Способ оптимизации процесса резания
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1125121
Автор: Обабков

Текст
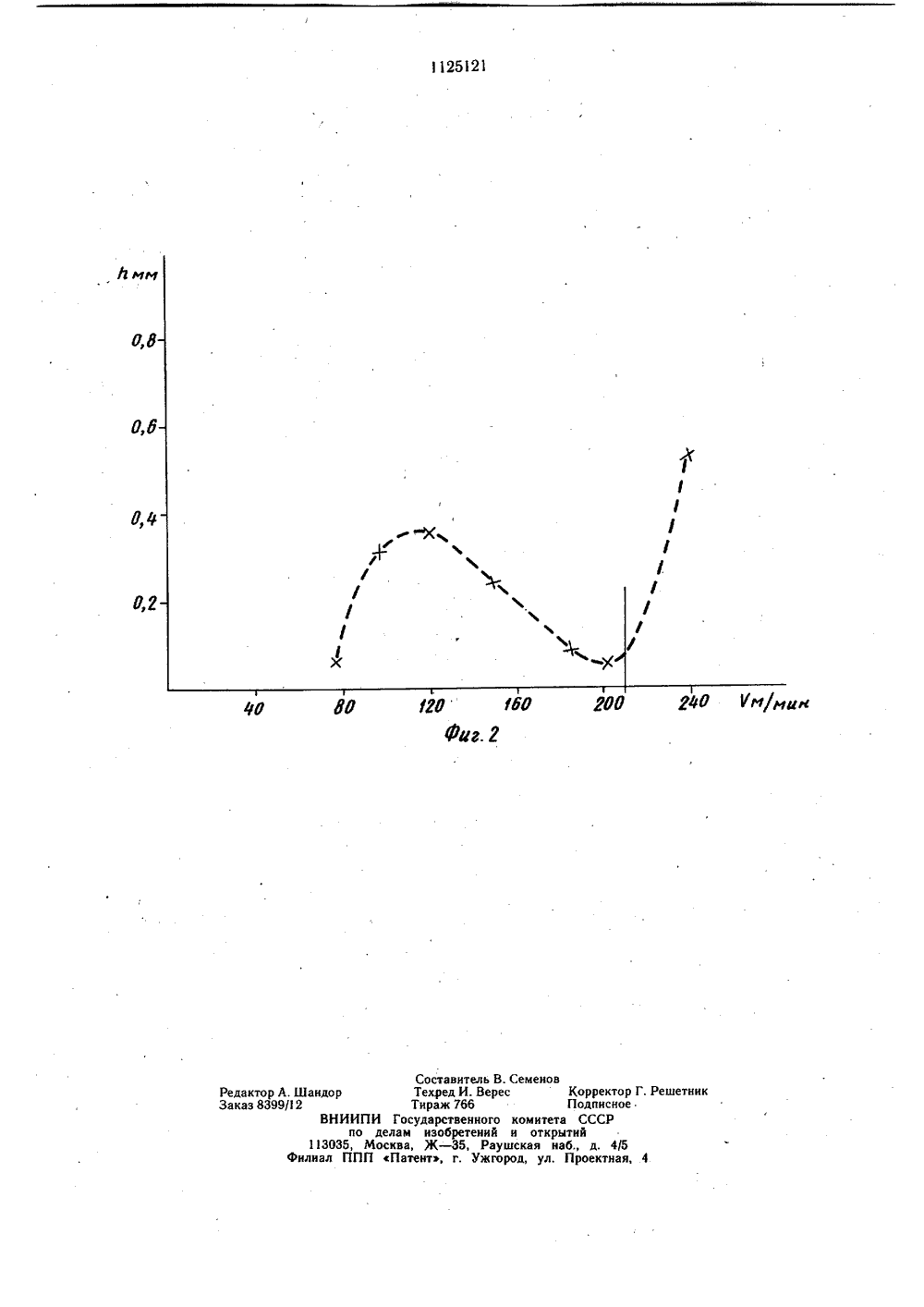
РЕТЕНИЯ ЛЬСТВ КФа:Фниях резанием инструментом де репленной в шпинделе, отличающ что, с целью повышения точнос честве физического параметра уровень ускорения звуковых к возникающих в зоне резания, и пр активной мощности двигателя соблюдая постоянство длины пут в реальных условиях обработки, оптимальных технологических п производят по первому наименьш цательному приращению уровня звуковых колебаний и первому наи приращению активной мощности шпинделя. ьство СССР О, 1979, МИЗАЦИИ ПРО чающийся в выогических пара- ского параметра, о зависимости от ких параметров, еменных испытаЛРФГдп 7 ЛУ 4 К СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ОПИСАНИЕ РСКОМУ СВИ(56) 1. Авторское свидетел831532, кл, В 23 Я 15/О (54) (57) СПОСОБ ОПТИЦЕССА РЕЗАНИЯ, заклюборе оптимальных технолметров по уровню физичекоторый определяют по егварьирования технологичес получаемой при кратковр,ЯО 1125121 зад В 23 Я 15/00 тали, закийся тем, ти, в каизмеряют олебаний, иращения шпинделя, и резания а выбор араметров ему отри- ускорения большему двигателяИзобретение относится к машиностроению и может найти применение при выборе оптимальных технологических пара метров процесса резания.Известен способ оптимизации процесса резания, заключающийся в выборе оптимальных технологических параметров по уровню физического параметра, который определяют по его зависимости от варьирования технологических параметров, получаемой. при кратковременных испытаниях резанием инструментом детали, закрепленной в шпинделе 1.Недостатком известного способа является относительно невысокая точность опре деления оптимальных технологических пазаметров.Целью изобретения является повышение точности оптимизации процесса резания.Поставленная цель достигается тем, чтоогласно способу оптимизации процесса резания, заключающемуся в выборе опти, мальных технологических параметров по уровню физического параметра, который определяют по его зависимости от варьирования технологических параметров, получаемой при кратковременных испытаниях резанием инструментом детали, закрепленной в шпинделе, в качестве физического параметра измеряют уровень ускорения звуковых колебаний, возникающих в зоне резания, и приращения активной мощности дви. гателя шпинделя, соблюдая постоянство длины пути резания в реальных условиях обработки, а выбор оптимальных технологических параметров производят по первому наименьшему отрицательному приращению уровня ускорения звуковых колебаний и первому наибольшему приращению активной мощности двигателя шпинделя.На фиг.представлены графики зависимости активной мощности, потребляемой двигателем шпинделя от скорости резания, и уровня ускорения звуковых колебаний от скорости резания; на фиг. 2 - графйки зависимости износа задней грани режущего инструмента от скорости резания. Определение оптимальных технологических параметров производят следующим образом.Выполняют подготовительные операции 5 в разрезе фазы двигателя шпинделя устанавливают трансформатор тока, а его выход подают на вход ваттметра. На поверхности режущего инструмента или детали закрепляют датчик ускорения звуковых колебаний,а его выход подключают через предварительный усилитель и блоки фильтров на измерительный прибор,Обрабатывают выбранную для исследования сталь твердосплавным инструментом, соответствующим условием обработки,при варьировании скорости резания с соблюдением постоянства длин пути резания.Измеряют уровень приращения ускорениязвуковых колебаний, возникающих в зонерезания, и приращения активной мощностидвигателя шпинделя на единицу пути в реальных условиях обработки для 8 - 1 О точек при постоянных глубине, длине пути,геометрических параметрах и при варьировании скорости резания. Строят графики зависимости активной мощности, потребляемой двигателем шпинделя и уровня ускорения звуковых колебаний от скорости резания. Определяют по кривой 1 (фиг. 1)первое наибольшее приращение уровня активной мощности дГ -- 1(у) (после точзо ки перегиба).Определяют по кривой 2 (фиг. 1) первоенаименьшее отрицательное приращение уровня ускорения звуковых колебанийй Ужаса= 1(Ч). Через найденные на кривых 1 и 2точки опускают перпендикуляр на ось абс 35 цисс.Точка пересечения перпендикуляра сосью абсцисс показывает оптимальную скорость резания, а выбор оптимального технологического параметра .для нескольких пар40 резец-деталь заключается в определениинаибольшей оптимальной скорости резания.Предлагаемое изобретение позволяетповысить точность определения оптимальных технологических параметров.Составитель В. СеменТехред И. ВересТираж 786ИПИ Государственного комитпо делам изобретений и откМосква, Ж - 35, Рву щека яППП Патент, г. Ужгород, ул КорПодта ССытийаб., дПрое ректор Г. РешетниписноеСР4/5ктная, 4
СмотретьЗаявка
3544859, 31.01.1983
ПРЕДПРИЯТИЕ ПЯ В-8772
ОБАБКОВ АНАТОЛИЙ ИВАНОВИЧ
МПК / Метки
МПК: B23Q 15/00
Метки: оптимизации, процесса, резания
Опубликовано: 23.11.1984
Код ссылки
<a href="https://patents.su/3-1125121-sposob-optimizacii-processa-rezaniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ оптимизации процесса резания</a>
Устройство оптимального распределения активных мощностей в энергосистеме

Номер патента: 1150700
Опубликовано: 15.04.1985
Авторы: Лондер, Морозов, Пустыльников, Рудакова
МПК: H02J 3/06
Метки: активных, мощностей, оптимального, распределения, энергосистеме
...первого сумматора векторов, второй вход которого подключен к первому выходу блока теле- измерений генерирующей мощности,первый и второй выходы блока телеизмерений нагрузки подключены к входу второго сумматора н к первому входу второго умножителя матриц, а второй выход блока телеизмерений генерирующей мощности подключен к первому входу третьего умножителя матриц, выход и второй вход которого подклю" чены соответственно к первому входу третьего сумматора векторов и к первому выходу задатчика коэффициентов потерь генерирующих узлов, а выходы задатчиков относительных приростов затрат, коэффициентов потерь6 л 1+,е м; 1=2 Таким образом соотношения (6)-(9),будучи подставлены в (4) и дают требуемые значения Р;.Вся эта процедура и реализована...
Измеритель параметров звуковых колебаний

Номер патента: 1101685
Опубликовано: 07.07.1984
Авторы: Ваганов, Гайдабура, Измайлов
МПК: G01H 5/00
Метки: звуковых, измеритель, колебаний, параметров
...трехступенчатой коль" цеобразной защитной камерой с патрубком для подвода воздуха, установленной соосно на приемной трубке, отношение диаметра концевых ступеней камеры к диаметру средней ее ступени выбрано в пределах 0,18-0,2, а отношение 50 диаметра средней ступени к ее дли. не - от 0,6 до 0,7.На чертеже изображена схема измерителя параметров звуковых колебаний. 55 Измеритель содержит приемную трубку 1, размещенную на ней микрофонную камеру 2, антирезонансную заглушку 3 с наполнителем 4 и защитную трехступенчатуюкольцеобразную ка" меру 5 с патрубком 6 для подвода воздуха, Отношение диаметра концевых ступеней к средней части ступени камеры 5 составляет О, 18-0,2, а отношение диаметра средней ступени к ее длине составляет...
Измеритель параметров звуковых колебаний

Номер патента: 1245891
Опубликовано: 23.07.1986
Авторы: Ваганов, Гайдабура, Худяков
МПК: G01H 5/00
Метки: звуковых, измеритель, колебаний, параметров
...с микрофонной ,камерой 3 трехступенчатую кольцеобразную защитную камеру 4, установленчую соосно на приемной трубке 1, дополнтельную приемную трубку 5 с антирезонансной заглушкой 6 и с наполнителем (не обозначен), заглушку 7, установленную в рабочей части дополнительной приемной трубки 5. 30 Измеритель параметров звуковых колебаний работает слеДующим образом. 891 2Звуковые волны, генерируемые источником (не обозначено), и акустическая помеха, например виброшум, по приемной трубке 1 без частиц пыли и расплава, обеспечивающееся трехступенчатой кольцеобраэной защитной камерой 4, передается к мирофонной камере 2 и распространяясь далее по приемной трубке 1, затухает в антирезонансной заглушке 2 с наполнителем. Ввиду установки заглушки 7...
Измеритель параметров звуковых колебаний

Номер патента: 1326901
Опубликовано: 30.07.1987
Авторы: Ваганов, Гайдабура, Худяков
МПК: G01H 5/00
Метки: звуковых, измеритель, колебаний, параметров
...камере 2 +1, распространяясь далее по приемнойтрубке 1, затухают в антирезонансной заглушке 3 с наполнителем 4, Одновременнов трубу 6 через штуцер 7 подается охлаждающая жидкость, которая, омывая приемную трубку 1 и микрофонную камеру 2, охлаждает их и отводится из трубы 6 черезштуцер 8 отвода.Воздух, подаваемый в защитную камеру 5, предотвращает попадание в приемнуютрубку 1 частиц пыли, находящейся в газопламенном потоке. 40Использование рубашки, заполненнойохлаждающей жидкостью, например водой,торец которой отстоит от входного конца приемной трубки 1 на расстоянии 1 - 2 диаметра приемной трубки 1, позволяет измерять колебания высокотемпературных запыленных газопламенных потоков, исключая чрезмерный нагрев приемной трубки 1 и прогар...
Регулятор частоты, напряжения, активной мощности и пр.

Номер патента: 70439
Опубликовано: 01.01.1948
Автор: Москалев
МПК: G05F 1/66, G05F 3/06, H02J 3/46, H02P 9/00
Метки: активной, мощности, пр, регулятор, частоты
...движком д и отпайкой г равна нулю. В этом случае регулятор не воздействует на исполнительный орган. При отклонении цастоты системы от номинальной двигатель 9 меняет свою скоростьДействие регулятора пояснено векторными диаграммами, представленными на фиг. 8 - 11.При частоте сети, равной 50 гц, и при равенстве активных составляющих падения напряжения У, от данного генератора и У, от части тока всей станции, напряжения на выходе схемы будут равны по абсолютной величине /11,/ = Л.12/ и регулятор действовать не будет (фиг. 8). При частоте сети выше 50 гц вектор напряжения фильтра У (фиг. 9) будет сдвинут относительно напряжения У, на угол меньший, чем 90, и при равенстве активных составляющих падения напряжения на сопротивлениях Я и Р,...
Предыдущий патент: Загрузочно-разгрузочное устройство технологического оборудования
Следующий патент: Устройство для ультразвукового хонингования
Случайный патент: Способ очистки сточных вод от ионов меди и никеля