Способ управления работой прессового инструмента при экструдировании полых слитков
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 615975
Авторы: Зайковский, Кутузов

Текст
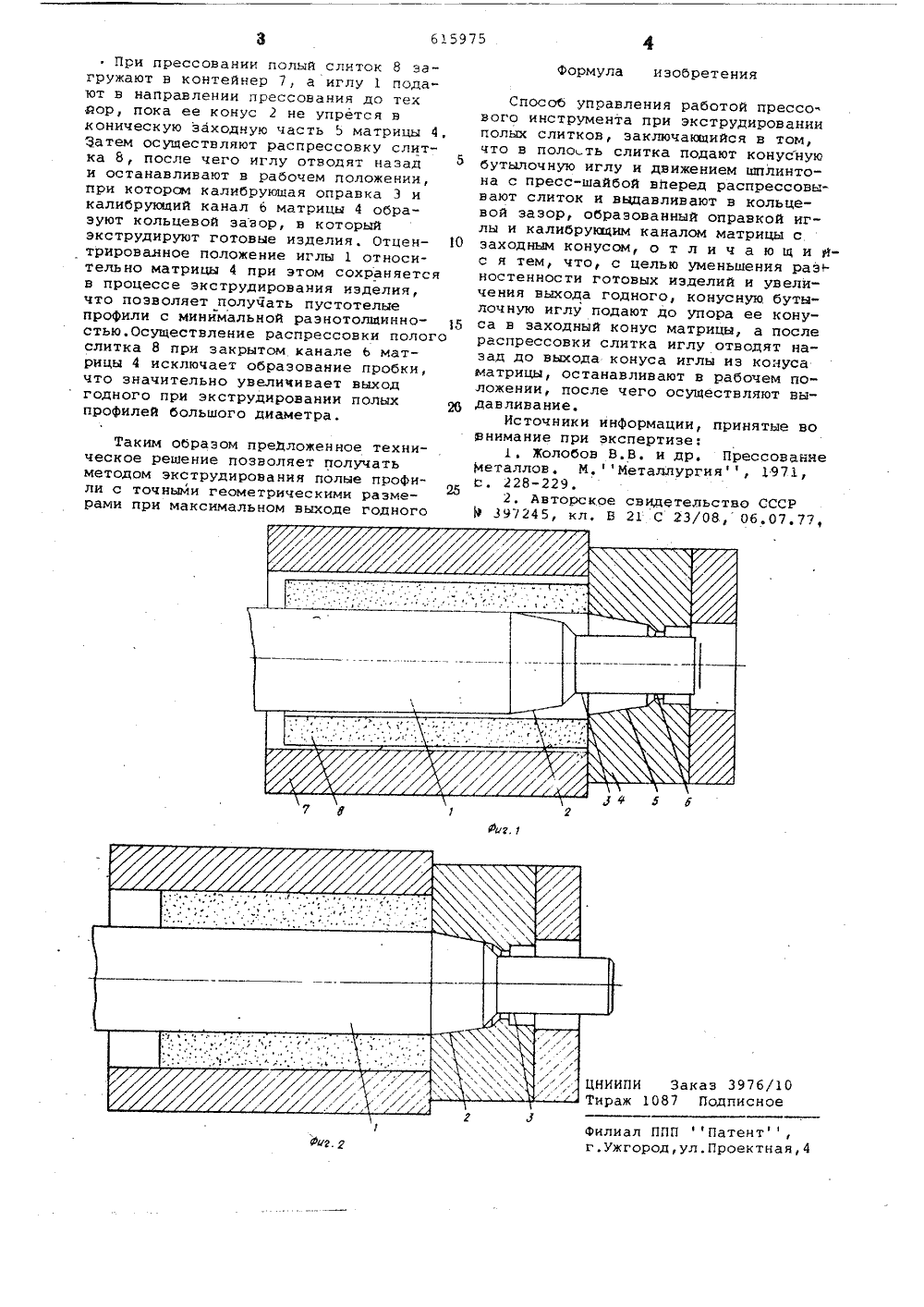
Союз Советских Социалиетинеских Республик(22) Заявлено 0104.76 (2 Цс присоединением заявни(088. 8) 342738/25-2 вудврвтввев вавтвтВвввтв Мвввтрвв 66 ФРвв дввва,ввввртвйв атврцтв юллетень ЭВ 2 43) Свпубликааано 25,07.78 45). Дата опубликования Сания 12(54) СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ ПРЕССОВОГО ИНСТРУМЕНТА ПРИ ЭКСТРУДИРОВАНИИ ПОЛЫХ СЛИТКОВОднако положение иглы относительно канала матрицы при экструдировании в значительной мере зависит от точности центровки оси шплинтона относительно осей контейнера и матрицы, а также от разностенности зкструдируемого слитка, что в итоге приводит к разнотолщинности готовых труб 10.Известен также способ работы преасового инструмента при экструдировании полых слитков, заключающийся в том, что в полость слитка подают конусную бутылочную иглу и движением шплинтона с пресс-шайбой вперед распрессовывают слиток и выдавливают его в кольцевой зазор, образованный нс а,Прессов о 5 лоч. Ую иглу рующей опра нической за ющим каналом Работа и 30 ществляетсяинструмент имеет бутыс конусом 2 и калибкой 3, матрицу 4 с коодной частью, 5 и калибру"6, контейнер 7.едложенным способом осуследующим образом. изобретение относится к обработке металлов давлением, в частности к изготовлению труб методом экструдирования.Известен способ работы прессового Инструмента при экструдировании полых слитков, при котором в полость слитка вводят иглу и движением шплинтона .с туесе-шайбой вперед распрессовывают слиток, а затем выдавливают его материал в кольцевой зазор, образованный иглой и калибрующим каналом матрицы . 1 . оправкой иглы и калибруЮщим каналомматрицы с заходным конусомЭтот способ позволяет получатьготовые трубы с минимальной разно толщинностью,однако вследствие неизбежного образования пробки при распрессовке уменьшается выход годногопри экструдировании.Для увеличения выхода годного прй 10 экструдировании полых изделий и дляуменьшения раэностенности готовыхизделий конусную бутылочную иглу подают до упора ее конуса в заходныйконус матрицы, а после распрессовки 1 слитка иглу отводят назад до выходаконуса иглы иэ конуса матрицы, останавливают ее в рабочем положении,после чего осуществляют выдавливаниеНа фиг.1 изображен прессовой ин" 20 струмент в разрезе, общий вид; нафиг,2 показано положение деталейи трумента после распрессовки слит- кПатент Проектн Филиал ПП г.Ужгород При прессовании полый слиток 8 загружают в контейнер 7, а иглу 1 пода" ют в направлении прессования до тех аор, пока ее конус 2 не упрется в коническую заходную часть 5 матрицы 4Затем осуществляют распрессовку слитка 8, после чего иглу отводят назад и останавливают в рабочем положении, при котором калибрующая оправка 3 и калибрующий канал 6 матрицы 4 образуют кольцевой зазор, в который экструдируют готовые изделия, Отцен трированное положение иглы 1 относительно матрицы 4 при этом сохраняется в процессе экструдирования иэделия, что позволяет получать пустотелые профили с минимальной раэнотолщинностью. Осуществление распрессовки полого слитка 8 при закрытом канале 6 матрицы 4 исключает образование пробки, что значительно увеличивает выход годного при экструдировании полых профилей большого диаметра. Таким образом предложенное техническое решение позволяет получать методом экструдирования полые профили с точными геометрическими размерами при максимальном выходе годного формула изобретения Способ управления работой прессового инструмента при экструдированииполых слитков, заключающийся в том,что в полость слитка подают конуснуюбутылочную иглу и движением шплинтона с пресс-шайбой вперед распрессовывают слиток и выдавливают в кольцевой зазор, образованный оправкой иглы и калибрукщим каналом матрицы сзаходным конусом, о т л и ч а ю щ и йс я тем, что, с целью уменьшения разностенности готовых иэделий и увеличения выхода годного, конусную. бутылочную иглу подают до упора ее конуса в заходный конус матрицы, а послераспрессовки слитка иглу отводят назад до выхода конуса иглы иэ конусаматрицы, останавливают в рабочем положении, после чего осуществляют выдавливание.Источники информации, принятые вовнимание при экспертизе:Жолобов В.В. и др, ПрессованчеМеталлов. М.Металлургия, 1971,с. 228-229,2. Авторское свидетельство СССРМ 397245, кл, Б 21 С 23/08, 06 07 77,
СмотретьЗаявка
2342738, 05.04.1976
ПРЕДПРИЯТИЕ ПЯ Г-4361
КУТУЗОВ ЮРИЙ ПРОХОРОВИЧ, ЗАЙКОВСКИЙ ВЛАДИМИР БОРИСОВИЧ
МПК / Метки
МПК: B21C 23/08
Метки: инструмента, полых, прессового, работой, слитков, экструдировании
Опубликовано: 25.07.1978
Код ссылки
<a href="https://patents.su/2-615975-sposob-upravleniya-rabotojj-pressovogo-instrumenta-pri-ehkstrudirovanii-polykh-slitkov.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления работой прессового инструмента при экструдировании полых слитков</a>
Язычковая матрица для экструдирования полых изделий

Номер патента: 695733
Опубликовано: 05.11.1979
Авторы: Белозеров, Богданов, Голубев, Игуменов, Михайлов, Прудковский
МПК: B21C 25/02
Метки: матрица, полых, экструдирования, язычковая
...элементы профиля отрицательно сказывается на геометрии готовых профилей. Кроме того, в процессе прессования под действием возникающих сил происходит прогиб рассекателя, что привося повышение ударной вяз) экструдируцель достигарице на раболухая полость ками, соответразмерам прорец, при этом 1 от ее шири- стенок полосенного истече69573 Формула изобретения Риг. 1 3Образукнцис паз скосы 6 и 7 выполнены под углом с, близким углу естсственнсго те. чеция прсссуемого металла (20 - 30). Глубина Н паза составляет 0,1- - 0,15 ст его ширины В, что больше величины упругого прогиба рассекателя.Работа матрицы происходит следующим образом. В процессе экструдирования заготовка под давлением разделяется рассекатслем 2 в зависимости от конструкции матрицы...
Камерная матрица для экструдирования полых профилей

Номер патента: 617098
Опубликовано: 30.07.1978
Авторы: Гусев, Казенов, Кургин, Панин, Полунина, Рынденков, Шелков
МПК: B21C 25/02
Метки: камерная, матрица, полых, профилей, экструдирования
...полых проф Изобретение относится к ооработке металлов давле 1 ниемв частности к прессовому инструменту для экструдирования.Известна камерная матрица для экструдирования полых профилей, содержащая корпус и концентрично установленную в нем полую вставку, опирающийся на,корпус рассекатель с расширяющимися в сторону вставкиттитающими камерами и со сменной калибрующей оправкой, заходящей в полость вставки 1011,Недостатком втой матрицы является то,что между, металлом заготовки и плоскостьювозможна запрессовка воздуха, что приводитк образованию на готовых изделиях пузырей 15и свищей.Целью изобретения является улучшениекачества готовых изделий.Эта цель достигается тем, что в известнойкамерной матрице торцовая рабочая поверхность...
Матрица для экструдирования разнотолщинных профилей

Номер патента: 642037
Опубликовано: 15.01.1979
Автор: Прилепский
МПК: B21C 25/02
Метки: матрица, профилей, разнотолщинных, экструдирования
...сопротивление истечению металла в зоне оформления утолщенного участка профиля.На фиг, 1 изображена предлагаемая матрица, вид сверху на фиг. 2 - сечение А-А на фиг. 1 на фиг, 3 с ение Б-Б на фиг. 1.На рабочем торце матрицы для экструдирования профиля с резко отличающимися толшинами его участков выполнено профильное очко с широкой щелью 1 и узкой щелью 2. Матрица состоит иэ калибрующего частка 3 и расположенны под углом 3-8 к оси участков 4 на которых выполнены канавки 5, располо642037 Составитель М, Дорофеевькова Техред С, Мигай Корректор И Гоксйч Редактор Л. В Тираж ПодписноеНИИПИ Государственного комитета. СССРпо делам изобретений и открытий033, Москва, Ж 33, Рауаскав ааб., а. 4/3 Заказ 7643/9 ЦПП Патент, г, Ужгород, ул. Проектная, 4...
Замок переноса петель с игл игольницы на иглы другой игольницы плоскофанговой машины

Номер патента: 579912
Опубликовано: 05.11.1977
Автор: Готтфрид
МПК: D04B 15/36
Метки: замок, игл, иглы, игольницы, переноса, петель, плоскофанговой
...в замокпереноса петель выборочно, т. е, предварительно отобранные с помощью жаккврдовогомеханизма.Дпя обеспечения безупречного переносапетель в обоих направлениях движения каретки в замке используются три зубца 26,27 ипи 25,28. В частности левый эуб 26принимает участие в работе при движениикаретки машины влевуюсторону (фиг.7) ипри движении каретки вправо не участвуетв работе, Топьи средний зуб 27 хорошорасширяет петли, а правый зуб 26 направляет передаточные иглы (фиг. 3) наверх,где принимающие иглы 5 (фиг. 3 и 4)входят в расширенные петли и могут открыватьзакрытые язычки (фиг, 5). При движениикаретки вправо, т. е, при холостом переносе, правый зубец 26 накидку петель непроизводит. Только средний зуб 27 и левыйэуб 26 выцол йяют перенос...
Матрица для экструдирования и правки прессизделий

Номер патента: 595033
Опубликовано: 28.02.1978
МПК: B21C 25/02
Метки: матрица, правки, прессизделий, экструдирования
...а профиль поперечного сечения выходного отверстия канала втулки выполнен равным профилю готового изделия с максимальными допусками на его размеры,Изобретение лов давлением, рументу прессоИзвестна мат ния и правки п пус с калибрую ющую к нему н ным каналом, ния рабочей ж сечения которо ющего очка 11 Работает матрица следующим образом.При экструднровании готовое пресс-изделие(на черт. не показано) на выходе из калибрующего пояска 2 под воздействием остаточных напряжений получает возможность свободно изгибаться в распушке 5. При дальнейшем движении заготовки вниз ее передний конец набегает одной из кромок на соответствующую поверхность канала 4 направляющей втулки 3 и по мере приближения к выход ному отверстию 6 последней...
Предыдущий патент: Способ пдготовки поверхности проволоки к волочению
Следующий патент: Способ изготовления ребристых панелей из трудносвариваемого материала и прессовый инструмент для осуществления этого способа
Случайный патент: 183117