Способ формирования рабочей части зубьев деревообрабатывающих пил и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
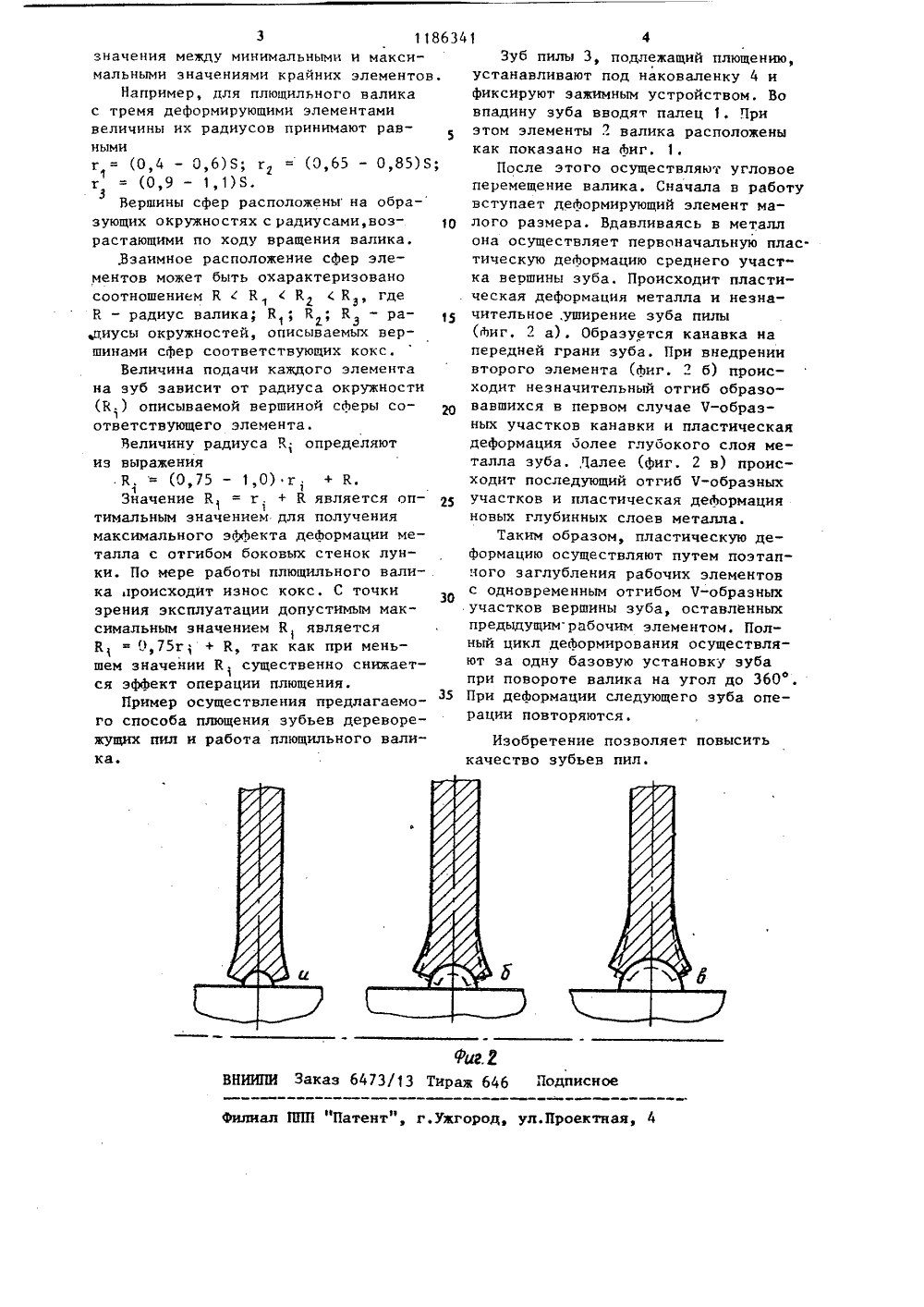
(5) 4 ОПИСАНИЕ ИЗОБРЕТЕН К АВТОРСКОМУ 39М.Герне ена Трудово сотехническ 213043,ИЯ РАБОЧЕЙАБАТЫВАЮЩИХГО ОСУЩЕСТВЛ ГОСУДАРСТВЕННЫЙ КОМИТЕТ СС ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЬ(71) Архангельскич орго Красного Знамени линститУт им. В,В.Куйбь(54) СПОСОБ ФОРМИРОВАЧАСТИ ЗУБЬЕВ ДЕРЕВООБПИЛ И УСТРОЙСТВО ДЛЯНИЯ. ЯО 118634(57) 1. Способ формирования рабочей части зубьев деревообрабатывающих , пил, включающий установку и фиксацию зуба и пластическую деформацию вершины зуба с Аормированием канавки дугообразного профиля и Ч-образных участков, о т л и ч а ю щ и й - с я тем, что, с целью повышения качества зубьев, пластическую деформа цию вершины зуба осуществляют за не сколько сталий, при этом на каждой последующей стадии осуществляют отгиб Ч-образных участков и формирование профиля канавки большего ради уса.1186341 2. Устройстводля Формирования рабочей части зубьев деревообрабатывающих пил, содержащее поворотный валик и радиально смонтированный на нем основной деформирующий элемент со сферической рабочей частью, о т - л и ч а ю щ е е с я тем, что поворотный валик снабжен радиально смонтированными на нем дополнительными деформирующими элементами со сферическими рабочими частями, расположенными в одной плоскости с основными деформирующими элементами, при этом Изобретение относится к обработке металлов давлением и может бытьиспользовано в инструментальном производстве при изготовлении и Формировании рабочей части зубьев де- %ревообрабатывающих пил,Цель изобретения - повышение качества зубьев пил.На Фиг. 1 изображена схема Формирования рабочей зоны зуба пилы; на 10фиг. 2 - стадии формирования рабочей части эуба.Способ Формирования рабочей части зубьев деревообрабатывающих пилвключает установку и Фиксацию зуба, 1пластическую деформацию вершины зуба,которую осуществляют пульсирующейнагрузкой при повороте валика, оснащенного несколькими рабочими элементами, на угол до 260.20Пластическую деформацию выполняютэа одну базовую установку, причемкаждым последующим элементом отгибают края канавки, полученной от воздействия предыдущего элемента, и одновременно расплющивают новую порциюметалла при Формировании профиляканавки большего радиуса. Валик для осуществления предлагаемого способа выполнен в виде цилин" Зч дрического пальца 1, на конце которо" го установлен хвостовик для передачи на валик крутящего момента от привода станка. В тело пальца вмонтированы рабочие элементы 2. ЗЮВалик может быть снабжен двумя и более рабочими элементами. Рабочая сферы рабочих чаСтей основного и дополнительного деформирующих элементов выполнены с последовательно увеличивающимся радиусом, а радиус К; окружности, описываемой вершиной соответствующего деформирующего элемента, определяют следующим выражениемК 1 = (0,75 - 1,0)г; + К, где г. - радиус сферической поверх 1ности соответствующего деФормирующего элементаК - радиус поворотного валика. поверхность деформирующих элементов выполнена сферической с радиусами г -( гЧеформирующие элементы равномерно расположены в одной диаметральной плоскости. Размер радиуса сферической поверхности каждого деформирующего элемента (гД зависит от толщины полотна пилы (Я). Минимальные и максимальные значения радиусов крайних деформирующих элементов определяют иэ выраженийгмин (О 4 Э 6) Бф- максМеньшее значение гмрр = 0,48 обусловлено прочностными характеристиками рабочего элемента..Большее значение гм = 3,6 Я обусловлено обеспечением максимального эффекта по уширению вершины зуба на первоначальном этапе деформирования, ограниченного возникающей нагрузкой при деформировании, а следовательно, надежностью работы устройства в целом,. диапазон гц(0,9 - 1,1)Б ограничен условием точности изготбвле-. ния сферической части деформирующего элемента. Оптимальным значением гмс следует считать г,мр = Б, при котором достигается наиболее качественное дейормирование зубьев без образования трещин в зоне деформации.При установке в валике трех и более деформирующих элементов размеры радиусов промежуточных элементов вычисляют как средние арифметические118634 Фиг,2ИИПИ Заказ 6473/13 Тираж 646 Подпи ал ППП "Патент", г.Ужгород, ул.Проектная,значения между минимальными и максимальными значениями крайних элементов.Например, для плющильного валика с тремя деформирующими элементами величины их радиусов принимают равнымиг = (0,4 - 0,6)Я; г = (0,65 - 0,85)Я; г = (О 9 - 1,1)Я.Вершины сфер расположены на обра- зующих окружностях с радиусами,возрастающими по ходу вращения валика,,Взаимное расположение сфер элементов может быть охарактеризовано соотношением Р ( К 1 ( К 2 ( К 3, где К - радиус валика; К ; Р 2, КЗ - Ра ,диусы окружностей, описываемйх вершинами сфер соответствующих кокс.Величина подачи каждого элемента на зуб зависит от радиуса окружности (К ) описываемой вершиной сферы соответствующего элемента.Величину радиуса К; определяют из выраженияК. = (0,75 - 1,0) г,. + К.Зйачение К = г, + К является оп тимальным значением для получения максимального эффекта деформации металла с отгибом боковых стенок лунки. По мере работы плющильного валика происходит износ кокс. С точки зрения эксплуатации допустимым максимальным значением К является К 1 " 0,75 г; + К, так как при меньшем значении К существенно снижается эффект операции плющения.35Пример осуществления предлагаемого способа плющения зубьев дереворежущих пил и работа плющильного валика. 1 4Зуб пилы 3, подлежащий плющению,устанавливают под наковаленку 4 ификсируют зажимным устройством. Вовпадину зуба вводят палец 1. Приэтом элементывалика расположеныкак показано на фиг, 1,После этого осуществляют угловоеперемещение валика. Сначала в работувступает деформирующий элемент малого размера. Вдавливаясь в металлона осуществляет первоначальную плас.тическую деформацию среднего участ"ка вершины зуба. Происходит пластическая деформация металла и незначительное,уширение зуба пилы(Фиг, 2 а). Образуется канавка напередней грани зуба. При внедрениивторого элемента (фиг. " б) происходит незначительный отгиб образовавшихся в первом случае Ч-образных участков канавки и пластическаядеформация долее глубокого слоя металла зуба. Далее (фиг. 2 в) происходит последующий отгиб Ч-образныхучастков и пластическая деформацияновых глубинных слоев металла.Таким образом, пластическую деформацию осуществляют путем поэтапного заглубления рабочих элементовс одновременным отгибом Ч-образныхучастков вершины зуба, оставленныхпредыдущим рабочим элементом. Полный цикл деформирования осуществляют за одну базовую установку зубапри повороте валика на угол до 360При деформации следующего зуба операции повторяются. Изобретение позволяет повыситькачество зубьев пил.
СмотретьЗаявка
3743019, 22.05.1984
АРХАНГЕЛЬСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ЛЕСОТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. В. В. КУЙБЫШЕВА
ОСТРОУМОВ ИВАН ПЕТРОВИЧ, ГЕРНЕТ ГЕРМАН МИХАЙЛОВИЧ, ШЕСТАКОВ ВИКТОР ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B21J 5/00, B23D 63/06
Метки: деревообрабатывающих, зубьев, пил, рабочей, формирования, части
Опубликовано: 23.10.1985
Код ссылки
<a href="https://patents.su/3-1186341-sposob-formirovaniya-rabochejj-chasti-zubev-derevoobrabatyvayushhikh-pil-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ формирования рабочей части зубьев деревообрабатывающих пил и устройство для его осуществления</a>
Способ изготовления эластичного покрытия нажимного валика с армирующим элементом в виде однополостного гиперболоида

Номер патента: 1326651
Опубликовано: 30.07.1987
Авторы: Беркович, Вирин, Кацер, Соколов, Ткаченко
МПК: D01H 5/80
Метки: армирующим, валика, виде, гиперболоида, нажимного, однополостного, покрытия, эластичного, элементом
...заготовку снимают со шлифовального дорна,Сущность способа закгючается втом, что по мере навивки армирующегоэлемента натяжение отдельных витковвозрастает от краев заготовки кцентру по квазигиперболическому закону, причем отношение силы натяжениякаждого витка к жесткости внутреннего слоя в любой точке изменяют в пре-.делах 0,15-0,95,При величине отношения менее 0,15не создается достаточного сцеплениямежду наводимой нитью и резиной, необходимого для осуществления дальнейшего увеличения натяжения от краевзаготовки к центру по квазигиперболическому закону, т.е. отсутствует возможность осуществления предлагаемого способа, Образование квазигиперболического расположения армирующего элемента из цилиндрического происходит только в процессе...
Механизм прочеса не прочесанной части бородок и формирования ленты на гребнечесальных машинах

Номер патента: 96337
Опубликовано: 01.01.1953
Авторы: Рачицкий, Стекольщиков
МПК: D01G 19/02, D01G 19/10
Метки: бородок, гребнечесальных, ленты, машинах, механизм, прочеса, прочесанной, формирования, части
...проекциях.Работа механизма основана на сочетании вертикального игольчатого круга 1 с вытяжными цилиндрами 2, расположенными под углом к игольчатому кругу в горизонтальной плоскости, пересекающей кругпо хорде.Горизонтальным игольчатым транспортером 3 бородки подаются к механизму, пересаживаются на вертикальный игольчатьш круг 1 ,и углубляются в иглы круга диском 4. Для исключения поворота свисающих концов бородок против движения до пересадки их на круг предусмотрен бесконечный ремешок 5, имеющий скорость движения несколько большую скорости движения бородок.Завидка концов бородок в вытяжные цилиндры осуществляется кожаной муфтой 6, которая прижимает волокна к столику 7 и, имея- 2 -96337большую скорость движения относительно движения...
Зуб к ковшу рабочего органа землеройной машины

Номер патента: 281268
Опубликовано: 01.01.1970
Метки: землеройной, зуб, ковшу, органа, рабочего
...наковше от износа.Для повышения удельных сил резания в зоне внедрения зуба в забой режущая частьпредлагаемого зуба выполнена с симметричнонаклонными относительно продольной оси зуба многогранными пирамидами, которые образуют в передней плоскости зуба выемкутреугольного сечения.11 а фиг. 1 показан предлагаемый зуб, видсбоку; на фиг, 2 - то же, вид в плане.Зуб состоит из режущей части 1 ивика 2 и крепится в гнезде 3 на Режущая часть 1 зуба имеет активные уча.стки 5 внедрения в массив.Зуб в начальной стадии внедрения в массив соприкасается с последним вершинами 5 пирамид. Поскольку вершины имеют незначительную площадку контакта с забоем, со.здаются повышенные удельные усилия резания, приводящие к разрушению ископаемого не только в зонах...
Зуб к ковшу рабочего органа роторного экскаватора

Номер патента: 293978
Опубликовано: 01.01.1971
Авторы: Владимиров, Коркушко, Лозовик, Ситкарев, Стол, Хазанет
МПК: E02F 9/28
Метки: зуб, ковшу, органа, рабочего, роторного, экскаватора
...части зуба.На фиг. 1 изображен предлагаемый зуб, об 1 ций вид; на фиг, 2 разрез по А - А на фиг, 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 показано действие составляющих усилия резания на режущий элемент зуба, вид в плане.Предлагаемый зуб содержит хвостовик 1 и режущий элемент 2, Режущий элемент 2 выполнен в виде трехгранной призмы, передняя часть которой срезана заданной площадкой затупления 3, пересечение площадки затупления с боковой гранью 4 образует переднюю режущую кромку 5, ось последней смещена по отношению к продольной осп хвостовика 1.Боковые грани 4 н б, пересекаясь, образуют верхнюю режущую кромку 7.Разрушение массива в процессе резания зу бом производится верхней режущей кромкой 7и передней режущей кромкой...
Способ защиты элементов проточной части турбины от коррозионного растрескивания

Номер патента: 1344917
Опубликовано: 15.10.1987
Авторы: Мартынова, Петрова, Поваров, Самойлов
МПК: F01D 5/28
Метки: защиты, коррозионного, проточной, растрескивания, турбины, части, элементов
...значением рН 6,5 - 7,5, Воду в ступень35вводят в зоне перегретого пара (перегрев пара может достигать 50 С)через канал 11, из которого вода попрорезям 12 и 14 поступает между сопВНИИПИ Заказ 4898/33Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная 4 н значением рН 6,5 - 7,5, Воду вступень вводят в зоне перегретого пара через канал 11. Из последнего вода по прорезям 12 и 14 поступает между сопловыми и рабочими лопатками(Л) 9 и 3, между телом 10 диафрагмы1 и диском 4, а также в зоны 15, 16уплотнения и посадки диска 4. Вода,введенная в виде крупных капель, поддействием центробежных сил сбрасыва-,ется к периферии 18 рабочих Л 3 ичастично удаляется через устройство19, С этой водой удаляются из проточной части образующиеся в потоке...
Предыдущий патент: Резьбонакатной инструмент
Следующий патент: Радиально-ковочная машина
Случайный патент: Способ отбора озимых зерновых культур на продуктивность