Способ управления процессом обработки и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1189656
Авторы: Барзов, Кибальченко, Подураев



Текст
(56) Авторское свидетельство СССР У 729032, кл. В 23 Я 15/00, 1980Авторское свидетельство СССР У 831532, кл. В 23 (1 15/00, 1981.Авторское свидетельство СССР В 1038083, кл. В 23 В 1/00, 1983. (54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ .ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.(57) 1. Способ управления процессом обработки, заключающийся в определеСУДАРСТВЕННЫЙ КОМИТЕТ ССС ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙОПИСАНИ Н АВТОРСКОМУ нии сигнала оптимальнои температурызоны контакта, при изменении которого изменяют последовательно скорость,подачу и глубину резания, о т л и -ч а ю щ и й с я тем, что, с цельюповьппения точности и производительности способа, обработку ведут черновым и чистовым резцами, и одновременно регистрируют сигналы акустической эмиссии того и другого процессарезания, при этом по значениям сигналов акустической эмиссии процессарезания черновым резцом изменяютглубину резания чистового резца, апо значениям сигналов акустическойэмиссии процесса резания чистовымрезцом последовательно изменяютрежимы резания механической обработ11896 5 б ную стоианные са резания. соб исклюые инерцисистемы 5 2, Устройство управления процессом обработки, содержащее чистовой резец и анализатор, соединенный с регулируемыми. электродвигателями подачи и скорости резания, о т л и - ч а ю щ е е с я тем, что в него введены черновой резец, два датчика сигналов акустической эмиссии, два блока обработки сигналов, блок определения компенсационной глубины резания, блок управления глубиной резаИзобретение относится к машиностроению, в частности к обработкеметаллов резанием леэвийным инструментом, например резцом.Целью изобретения является повышение точности, увеличение производительности за счет оптимизациирежимов обработки,Способ основан на том, что применение чернового и чистового резца1 Оувеличивают производительность оборудования. В этом случае происходитинтенсивное изнашивание черновогорезца, что отрицательно сказываетсяна точности, качестве обрабатываемой поверхностиСледовательно,измерение его износа с помощью метода акустической эмиссии (АЭ) позволит управлять глубиной резаниячистового резца и тем самым обеспечить заданные выходные параметрыпроцесса обработки. При этом изменяются условия резания чистовогорезца, т.е, они становятся не оптимальными, что требует изменения режимов резания по скорости резанияи подаче.Известно, что наименьшей величине суммарного импульса упругихволн напряжений соответствует оптимальный технологический параметр,а также то, что для получения оптимальной производительности и оптимальной стойкости обработки, режимы резания следует выбирать в после- З 5довательности подача-скорость,Используя эти положения, получают оптимальные режимы обработки,ния, причем первый датчик сигналовакустической эмиссии последовательносоединен с первым блоком обработкисигналов, блоком определения компен сациониой глубины резания , блоком управления глчбиной реза ния , а второй датчик сигналовакустической эмиссии соединенс вторым блоком обработки сигналов , который соединен с анализатором. что обеспечивает максима кость чистового резца и выходные параметры процеКроме того, данный сп чает погрешности, вызван онностью и запаздыванием управления, так как расстояние между резцами является достаточным для компенсации возможных погрешностей.Способ осуществляется следующим образом.В процессе обработки, возможно по корке, черновым резцом регистрируют сигналы АЭ, по которым определяют радиальный износ резца, а также его возможный отжим, определяют компенсационную глубину резания для чистового резца. При этом применяются условия резания для чистового резца, Регистрируя сигналы АЭ процесса резания чистовым резцом, изменяют сначала подачу в определенных пределах, а затем скорость резания с целью минимизации суммарного импульса упругих волн напряжений, что обеспечивает оптимальные условия резани и заданные характеристики обрабатываемой детали.На чертеже представлена блок-схема устройства управления процессом обработки.Устройство состоит из чернового резца 1 и последовательно соединенных первого датчика 2 сигналов АЭ первого блока 3 обработки сигналов, блока 4 определения компенсационной глубины резания, блока 5 управления189656 Составитель А.ШубинРедактор Т.Кугрышева Техред О.Ващищина Корректор М.Пожо Заказ 6831/15 Тираж 837 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 3 1 глубины резания чистового резца, чистового резца 6 и последовательно соединенных второго датчика 7 сигна" лов АЭ, второго блока 8 обработки сигналов, анализатора 9, который со" единен с регулируемыми электродвигателями подачи 10 и скорости резания 11. Устройство работает следующим образом.Установленный вблизи зоны резания чернового резца датчик 2 принимает механические сигналы АЭ, генерируемые в процессе резания и преобразует их в электрические сигналы, которые поступают на первый блок 3 обработки сигналов, где происходят предварительное усиление сигналов, частотная фильтрация, основное усиление, определение радиального износа резца и его возможный отжим в результате действия сил резанияЗатем сигнал поступает на блок 4определения компенсационной глубинырезания, где происходит определение 5 значения истинной глубины резанияс учетом отжима и износаПосле блока4 сигнал поступает на блок 5 управления глубиной резания, С чистовогорезца 6 с помощью датчика 7 сигналов 1 О АЭ, установленного вблизи зоны резания чистовым резцом, сигналы АЭпоступают на второй блок обработкисигналов, где сигналы усиливаются,фильтруются, еще раэ усиливаются 15 и поступают на анализатор 9, которыйпутем изменений подачи; скоростирезания в определенных пределах минимизирует суммарный импульс упругихволн напряжений, регистрируемый дат чиком 7, эа счет чего обеспечиваются оптимальные условия механическойобработки.
СмотретьЗаявка
3775312, 14.05.1984
МВТУ ИМ. Н. Э. БАУМАНА
ПОДУРАЕВ ВИКТОР НИКОЛАЕВИЧ, БАРЗОВ АЛЕКСАНДР АЛЕКСАНДРОВИЧ, КИБАЛЬЧЕНКО АЛЕКСАНДР ВАЛЕНТИНОВИЧ
МПК / Метки
МПК: B23Q 15/00
Метки: процессом
Опубликовано: 07.11.1985
Код ссылки
<a href="https://patents.su/3-1189656-sposob-upravleniya-processom-obrabotki-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом обработки и устройство для его осуществления</a>
Преобразователь фазомодулированных сигналов в частотно модулированные сигналы
Номер патента: 1501249
Опубликовано: 15.08.1989
МПК: H03C 3/06
Метки: модулированные, сигналов, сигналы, фазомодулированных, частотно
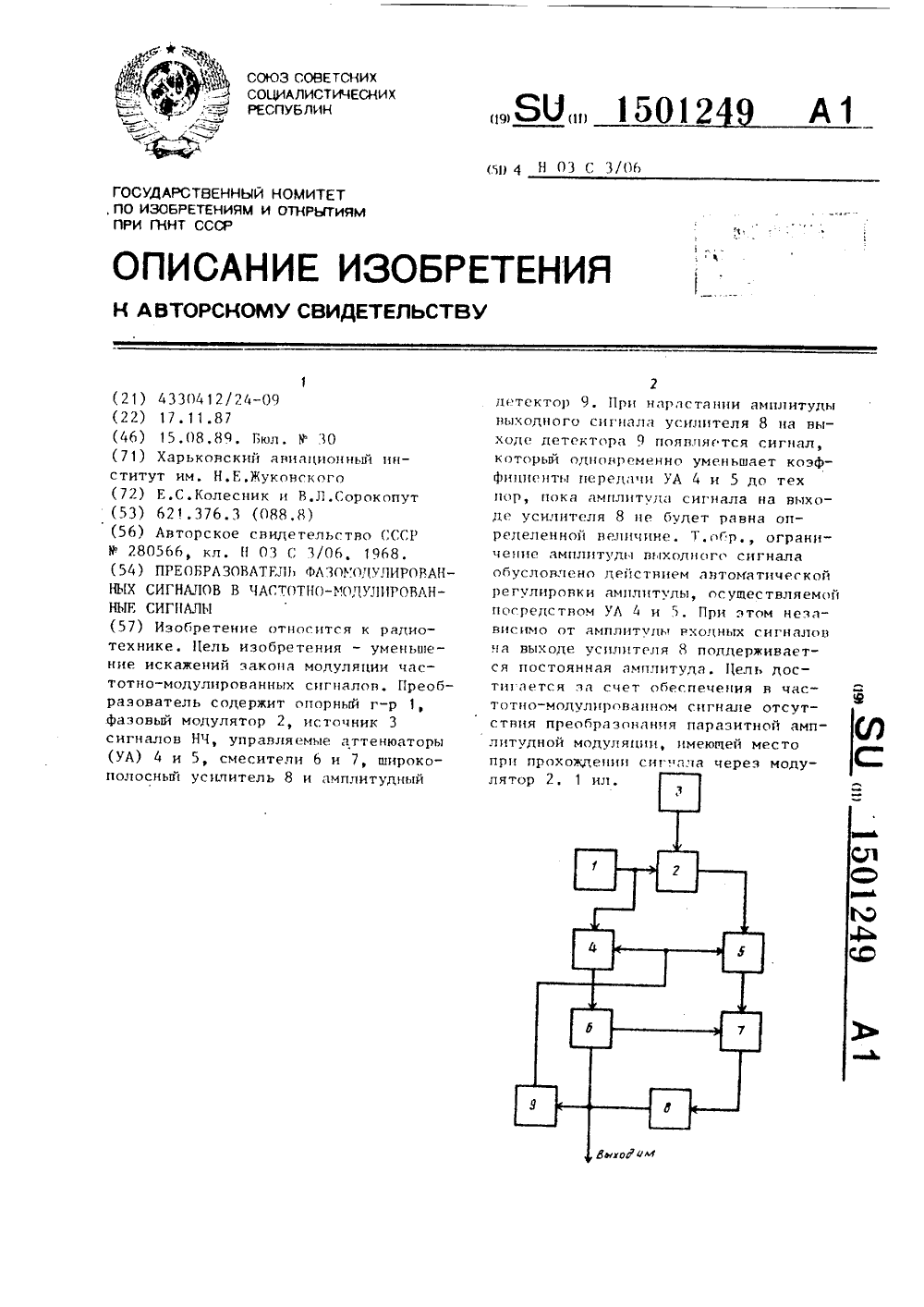
...сигнала, поступающие на второй вход смесителя 6. После пребразвация в смесителях 6 и 7 эти флуктуации поступают на вход широкополосного усилителя Й.Таким образом, широкополосный усилитель 8 оказьнается охваченным це пью обратной связи, входом которой является вторй вход смесителя 6, а выходом - выход смесителя 7, Эта цепь обратной связи является четырехт- люсником братнси гнязи (ЧОС), 11 р 55 выполнении ус пццй ба 1 анса фаз ц амплитуд ц авго батеп цой сигтсме, образоваци и епццеццыми в кол ц,ипрон цпи ьм у цпцттп и 8 и 1 РС, цэцкают .иебацця с чагттой Г аавци й т раапсти фаз колебаний, п.тупанщих ца входы смесителей Ь и 7, Иа выходе смегитсля 6 вьде.нетс я ги цап с частотойгде Г- чагтота сигнала ца выходеаттецюаторов 4 и 5,Г -...
Способ калибровки приемных устройств сигналов акустической эмиссии

Номер патента: 1320741
Опубликовано: 30.06.1987
Авторы: Банов, Максакова, Троенкин
МПК: G01N 29/04
Метки: акустической, калибровки, приемных, сигналов, устройств, эмиссии
...параметрами значения, равного базовому,Способ калибровки систем приема сигналов АЭ реализуется следующим образом.На базовом контролируемом изделии 5 устанавливают на расстоянии К от приемника 1, например пьезоэлектрического преобразователя на резонансную частоту 300 кГц излучатель 2, например серийный прямой совмещенный преобразователь на частоту 2,5 МГц. В качестве генератора 3 и блока 4 измерения вводимой в изделие 5 УЗ энергии используют соответствующие блоки УЗ- дефектоскопа ДУК, а в качестве приемно- регистрирующего блока 6 - акустико-эмиссионный анализатор - локатор типа 3000/ /3104 фирмы РАС. Подают с генератора 3 на излучатель 2 электрический импульс, который трансформируется излучателем 2 в УЗ-колебания, распространяющиеся в...
Устройство для измерения разности времен прихода сигналов акустической эмиссии

Номер патента: 962803
Опубликовано: 30.09.1982
Автор: Анисимов
МПК: G01N 29/04
Метки: акустической, времен, прихода, разности, сигналов, эмиссии
...акустической эмиссии появляются в каналах 1 приема сигналов в разные моменты времени. Иэ этих сигналов формируют импульсы, которые поступают на входы первого блока 2 формирования интервалов времени. Он формирует прямоугольные импульсы, длительность которых соответствует интервалам времени между сигналами в разных каналах. Последние посту пают в первый измеритель 3 интервалов времени, где их величины измеряют, например счетно-импульсным методом, и результаты измерений с выходов поступают на регистратор. Одно временно с началом формирования интервалов времени дТ с управляющих выходов первого блока 2 формирования интервалов времени поступают на входы блоков 4 задержки специаль ные сигналы, соответствующие появлению сформированных...
Способ оптимизации процесса резания при работе двумя резцами

Номер патента: 1419815
Опубликовано: 30.08.1988
Автор: Вайнберг
МПК: B23B 25/06
Метки: двумя, оптимизации, процесса, работе, резания, резцами
...на определениеоптимальных параметров,На Фиг, 1 представлена структурная схема реализации способа; наФиг, 2 - иллюстрация методики осуществления способа,Симметрична обрабатываемая деталь1 двумя резцами 2 и 3 установлена 20в станке, содержащем измерительнуюсхему 4 (для измерения терма-ЗДСрезания ) с знакочувствительным нупьиндикатором, акустоэмиссианный датчик 5 закрепленный ня однои из резцов, например 2, усилитель 6, изме=ритель 7 осредненных характеристик(например, амплитуды огибающей) сигналов акустической эмиссии и регистратор Б, управляющий вход которога .1 Ссоединен с вьгходом схемыВо время работы оптимизация процесса резания по данному способу осуществляется следующим образомВ начале процесса резания с псмощью регулятора 9...
Способ образования одновременных сигналов цветного телевидения из сигналов от датчика с поочередной сменой цветов по полям

Номер патента: 115637
Опубликовано: 01.01.1958
Автор: Товбин
МПК: H04N 11/22
Метки: датчика, образования, одновременных, полям, поочередной, сигналов, сменой, телевидения, цветного, цветов
...одновременного сигнала цветного изображения выделяют составляющие основных цветов с помощьюобычных демодуляторов и фильтров.Блок-схема устройства, выполненного по оприведена на фиг. 1. Частотное распределениесигналов - на фиг. 2.С выхода датчика последовательных сигналов 1, чередующихся счастотой полей сигнала, сигналы, соответствующие красному (Ур), синему (У) и зеленому (У) цвету, поступают на электронный коммутатор 2, где они разделяются между собой.Сигналы У и (l ограничиваются на полосе ф" сле чего каждый из них используется для модуляциисущих частот. писываемому способу, спектров записанных ильтрами 3 и 4, по- генераторов подне115637 2 Спектры модулированных частот Р, и Рв разнесены между собой и вынесены за пределы спектра...
Предыдущий патент: Устройство для контроля шероховатости поверхности в процессе резания
Следующий патент: Поворотно-делительный стол
Случайный патент: Способ измерения угла ввода ультразвуковых колебаний в материал