Способ изготовления манжеты
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1013670
Автор: Авилкин



Текст
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК зов 1 16 ) 15/32 ИЗОБРЕТЕНИЯ ПИС наиноу с вым це- пу- лом 7 -МАН- зиносхкан ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ Н АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(54) (57) СПОСОБ ИЗГОТОВЛЕНИЯЖЕТЫ с уплотнением из, резины и ретканевой опоры, включающий раскрой ЯО 1013670 А прямого перекрестного плетения по диаго ли на ленты, навивку лент по винтовой нии вдоль оси манжеты, закладку рези тканевой заготовки опоры в пресс-форм последующей вулканизацией ее резино уплотнением, отличающийся тем, что, с лью повышения долговечности манжеты тем компенсации ее износа, перед нача работы с наружной и внутренней поверхн тей резинотканевой опоры снимают пове постный слой.Изобретение относится к уплотнительной технике, а именно к технологическому процессу изготовления уплотнительных устройств возвратно-поступательного движения преимущественно нефтепромысловых буровых насосов, и может быть использовано при изготовлении уплотнительных манжет, например, поршня или уплотнения штока, имеющих опору из резиноткани, нити которой изготовлены, преимущественно, на основе синтетического волокна (капрона) .Известен способ изготовления манжеты с уплотнением из резины и опоры из резиноткани, включающий раскрой ткани прямого перекрестного плетения по диагонали на ленты, навивку лент по винтовой линии вдоль оси манжеты, закладку резинотканевой заготовки опоры в пресс-форму с последующей вулканизацией ее с резиновым уплотнением 11) .Указанный способ изготовления манжет обладает существенным недостатком, заключающимся в том, что при прессовании и вулканизации в пресс-форме резинотканевой опоры с резиновым уплотнением на поверхностях резинотканевой опоры, сопряженных со стенками пресс-формы, образуется влагонепроницаемая резиновая пленка, препятствующая контакту концов нитей тканевой опоры с рабочей жидкостью и набуханию резиноткани и в связи с этим не обеспечивает поджатия уплотнения к уплотнительной поверхности при его износе.Целью изобретения является повышение долговечности манжеты уплотнительного узла путем компенсации износа резинотканевой опоры.Указанная цель достигается тем, что в способе изготовления манжеты с уплотнением из резины и резинотканевой опоры, включающем раскрой ткани прямого перекрестного плетения по диагонали на ленты, навивку лент по винтовой линии вдоль оси манжеты, закладку резинотканевой заготовки опоры в пресс-форму с последующей вулканизацией ее резиновым уплотнением, перед началом работы с наружной и внутренней поверхностей резинотканевой опоры снимают поверхностный слой.На фиг. 1 показана манжета, общий вид, частичный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - поршень бурового насоса одностороннего действия, общий вид, частичный разрез:Манжета поршня состоит из резинового уплотнения 1 с передней раструбной поверхностью 2 и резинотканевой опоры 3, привулканизированной в пресс-форме к ре 10 15 20 25 30 35 40 45 50 зиновому уплотнению 1. У поверхностей 4 и 5 резинотканевой опоры 3 перед сборкой поршня и вводом его в работу снят поверхностный слой, например, шлифованием, при этом концы 6 и 7 нитей 8 опоры 3 выходят на наружную 4 и внутреннюю 5 поверхности манжеты.Манжета с прошлифован ными наружной 4 и внутренней 5 поверхностями резинотканевой опоры 3 надета на цилиндрический сердечник 9 с опорным фланцем 10 и закреплена на сердечнике 9 конической шайбой 11 и пружинным кольцом 12, установленным в кольцевой канавке сердечника 9. Поршень в собранном виде надет на штоке насоса, закреплен гайкой и установлен во втулке насоса.Манжета работает следующим образом.При работе насоса, нагнетающего рабочую жидкость (буровой глинистый раствор на водной основе) поршень движется во втулке возвратно-поступательно, при этом при такте нагнетания жидкость под давлением (до 40 МПа) вытесняется из втулки насоса. При движении поршня эластичная резиновая манжета изнашивается о зеркало втулки и одновременно с этим процессом идет процесс утечек рабочей жидкости (проникновение жидкости по подвижному и неподвижному соединениям манжеты с сердечником 9 и втулкой, В период такта нагнетания жидкость частично проникает по неподвижному соединению между внутренней поверхностью манжеты 5 и цилиндрической поверхностью сердечника 9, при этом поверхность опоры с удаленным поверхностным слоем контактирует с рабочей жидкостью и концы нитей 7 тканевой опоры 3 поглощают часть жидкости и набухают. Поскольку манжета надета на жесткий стальной сердечник 9 набухание опоры 3 манжеты происходит в сторону увеличения диаметра опоры манжеты, благодаря чему компенсируется износ манжеты и втулки и долговечность поршня и втулки возрастают. Кроме того, наружная поверхность 4 опоры 3 контактирует при такте всасывания с охлаждающей жидкостью, подаваемой сзади поршня на зеркало втулки в насосах одностороннего действия и проникающей между фланцем 10 и втулкой к опоре 3, и концы 6 нитей 8 опоры 3 также впитывают влагу и набухают, при этом дополнительно увеличивается диаметр опоры 3 манжеты поршня, что также компенсирует износ манжеты и втулки.Технико-экономическая эффективность изобретения состоит в увеличении долговечности манжеты.. Верес23ого коминий и отРаушскаяжгород, у СостаТехред ИТираж 9дарственнизобретеЖ - 35,нт, г. У том ета ССС крытий наб., д. 4/5 л. Проектная,Редактор А. Шандор Заказ 2979/44 ВНИИПИ Гос по делам 113035, Москва филиал ППП Пат
СмотретьЗаявка
2996201, 24.10.1980
АВИЛКИН ЮРИЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: F16J 15/32
Метки: манжеты
Опубликовано: 23.04.1983
Код ссылки
<a href="https://patents.su/3-1013670-sposob-izgotovleniya-manzhety.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления манжеты</a>
Устройство для уплотнения поршня

Номер патента: 207025
Опубликовано: 01.01.1968
Авторы: Андрущук, Центральный, Электрификации
МПК: F04B 53/02, F04B 53/16, F16J 15/46
Метки: поршня, уплотнения
...а увеличивает лагаемое устня, например,атно-поступаПоршень упИзвестны устройства для упл ня, совершающего возвратнодвижение, состоящие из упруг торов, заполненных воздухом выведенный наружу. Отличительная особенность устройства состоит в том, что у торы симметрично устанавлив торцами цилиндра и торцовым ми поршня, снабженными упруг Такое выполнение устройств надежность уплотнения. На чертеже изображено пре ройство для уплотнения порш поршневого насоса. Поршень 1 совершает возв тельное движение в цилиндре 2лотнен упругими пустотелыми торами 3 и 4, заполняемыми воздухом через ниппель б, выведенный наружу. Торы симметрично установлены между торцами цилиндра и торцовыми 5 поверхностями поршня, снабженными упругими кольцами б и 7.Предмет...
Манжета для уплотнения штока, поршня, крышки гидроцилиндра

Номер патента: 1499033
Опубликовано: 07.08.1989
Автор: Вождаенко
МПК: F16J 15/32
Метки: гидроцилиндра, крышки, манжета, поршня, уплотнения, штока
...л возврата утечек,На фиг, 1 показана манжета, общий вид; на фиг, 2 - то же, под давлением рабочей жидкости; на фиг. 3 - вариант манже. ты с круглыми кольцами-вставками.Манжета содержит как снаружи, так и внутри 1 по отверстию) меньшей мерой по две основные рабочие кромки 1, 2 и 3, 4, в свободном состоянии переходящих границы уп. лотннемых поверхностей, чем образуется первоначальный натяг манжеты. За основными рабочими кромками имеется грязе- съемная кромка 5. Внутри тела манжеты находится кольцо-вставка 6 из антиадгезчонного материала, обращенное выпуклостью в сторону основных рабочих кромок. Место. нахождение кольца-вставки 6 соединено межлукромочной канавкой. полостью 7 кана. лами 8. Сопрягаемые поверхности кольца- вставки...
Шприц медицинский с поршнем-манжетой

Номер патента: 125879
Опубликовано: 01.01.1960
МПК: A61M 5/315
Метки: медицинский, поршнем-манжетой, шприц
...без механической обработки их внутренних диаметров и ичает необходимость механической обработки поршня,Сущность изобретения заключается в том, что поршень выполнен в1 де двойной манжеты, изготовляемой, например, из фторопла та, в которой укреплен изготовленный из капрона шток.На фиг. 1 изображен схематически шприц, общий вид; на фиг, 2 -поршень со штоком в разрезеШприц медицинский представляет собой стеклянный цилиндр 1 снаконечником 2 и верхним кольцом 3, на которое надета крышка 4.Внутри цилиндра 1 помещен поршень б со штоком б. Поршень выполнен в виде двойной манжеты, изготовляемой из фторопласта, а штокделается из капрона.Материал фторопластобладает небольшим коэффициентом трения, стерилизуется кипячением в воде или...
Манжета для уплотнения валов

Номер патента: 297257
Опубликовано: 23.05.1984
Автор: Иванов
МПК: B29D 31/02
Метки: валов, манжета, уплотнения
...значительное количествовидов пластмасс с хорошими антифрикционными свойствами и других антифрикционных материалов, напримеркапрон и полиамиды, фторопласты, древесные пластики, специальные пластики с антифрикционными наполнителями(графит, бронзовый порошок, двухсернистый молибден, а также баббиты,бронзы, чугуны, графиты и другиеантифрикционные материалы ),Попытки заменить резину в сальниках на пластмассы, т,е. изготовитьсальники из пластмасс, а также иэдругих неэластичных материалов неимеют положительнь,х результатов изза отсутствия у этих материалов таких упругих и эластических свойств,какими обладают резины.Предлагаемая конструкция резиновых армированных сальников с трущейся поверхностью иэ антифрикционного материала...
Уплотнение поршня
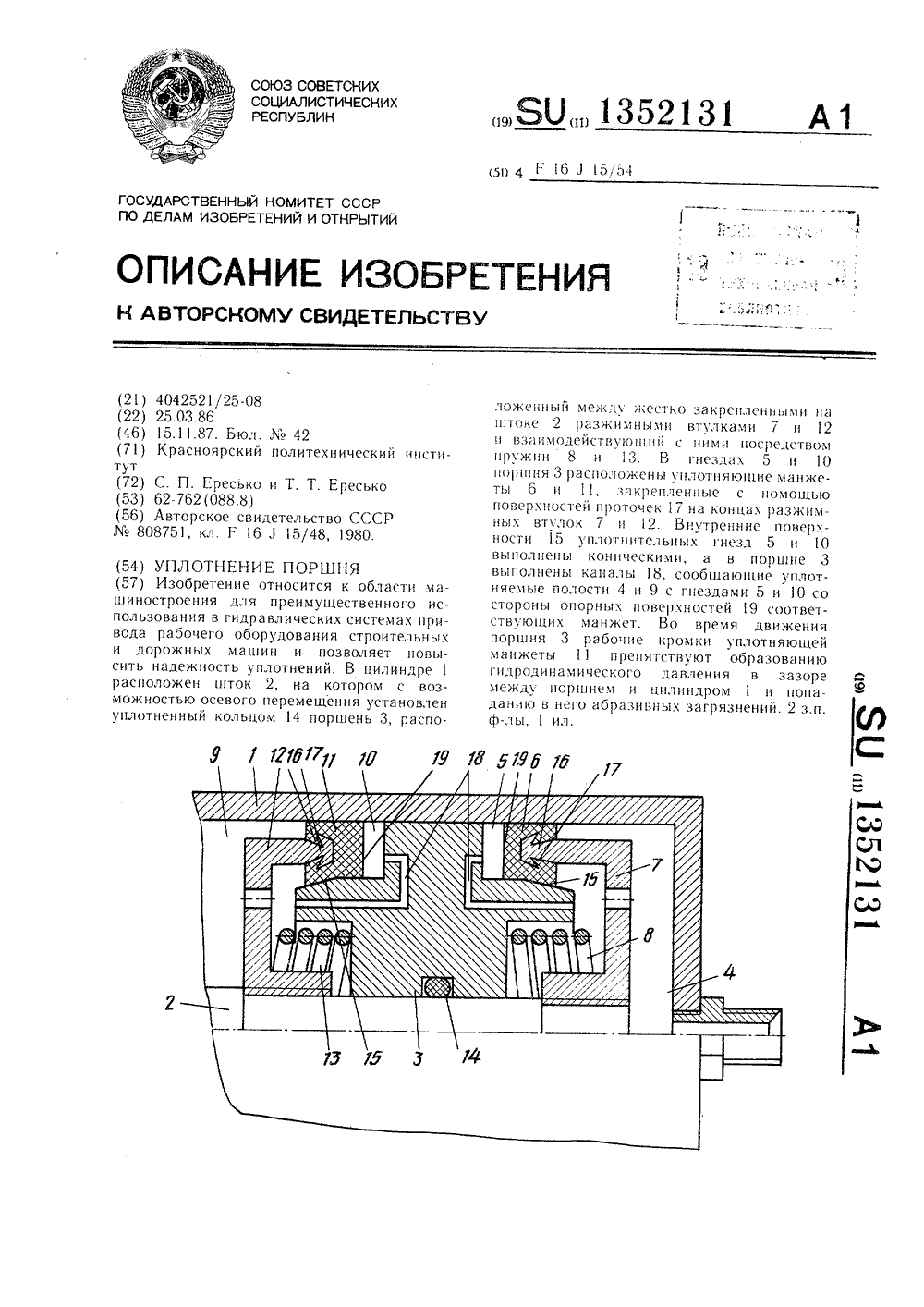
Номер патента: 1352131
Опубликовано: 15.11.1987
Автор: Ересько
МПК: F16J 15/54
Метки: поршня, уплотнение
...гнезд 5 и 10.При этом натяг, а следовательно и напряжения в материале манжет значительно ниже, чем при установке в обычном гнезде. Опорные поверхности 19 омываются рабочей жидкостью и охлаждаются. При равенстве давлений в уплотняемых 5 1 О 5 2 О 25 ЗО 35 4 О полостях 4 и 9 перетечки рабочей жидкости из полости в полость отсутствуют. При наличии или большей величине давления рабочей жидкости в поршневой полости 4 по сравнению со штоковой полостью 9, поршень 3 под действием перепада давления перемещается влево (по чертежу), сжимает пружину 13, упирается в разжимную втулку 12 и, преодолевая полезное усилие, приложенное к штоку 2, перемещается вместе со штоком 2 влево (по чертежу). При этом уплотняюшая манжета 11, находясь в зацеплении с...
Предыдущий патент: Сальниковый уплотнительный узел
Следующий патент: Торцовое уплотнение
Случайный патент: Гидромеханическая передача