Способ контроля технологического процесса
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
союз сонетснихсоциАлистичесникРЕСПУБЛИК дцВ 23 150 ТЕТ ССС И ОТНЯТ ОСУДАРСТВЕННЫЙ ПО ДЕЛАМ ИЗОБРЕ(54) СПОСОБКОГО ПРОЦЕСС ТРОЛЯ ТЕХНОЛОГИЧЕС ИСАНИЕ ИЭОБР АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(71) Научно-исследовательский институт проблем машиностроения приМВТУ им. Н,Э. Баумана(56) Авторское свидетельство СССРУ 971620, кл. В 23 Я 15/00, 1981 801255 8(57) Изобретение относится к технологии механической обработки. Цельизобретения - повышение качестваповерхности, точности контроля,производительности обработки. Параметры волновых процессов измеряютодновременно с обработанной ювенильной поверхности и необработаннойповерхности. В качестве параметраволновых процессов выбирают электромагнитное излучение. По разнице полученных сигналов определяют режимыобработки. Это позволяет оценитьшероховатость поверхности детали.2 ил.рости распространения ВН (" 5000 м/с),а экзоэлектронная эмиссия имеетместо Только на обработанной поверхности по своей физической сути. Электромагнитное излучение от ВН несет информацию в основном о характере разрушения в зоне контакта инструмента с деталью, а электромагнитное излучение от экзоэлектронной эмиссии свидетельствует о состоянии поверхностных слоев обработанной поверхности - твердости, наклспа, шероховатости, Поэтому, проводя одновременно измерения электромагнитного излучения с двух поверхностей, можно повысить точность контроля технологического процесса, повысить качество обрабатываемой поверхности и производительность обработки за счет возможности повышения режимов обработки.П р и м е р. Датчики 1 и 2 электромагнитного излучения устанавливают на одинаковом расстоянии от оси инструмента 3 и на одинаковом расстоянии от поверхностей детали 4. Датчики выполнены в виде антенн электромагнитного излучения и могут иметь различное конструктивное оформление. При испытаниях применяют характерные индуктивные антенны. Для исключения влияния стружки корпуса датчиков заппвцают бронировкой. После предварительного усиления сигнал поступает в блок фильтров, где выбирается наиболее информативный частотный диапазон 60-1200 кГц. После обработки сигнала в амплитудном дискриминаторе, широкополосном усилителе, пиковом детекторе и интенсиметре сигнал запибывается на лентесамописца. В качестве информативныхпараметров записывается амплитуда иинтенсивность электромагнитного излучения. При наличии устройствасравнения на ленте самописца можно,непосредственно получать искомуювеличину разницы сигналов от датчика 1 и 2. На графике приведены зависимости амплитуды (А) и интенсивности (Н 1 сигналов электромагнитного излучения от датчика 1 (кривая а) и от датчика 2 (кривая о), а также измеренные значения шероховатости поверхности 1 (кривая 6) от времени обработки . Для материала ХН 77 ТЮ, обрабатываемого с режимами, скорость резания 11255387Изобретение относится к технологии механической обработки и можетнайти применение при изготовлениидеталей, к качеству поверхности которых и точности изготовления 5предъявляются повышенные требования.Цель изобретения - повышение качества поверхности, точности контроля и производительности обработкиза счет контроля параметров электромагнитного излучения с обработаннойювенильной поверхности и с необработанной поверхности и разницы между ними и управления режимами обработки по результатам контроля. 15На фиг, 1 изображена схема реализации способа", на фиг. 2 - графикизменения сигналов электромагнитного излучения амплитуды (А) и интенсивности Н) от времени обработ-, 20ки .Устройство для реализации способа содержит датчик 1, измеряющийэлектромагнитное излучение с необработанной поверхности, датчик 2,измеряющий электромагнитное излучение с обработанной ювенильной поверхности, инструмент 3, деталЬ 4.Обозначены также направление и 1 вращения детали и инструмента, записьо ЗОс датчика 1, запись 4 с датчика 2,кривая 6 - изменение шероховатостиповерхности, Ь . - разница сигналов .с датчиков 1 и 2.Сущность способа заключается вследующем.При механической обработке материалов резанием например, фрезерованием, точением, алмазным выглаживанием образуется новая ювенильная 40поверхность, качество которой в существенной мере зависит от режимовобработки - скорости, подачи инструмента, усилия прижатия интентора,глубины резания. 45Одним из информативных факторов,объективно отражающих состояние поверхности, является электромагнитное излучение, генерируемое в результате воздействия инструмента на материал. Основной вклад в уровеньэлектромагнитного излучения вносятволны механических напряжений (ВН)и экзоэлектронная эмиссия (ЭЭ).Причем, ВН способствуют одинаковомуэлектромагнитному излучению как собработанной так и с необработанной поверхности ввиду большой ско4 55387 4 Ь, 4 Ье 41 Ь МЦ Ф б1 3ФеР Составитель В.АлексеенкоТехред И.Попович Корректор М,Максимишинец ку едакт Заказ 4760/16 Тирах 826 Подписное ИИПИ Государственного комитета СССР по делам изобретений и открытий 13035, Москва, Ж, Раушская наб., д. 4оиэводственно-полиграфическое предприятие, г. Ужгород, ул, Проек 3 2 = 0,72 м/с, поцача 5 = 0,07 мм/об. глубина резания= 0,25 мм/об.Резец ВК 8.Из графиков следует, что при возрастании сигналов электромагнитного излучения от обоих датчиков шероховатость поверхности не изменяется 1 а, = ог , тогда как при увеличении разницы между измеренными сигналами ( д 1 = д 2 = д 3)ь 4 ь 5 шероховатость начинает расти, Следовательно, до врзмени ь не следует изменять режимы, а затем (время э ) необходимо выбирать другие режимы или прекращать процесс обработки.При необходимости назначать новые режимы на новые материалы необходимо построить кривые зависимости Я , И на нескольких произвольных режимах, определить разницу между показаниями датчиков 1 и 2 на каждом режиме и выбрать для обработки деталей режим, при котором разница. начинает увеличиваться через наибольшее время с начала технологическогопроцесса механической обработки,Формула изобретения5 Спссоб контроля технологическогопроцесса механической обработки,заключающийся в том, что измеряютпараметры волновых процессов, возни, кающих в зоне резания, и режимывыбирают из условия соответствия зна"чений параметров волновых процессовзаданным, о т л и ч а ю щ и й с ятем, что, с целью повышения качест ва поверхности, точности контроляи производительности, одновременноизмеряют параметры электромагнитногоизлучения с обработанной и с необра.ботанной поверхности, определяют 20 разность между ними, а режимы обработки выбирают из условия соответствия заданным значениям полученнойразности.
СмотретьЗаявка
3876357, 03.04.1985
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ПРОБЛЕМ МАШИНОСТРОЕНИЯ ПРИ МВТУ ИМ. Н. Э. БАУМАНА
КАМАЛОВ ВИЛЬСОН САХАПОВИЧ, БАРЗОВ АЛЕКСАНДР АЛЕКСАНДРОВИЧ, ВДОВИН АНАТОЛИЙ АЛЕКСАНДРОВИЧ, ЗАРУБИНА ОЛЬГА ВАСИЛЬЕВНА
МПК / Метки
МПК: B23Q 15/00
Метки: процесса, технологического
Опубликовано: 07.09.1986
Код ссылки
<a href="https://patents.su/3-1255387-sposob-kontrolya-tekhnologicheskogo-processa.html" target="_blank" rel="follow" title="База патентов СССР">Способ контроля технологического процесса</a>
Способ измерения сигналов становления электромагнитного поля при геоэлектроразведке
Номер патента: 1698867
Опубликовано: 15.12.1991
Авторы: Богуславский, Морозов, Ремизов, Харченко, Элбакидзе
МПК: G01V 3/08
Метки: геоэлектроразведке, поля, сигналов, становления, электромагнитного
...на этапе обучения было зафиксировано Й(с ) ( К (с ) по исследуемому либо компенсирующим каналам, компенсацию не производят: в 25этой группе частот весовые компенсирующие множители У, (с) (- 2, 3,., 1) полагают равными нулю, в остальных группах частот сохраняют найденные при обучении весовые множители Ч; (с,) (з. = 2 1), Ы(ь) при этом всегда равен 1лТаким образом формируют окончательные спектральные весовые множителиЧкомпенсирующих каналов Ы;учиты 35в ающие надежност ь да нных обу ча юще йвыборки, Реально этим обеспечивается значительное улучшение отношениясигналв тех группах частот, где помеха40зафиксирована достаточная надежностьобучения, и не ухудшенное по сравнеДалее выделяют последовательность отсчетов внешней помехи...
Генератор синусоидальных сигналов к электромагнитному многочастотному структуроскопу
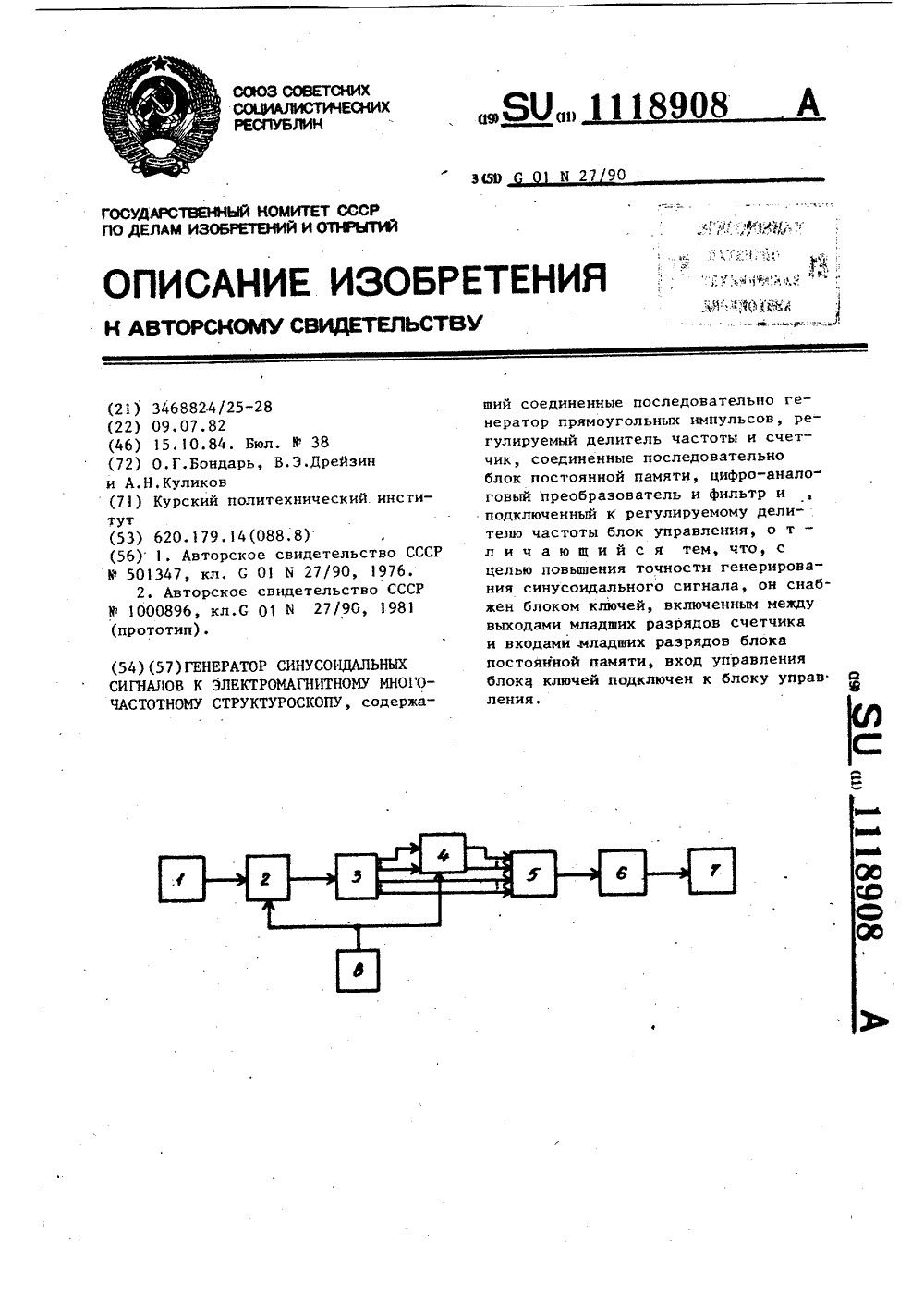
Номер патента: 1118908
Опубликовано: 15.10.1984
Авторы: Бондарь, Дрейзин, Куликов
МПК: G01N 27/90
Метки: генератор, многочастотному, сигналов, синусоидальных, структуроскопу, электромагнитному
...большое число дискретных отсчетов, а на 35 низких частотах при малом числе отсчетов снижается точность генерируемого сигнала.Цель изобретения - повышение точности генерирования синусоидального 40 сигнала.Поставленная цель достигается тем, что генератор синусоидальных сигналов к электромагнитному многочастотному структуроскопу, содержащий сое диненные последовательно генератор прямоугольных импульсов, регулируемый делитель частоты и счетчик, соединенные последовательно блок постоянной памяти, цифро-аналоговый пре образователь и фильтр и подключенный к регулируемому делителю частоты блок управления, снабжен блоком ключей, включенным между выходами млад-, ших разрядов счетчикаи входами млад ших разрядов блока постоянной памяти вход...
Устройство пеленгации электромагнитных сигналов грозовых разрядов

Номер патента: 1661700
Опубликовано: 07.07.1991
Автор: Епанечников
МПК: G01S 13/95
Метки: грозовых, пеленгации, разрядов, сигналов, электромагнитных
...14, блок 15 формирования развертывающих напряжений и индикатор 16пеленга,Блок 15 Аормировання развертываюшихнапряжений содержит амплитудные модуляторы 17 и 18 и генератор 19 синусои дального напряжения,Устройство работает следующим об"разом.Сигнал атмосферика, принятый направленными, ортогонально ориентированными магнитными антеннами 1 и 2,поступает соответственно на первый 4и второй 5 узкополосные усилителифильтры с регулируемыми коэААициента,ми усиления, и сигнал атмосферика,принятый вертикальной электрическойантенной 3 с круговой диаграммой направленности, поступает на усилительАильтр 6 с регулируемым коэффициен том усиления.Сигнал с выхода третьего усилителяФильтра 6 электрического канала подступаетт на Аазовращатель 10,...
Чувствительный элемент диффузионного датчика механических сигналов

Номер патента: 940274
Опубликовано: 30.06.1982
МПК: H01G 9/22
Метки: датчика, диффузионного, механических, сигналов, чувствительный, элемент
...из инертного к электролиту (иод-иодид) металла, например, тита на, .в которой выполнен измерительный канал, представляющий собой, например, систему параллельных цилиндри 1ческих отверстий диаметром 0,1-0,2 ммстенки канала покрыты пленочным рабочим слоем 2 из металла платиновойгруппы, являющимся измерительнымэлектродом. Электрод 2 имеет электрический контакт с телом подложки 1.Наружная поверхность подложки покрыта непроводящим слоем 3, например,из двуокиси титана. Непосредственнона непроводящий слой одной из торцевых сторон подложки нанесен кольцевойпленочный слой 4 из металла платиновой группы. Этот пленочный слой является противоэлектродом. Током 5 имеетэлектрический контакт с пленочнымрабочим слоем измерительного электрода 2,...
Способ определения параметров шероховатости механически обработанной поверхности деталей машин

Номер патента: 1585672
Опубликовано: 15.08.1990
Автор: Заморянский
МПК: G01B 11/30
Метки: машин, механически, обработанной, параметров, поверхности, шероховатости
...возможности определения направления следов обработки.На чертеже изображена принципиальная схема для осуществления способа, 2 ОНа схеме изображены источник коллимированного пучка излучения, например,лазер 1, экран 2 с отверстием 3,световая полоса 4 дифрагировавшегоизлучения от пучка 5, поверхность 6 25детали 7.Предлагаемый способ осуществляется следующим образом.Пучок коллимированного излучения,от лазера 1 направляют на поверхность6 детали 7 и регистрируют отраженноеот нее излучение. По ходу пучка устанавливают. экран 2 с отверстием 3для прохождения пучка. На экране 2наблюдают дифракционную картину ввиде световой полосы 4. О направле 35нии следов обработки судят по направлению световой полосы 4 с учетом того, что полоса 4 перпендикулярна...
Предыдущий патент: Устройство для настройки инструмента на станках с чпу
Следующий патент: Фиксирующее устройство
Случайный патент: Способ управления спектральным диапазоном малоинерционного свечения твердотельного электронно-оптического излучателя.