Способ формирования головок болтов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
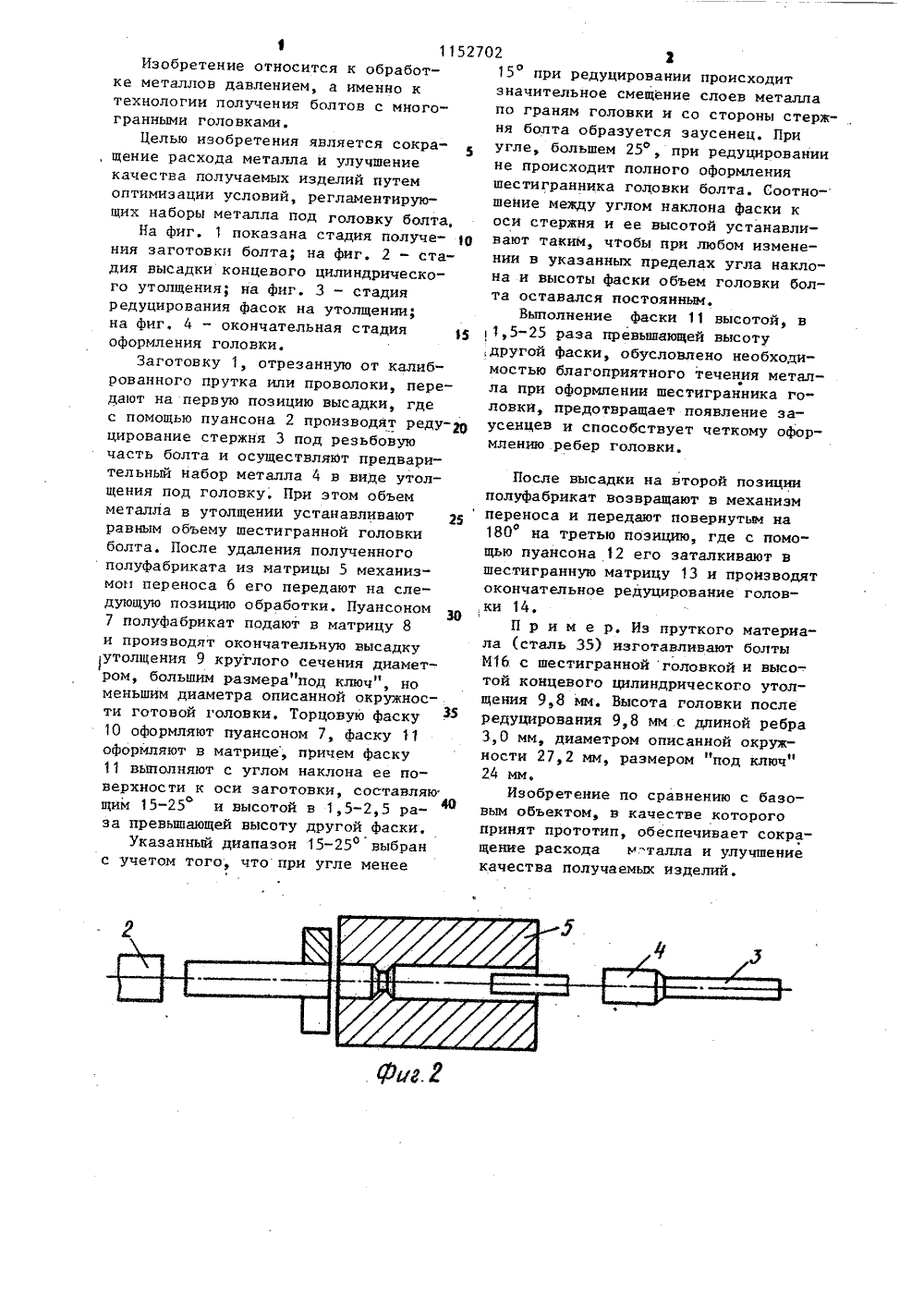
(51) В 21 К 1/46 ГОСУ ЕТЕНИЯ о ТрудосельсОЛОВОК ичес- ичесшим ра АРСТБЕННЫЙ КОМИТЕТ СССРЛАМ ИЗОБРЕП.НИЙ И ОТНРЬПМИ ОПИСАНИЕ ИЗО Н АВТОРСКОМУ СВИДЕТЕЛ(71) Ростовский-на-Дону орденаного Красного Знамени институткохозяйственного машиностроения(56) Авторское свидетельство Су 373076, кл. В 21 К 1/00, 197(54)(57) СПОСОБ ФОР%РОВАНИЯ ГБОЛТОВ путем высадки на цилиндркой заготовке концевого цилиндркого утолщения диаметром, боль мера "под ключ", но меньшим диаметраописанной окружности готовой головки,а также оформления многогранного про"филя головки путем редуцирования,о т л и ч а ю щ и й с я тем, что,с целью сокращения расхода металла иулучшения качества, при высадке .цилиндрического утолщения на его тор"цовых участках формируют фаски, приэтом фаску со стороны части заготовки, не подвергшейся высадке, выполняют с углом наклона ее поверхностик оси заготовки, составляющим 15-25и высотой, в 1,5-2,5 раза превышающей высоту другой фаски.После высадки на второй позиции полуфабрикат возвращают в механизмпереноса и передают повернутым на 180 на третью позицию, где с помощью пуансона 12 его заталкивают в шестигранную матрицу 13 и производят окончательное редуцирование голов,ки 14.П р и м е р. Из пруткого материала (сталь 35) изготавливают болты М 16 с шестиграннои головкой и высотой концевого цилиндрического утолщения 9,8 мм. Высота головки послередуцирования 9,8 мм с длиной ребра3,0 мм, диаметром описанной окружности 27,2 мм, размером "под ключ"24 мм.Изобретение по сравнению с базовым объектом, в качестве которого принят прототип, обеспечивает сокращение расхода м."талла и улучшение качества получаемых изделий. 1 11527Изобретение относится к обработке металлов давлением, а именно ктехнологии получения болтов с многогранными головками,Целью изобретения является сокра 5, щение расхода металла и улучшениекачества получаемых изделий путемоптимизации условий, регламентирующих наборы металла под головку болта,На фиг. 1 показана стадия получе Ония заготовки болта; на фиг. 2 - стадия высадки концевого цилиндрического утолщения; на фиг. 3 - стадияредуцирования Фасок на утолщении;на фиг, 4 - окончательная стадияоформления головки.Заготовку 1, отрезанную от калиброванного прутка или проволоки, передают на первую позицию высадки, гдес помощью пуансона 2 производят реду-щцирование стержня 3 под резьбовуючасть болта и осуществляют предварительный набор металла 4 в виде утолщения под головку, При этом объемметалла в утолщении устанавливаютравным объему шестигранной головкиболта. После удаления полученногополуфабриката из матрицы 5 механизмом переноса б его передают на следующую позицию обработки, Пуансоном7 полуфабрикат подают в матрицу 8и производят окончательную высадкуутолщения 9 круглого сечения диаметром, большим размера"под ключ", номеньшим диаметра описанной окружности готовой головки. Торцовую фаску10 оформляют пуансоном 7, Фаскуоформляют в матрице, причем фаску11 выполняют с углом наклона ее поверхности к осн заготовки, составляющим 15-25 и высотой в 1,5-2,5 раза превышающей высоту другой фаски,укаэанный диапазон 15-25 выбранс учетом того, что при угле менее 02 215 при редуцировании происходит значительное смещение слоев металла по граням головки и со стороны стержня болта образуется заусенец. При угле, большем 25 , при редуцировании не происходит полного оформления шестигранника головки болта, Соотно- шение между углом наклона фаски к оси стержня и ее высотой устанавливают таким, чтобы при любом изменении в укаэанных пределах угла наклона и высоты Фаски объем головки болта оставался постоянным,Выполнение Фаски 11 высотой, в 1,5-25 раза превышающей высоту ,другой Фаски, обусловлено необходимостью благоприятного течения металла при оформлении шестигранника го" ловки, предотвращает появление заусенцев и способствует четкому оформлению ребер головки.. Л. Пилипенко Заказ 2388/9 Тираж 647 Подписное ВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж-З 5, Рвушская наб., д. 4/5Филиап ПП 11 "Патент", г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
3439051, 07.05.1982
РОСТОВСКИЙ-НА-ДОНУ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ СЕЛЬСКОХОЗЯЙСТВЕННОГО МАШИНОСТРОЕНИЯ
ЖУРАВЛЕВ АЛЕКСАНДР ЗАХАРОВИЧ, МОРЕНКО БОРИС НИКОЛАЕВИЧ, ЕФРЕМОВА ЕЛЕНА АЛЕКСАНДРОВНА
МПК / Метки
МПК: B21K 1/46
Метки: болтов, головок, формирования
Опубликовано: 30.04.1985
Код ссылки
<a href="https://patents.su/3-1152702-sposob-formirovaniya-golovok-boltov.html" target="_blank" rel="follow" title="База патентов СССР">Способ формирования головок болтов</a>
Прибор для определения горизонтальной проекции и высоты наклонной

Номер патента: 15556
Опубликовано: 31.05.1930
Автор: Гоголашвили
МПК: G01C 15/00
Метки: высоты, горизонтальной, наклонной, прибор, проекции
...А и В, образующих прямоугольный угольник, при чем линейка В снабжена подвижными салазками М с прикрепленной на шарнире передвижнойлинейкой С. Другой конец линейки С направляется планкой Р, расположенной радиально в сна бженном градусными делениями секторе,Л, который передвигается по другой стороне А угольника, На линейках А, В и С имеются деления, для более точного отсчета которых прибор снабжается но-, ниусом Н на салазках М и тремя но- ниусами ННп и Нгн на планке Р и секторе,Д на линейке А, /а для закрепле-. ния планки Р на линейке С предназначен винт в.Положим, что требуется опрес,елить горизонтальную проекцию и высоту на- клонной линии длиной 100 делений, при угле наклона 40. Для этого надо отпустить закрепительный винт в и линейку...
Инструмент для изготовления шестигранной головки болта

Номер патента: 884819
Опубликовано: 30.11.1981
Авторы: Васильев, Железков, Медников, Паршин, Петрик
МПК: B21K 1/44
Метки: болта, головки, инструмент, шестигранной
...болта осуществляется следующим образом, Отрезанную заготовку 3 передают напозицию штамповки, где пуансоном 4 производят предварительную высадку головки5 в виде конуса, Затем заготовку выталкивателем 6 удаляют из матрицы 7 и передают на позицию И где с помощью пуансона 8 в матрице 9 высаживают цилиндрическую головку 10 с диаметром, равным 1,05-1,10 размера под ключ. Послеэтого заготовку выталкивают из матрицы щ9 и переносят на Ю позицию, где в матрице 11 редуцируют участок 12 стержняпод накатку резьбы, НаЧ позиции с помощью инструмента, состоящего из пуансона 1 и матрицы 2, осуществляют формирование шестигранной головки 13 болта,Пуансон 1 для формирования шестигранной головки 13 имеетдеформируюшую 14и калибруюшую 15 части. Отверстие...
Способ изготовления рым-болтов с кольцевой головкой

Номер патента: 1489921
Опубликовано: 30.06.1989
Авторы: Кучкуда, Ткачик, Шушкевич
МПК: B21K 1/44
Метки: головкой, кольцевой, рым-болтов
...или штамповой рубкой, а оправка 3 при этом служит опорой в 50Затем осуществляют правку кольце" вых головок до стыковки конца витка с боковой поверхностью стержня.Состыкованный конец кольцевой головки приваривают к боковой поверхности стержня рым-болта. Сварной шов 5 накладывают по месту фаски на стержне, полученной в результате разделения комбинированной заготовки 1 по кольцевой канавке 2. После зачистки свар-,ного шва получают готовое изделие,П р и м е р. Для изготовления двухрым-болтов с диаметром стержня 6 мми резьбой М 6 изготавливали шпильку срезьбой М 6 на обоих ее концах. Посредине шпильки выполняли кольцевую треугольную канавку под углом о(.= 90оВ результате выполнения кольцевой канавки на стержне. образовывалась шейка, Й = 3...
Устройство для стопорения многогранной головки болта или гайки относительно основания

Номер патента: 1138560
Опубликовано: 07.02.1985
МПК: F16B 39/10
Метки: болта, гайки, головки, многогранной, основания, относительно, стопорения
...отверстийна шайбе определено соотношениями минимальное количество резьбовых отверстий на основании и периферийных отверстий на шайбе соответственно;больший и меньший угловые шаги раз 1 щения периферий1138560 3ных отверстий,шайбы и резьбовыхотверстий основания, градусы;й - число граней голов 5ки болта или гайки,На фиг.1 изображено устройство длястопорения болтов и гаек относительно основания; на фиг.2 - сечениеА-А на фиг.1; на фиг.3 - вид на основание; на фиг.4 - вариант устройства с радиальным размещением отверстийна шайбе и основании; на фиг.5 - сечение Б-Б на фиг.4. 5Устройство содержит шайбу 1, имеющую отверстие 2 по форме головки 3 болта или гайки. На шайбе на дуге окружности выполнен .с шагом М ряд отверстий 4, а на основании 5 -...
Сварочная головка для наплавки металла на внутреннюю поверхность цилиндрического изделия

Номер патента: 1298021
Опубликовано: 23.03.1987
Авторы: Гатаулин, Зраковский, Новиков
Метки: внутреннюю, головка, изделия, металла, наплавки, поверхность, сварочная, цилиндрического
...расположены оси роликов, на шесть, получаем шаг между парами роликов на винтовой линии с расчетным зчачением угла ее наклона в тангенциальном направлении Отношение шага Ь, к шагу 1 дает значение тангенса расчетного значения угла наклона винтовой линии.При наплавке неплавящимся электродом с присадочным материалом в виде металлического порошка работа сварочной головки происходит следующим образом.Загружают в бункер 26 присадочный материал в виде металлического порошка, который через отверстие 25 попадает в шнековый дозатор. Зафиксированные относительно друг друга при помощи втулок 20 губки 18 вместе с неплавящимся электродом 19 соединяют с помощью винтов 40, проходящих через отзерстия указанных втулок, с выходным патрубком 4. Винтами...
Предыдущий патент: Способ штамповки зубчатых колес
Следующий патент: Устройство для закрывания рабочего резервуара пескодувных машин
Случайный патент: Магнитный сепаратор