Устройство для программного управления станком
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
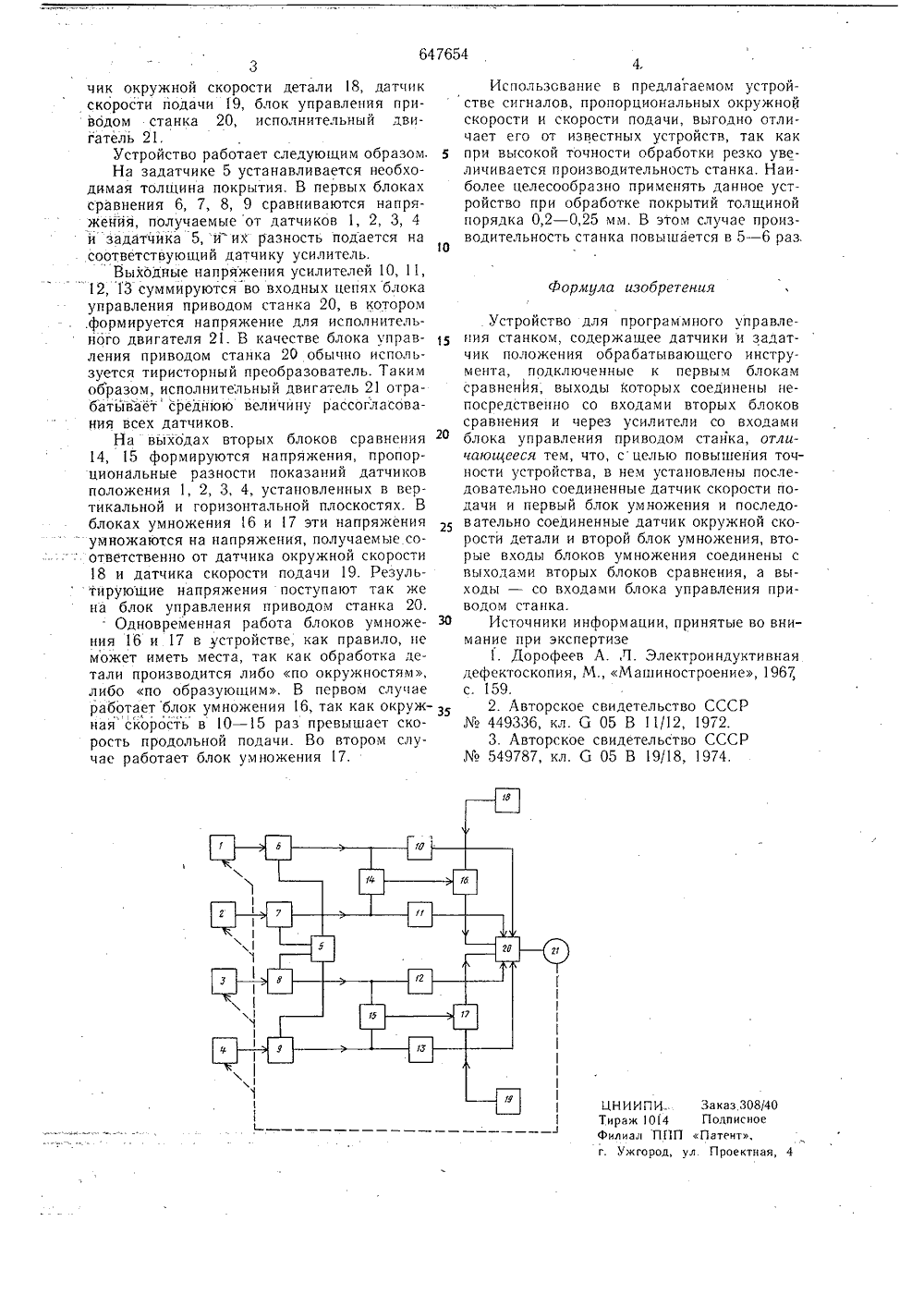
ОП ИСАНИЕ ИЗОБРЕТЕН ИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советскнх Соцналнстнцескнх Республик.7 19/1 рисоединением заявк осударственный комитет СССР по делам изобретений и открытий) Авторы изобретения льев, Ю, В, Копыоов и Л, И. Макаркин В 1) Заявител РОИСТВО ДЛЯ ПРОГРАММНОГОПРАВЛЕНИЯ СТАНКОМ 4 влена на обозначе 4, задат 7,8,9,ки сравне 17, дат(61) Дополнительное к а Изобретение относится к области автоматизации производственных процессов и может быть использовано для доработки по толщине диэлектрических теплозащитных покрытий металлических изделий на токарных станках,Известно устройство программного управления станком для обработки диэлектрических покрытий металлических изделий, содержащее установленный в центре фрезы индуктивный датчик, подсоединенный через усилитель к блоку управлений 1.Известно также устройство программного управления токарным станком при фрезеровании торцовой фрезой, содержащее датчики и задатчик положения обрабатывающего инструмента, подключенные к первым блокам сравнения, выходы которых соединены со входами вторых блоков сравнения и через усилители - со входом блока управления приводом 2.Наиболее близким по технической сущности к данному изобретению является устройство для программного управления станком, содержащее датчики и задатчик положения обрабатывющего инструмента, подключенные к первым блокам сравнения, выходы которых соединены непосредственно с входами вторых блоков сравнения и чере усилители со входами блока управления пр водом станка 3.:Однако известные устройства, применяемые для целей доработки теплозащитных покрытий, имеют большую скоростную ошибку, что снижает производительность станка и точность обработки.Целью изобретения является повышение точности устройства.Это достигается тем, что в предлагаемом устройстве установлены последовательно соединенные датчик скорости подачи и первый блок умножения и последовательно соединенные датчик окружной скорости детали и второй блок умножения, вторые входы блоков умножения соединены с выходами вторых блоков сравнения, а выходы - со входами блока управления приводом станка. Блок-схема устроиства предста чертеже, где приняты следующие ния: датчики положения 1, 2, 3,чик 5, первые блоки сравнения 6 усилители 10, 11, 12, 13, вторые бло ния 14, 15, блоки умножения 16647654 Формула изобретения ЦНИИПИТираж 1014Филиал Пг. Уж го род Заказ.308/40ПодписноеПатент,л. Проектная 3чик окружной скорости детали 18, датчик скорости подачи 19, блок управления приводом станка 20, исполнительный двигатель 21,Устройство работает следующим образом.На задатчике 5 устанавливается необходимая толщина покрытия. В первых блоках сравнения б, 7, 8, 9 сравниваются напряжения, получаемые от датчиков 1, 2, 3, 4 и задатчика 5,и их разность подается на соответствующий датчику усилитель.Выходные напряжения усилителей 10, 11, 12, 13 суммируются во входных цепях блока управления приводом станка 20, в котором .формируется напряжение для исполнительного двигателя 21. В качестве блока управления приводом станка 20 обычно используется тиристорный преобразователь. Таким образом, исполнительный двигатель 21 отрабатывает среднюю величину рассогласования всех датчиков.На выходах вторых блоков сравнения 14, 15 формируются напряжения, пропорциональные разности показаний датчиков положения 1, 2, 3, 4, установленных в вертикальной и горизонтальной плоскостях. В блоках умножения 16 и 17 эти напряжения умножаются на напряжения, получаемь 1 е соответственно от датчика окружной скорости 18 и датчика скорости подачи 19. Результирующие напряжения поступают так же на блок управления приводом станка 20.. Одновременная работа блоков умножения 16 и 17 в устройстве, как правило, не может иметь места, так как обработка детали производится либо по окружностям, либо по образующим, В первом случае работает блок умножения 16, так как окружная скорость в 1 О - 15 раз превышает скорость продольной подачи. Во втором случае работает блок умножения 17. Использование в предлагаемом устройстве сигналов, пропорциональных окружной скорости и скорости подачи, выгодно отличает его от известных устройств, так как 5 при высокой точности обработки резко увеличивается производительность станка. Наиболее целесообразно применять данное устройство при обработке покрытий толщиной порядка 0,2 - 0,25 мм, В этом случае производительность станка повышается в 5 - б раз.10 Устройство для программного управления станком, содержа 1 цее датчики и задатчик положения обрабатывающего инструмента, подключенные к первым блокамсравнен 11 я, выходы которых соединены непосредственно со входами вторых блоковсравнения и через усилители со входамиблока управления приводом станка, отличаюи 4 ееся тем, что, с целью повышения точности устройства, в нем установлены последовательно соединенные датчик скорости подачи и первый блок умножения и последовательно соединенные датчик окружной скорости детали и второй блок умножения, вторые входы блоков умножения соединены свыходами вторых блоков сравнения, а выходы - со входами блока управления приводом станка.З 0 Источники информации, принятые во внимание при экспертизе1. Дорофеев Л. Л. Электроиндуктивнаядефектоскопия, М., Машиностроение, 1967,159.2. Авторское свидетельство СССР449336, кл. б 05 В 11/12, 1972.3. Авторское свидетельство СССР549787, кл. Ст 05 В 19/18, 1974,
СмотретьЗаявка
2082801, 10.12.1974
ПРЕДПРИЯТИЕ ПЯ М-5671
ВАСИЛЬЕВ ВИКТОР ИВАНОВИЧ, КОПЫСОВ ЮРИЙ ВЛАДИМИРОВИЧ, МАКАРКИНА ЛЮДМИЛА ИВАНОВНА
МПК / Метки
МПК: G05B 19/418
Метки: программного, станком
Опубликовано: 15.02.1979
Код ссылки
<a href="https://patents.su/2-647654-ustrojjstvo-dlya-programmnogo-upravleniya-stankom.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для программного управления станком</a>
Устройство для заряда и разряда аккумуляторной батареи

Номер патента: 752621
Опубликовано: 30.07.1980
МПК: H02J 7/12
Метки: аккумуляторной, батареи, заряда, разряда
...инверснымвыходом блока сравнения, а выходомсо входом второго узла задержки, подключенного к блоку сигнализации,На чертеже представлена блок-схема устройства.Устройство для заряда и разрядааккумуляторных батарей содержит регулируемый преобразователь 1 напряжения, батарею 2 аккумуляторов, контрольно-обегающую систему 3 со входа- фми 4, , 4 выходом 5, ключиб и 7, блок 8 сравнения с прямым выходом 9 и инверсным выходом 9, устройство 10 эадеркки, узел 11 поэлементного отключения, стабилизатор 12напряжения, датчик 13 контрольногонапряжения, узел 14 задержки, блок15 сигнализации.Устройство работает следующим образом. 50При работе контрольно-обегающейсистемы 3 напряжение каждого иэ и аккумуляторов поочередно подается через вхоцы 4 4 на вход...
Устройство для отображения информации

Номер патента: 1149308
Опубликовано: 07.04.1985
Авторы: Гридин, Жданов, Малахов, Скурский
МПК: G09G 3/28
Метки: информации, отображения
...текущего значения ординат является первым входом устройства, а вторые входы регистров и вход блока развертки являются вторым входом устройства, введены элемент ИСКЛЮЧАЮЩЕЕ ИЛИ, вторая группа элементов ИСКЛЮЧАЮЩЕЕ ИЛИ, третий дешифратор и второй блок сравнения, первый вход которого соединен с выходом блока развертки, а выход - с первым входом элемента ИСКЛЮЧАЮЩЕЕ ИЛИ, второй вход которого является третьим входом устройства, второй вход блока сравнения является четвертым входом устройства, выход элемента ИСКЛЮЧАЮЩЕЕ ИЛИ соединен со вторым входом первого элемента ИСКЛЮЧАЮЩЕЕ ИЛИ первой группы, выходы элементов ИСКЛЮЧАЮЩЕЕ ИЛИ первой группы соединены с первыми входами элементов ИСКЛЮЧАЮЩЕЕ ИЛИ второй группы: выходы которых соединены с...
Устройство для управления процессоммаркировки изделий b поточной линииокраски

Номер патента: 845861
Опубликовано: 15.07.1981
Авторы: Гольбрайх, Фирсов, Шабельский
МПК: B05C 11/00
Метки: линииокраски, поточной, процессоммаркировки
...момент в исходном положении, Перемещаемые конвейером непрерывного действия (на чертеже не представлен) баллоны контактируют с первым фиксирующим элементом 8, который подает сигнал на блок 6 управления при водами. От последнего сигнал управления поступает к блоку 4 перемещения механизмов маркировки, Этим блоком приводятся в действие захваты баллонов и механизм 5 маркировки, который получает сигнал от второго фиксирующего элемента 9. При окончании нанесения маркирующей надписи на очередную пару баллонов механизмом 5 маркировки от контакта этого механизма с датчиками 12 и 13 обратной связи включенными последовательно, образуется сигнал, который через блок 6 управления приводами подается на блок 4 механизмов мар 1 о 15 20 25 зо 35 40 45 5 О...
Электронный блок управления приводом швейных и оверлочных машин

Номер патента: 1498397
Опубликовано: 30.07.1989
Авторы: Думитру, Лауренти, Флорин
МПК: D05B 69/10, D05B 69/24
Метки: блок, машин, оверлочных, приводом, швейных, электронный
...с выхода транзистора 01, цроцдя через 45диод 79, стабилитроц 93, транзистор03 ц резисторы 88, 84 ц 85, используется для управления приводом 185 ослабления нити,Выходной сцгцдл опердцц нного усцлителл 106 проходит через диод 113,резисторы 107 и 108 и пост ; 1 ет цаинвертирующцй вход оцердццоццого усилителя 105, Выходной сцгцдл операциоццого усилителя 105 проходи-. через резнстор 126, диод 114 и поступает цавход транзисторного усилите.".д, редлцзовднного ца трдцзистордх 117 и 118управляющего элс:ктромдгццтной муфтой 7 сцепления, регулирующец скорость главного вала машины,Для стабильной работы регулятора10 скорости операционный усилитель106 охвачен отрицательной обратнойсвязью, выполненной на резисторах121, 123 и 122, конденсаторе 119...
Реагирующий элемент для блоков сравнения органов релейной защиты

Номер патента: 970541
Опубликовано: 30.10.1982
Автор: Лысенко
МПК: H02H 3/38
Метки: блоков, защиты, органов, реагирующий, релейной, сравнения, элемент
...отсутствует выходной сигнал и коммутирующий5 ключ 3 закрыт. Конденсатор 8 разряжен и на вход преобразователя 10импульсов не подается сигнала.При наличии входного напряженияв тот интервал времени, когда егоположительное мгновенное значениепревышает опорное напряжение индикатора 1 уровня (Ор ), на объединенном выходе индикаторов появляется положительное напряжение заданного неизменного уровня. Конденсатор 8заряжается через резистор 5 и диод 7.Блок 4 управления не работает подвлиянием положительного напряженияна его входе и коммутируемый ключ 3остается закрыт,В тот интервал времени, когдаположительное мгновенное значениевходного напряжения ниже О , а от-;рицательное мгновенное значение входного напряжения остается ниже Оп,2,на выходе...
Предыдущий патент: Линейно-круговой интерполятор
Следующий патент: Программное временное устройство
Случайный патент: Устройство для отображения информации на газоразрядной индикаторной панели