени (постоянная времени термометра 2 сопротивления велика, а термометра 3 сопротивления - очень мала), то...
Калибратор параметров качества трехфазной цепи

Номер патента: 957184
Опубликовано: 07.09.1982
Авторы: Галицкий, Гринберг, Карасинский, Нейтер, Соботович, Таранов, Хусид, Цыганок, Шраер, Ящук
МПК: G05F 1/40
Метки: калибратор, качества, параметров, трехфазной, цепи
...напряжения по каждой фазе. При этом сче ные входы. счетчика 10 значений и счет чика 11 параметров блокируются блоком 1 по шинам 25 и 23. Затем по шине "Пуск" подается сигнал, устанавливающий триггер 2 в единичное состояние, что дает возможность пропустить импульсы генератора 4 через логический элемент 3 на 26 счетный вход счетчика 6 фаз и стробирующий вход дешифратора 5 фаз, Счетчик 6 фаз на три состояния в первый момент времени формирует первый ацрес узла 7. по которому хранится двоичный код первого значения отклонения напряг жения фазы. Этот код заносится в буферный регистр 12 под действием тактового импульса, сформированного дешифратором 5 фаэ, преобразуется преобра- ЗО зователем 15 и на выходе трансформатора 1 8 имеет...
Предыдущий патент: Печь скоростного конвективного нагрева заготовок
Следующий патент: Лабораторная печь для оптических исследований
Случайный патент: Устройство для крепления обтекателя к рабочему колесу вентилятора